插入组件及其装配方法、内窥镜与流程
- 国知局
- 2024-06-21 12:14:32
本发明涉及内窥镜,特别涉及内窥镜插入组件的生产组装,具体涉及一种插入组件及其装配方法、内窥镜。
背景技术:
1、内窥镜一般包括插入主体和操作主体,其中,插入主体包括头端座体、弯曲管体以及连接管体等。其中,弯曲管体还可以包括主动弯曲段和被动弯曲段。当插入主体的头端座体、弯曲管体和连接管体连接固定后,需要在弯曲管体处套接橡胶管套,并在橡胶管套的两侧衔接处进行封胶(一般使用环氧胶)。
2、目前内窥镜橡胶管套一般选用氟橡胶。氟橡胶具有自润滑性,这导致环氧胶对其粘接的强度不佳。为提高粘接强度,目前技术可采用活化设备先对粘接位置进行活化处理后,再进行粘接操作。但此方法中,专用的活化处理设备价格高昂;且活化处理存在时效性,活化后需要在一定时间内进行涂胶粘接,为插入主体的装配带来不便。
3、为此,现有一种装配方法,是在橡胶管套的两侧衔接处进行扎丝,丝线缠绕6-8圈并收紧后,将两端线头进行打绳结并剪去多余线头。但是由于氟橡胶材质存在弹性,在打结过程以及打结后绳结容易松脱,且绳结处明显凸出,均直接导致扎丝处的尺寸变大,继而导致封胶尺寸变大,最终导致插入主体整体的尺寸变大,增加内窥镜的使用局限性。
技术实现思路
1、本发明的主要目的是提出一种插入组件及其装配方法、内窥镜,旨在解决传统对于插入主体的装配方法容易导致插入主体整体的尺寸变大的问题。
2、为实现上述目的,本发明提出的一种插入组件,包括:
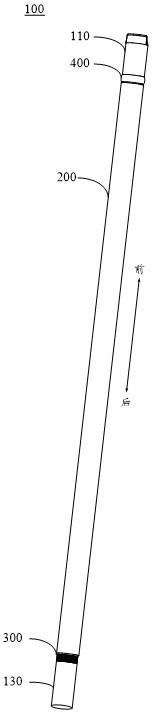
3、插入主体,包括依次连接的头端座体、弯曲管体和连接管体,所述弯曲管体可弯曲调节设置,所述插入主体在所述弯曲管体的至少一端或者邻近处沿自身周向环设有环形槽;
4、弹性管套,套接在所述弯曲管体的外周,且至少延伸至覆盖所述环形槽;
5、丝线,绕设在所述弹性管套背对所述环形槽的一侧,所述丝线包括在所述环形槽内呈多圈绕设的线圈段、以及分别连接至所述线圈段的两端的两个干涉段,两个所述干涉段均沿所述环形槽的槽宽方向延伸,且至少部分地限位在所述线圈段和所述弹性管套之间,两个所述干涉段呈交叉设置;以及,
6、胶体,填设在所述环形槽处,且至少覆盖所述丝线背对所述弹性管套的一侧。
7、可选地,所述环形槽开设在所述头端座体邻近所述弯曲管体的位置处;和/或,
8、所述环形槽开设在所述连接管体邻近所述弯曲管体的位置处。
9、可选地,所述丝线在所述环形槽内呈单层布设;和/或,
10、所述丝线在所述环形槽的槽深方向上的尺寸不大于所述环形槽的槽深;和/或,
11、所述丝线在所述环形槽的槽宽方向上的尺寸与所述环形槽的槽宽相适配;和/或,
12、所述胶体的外表面不低于所述环形槽的槽口设置。
13、此外,为实现上述目的,本发明还提供了一种内窥镜,包括操作组件和如上所述的插入组件。
14、此外,为实现上述目的,本发明还提供了一种如上所述的插入组件的装配方法,包括:
15、在弯曲管体的至少一端沿自身周向开设环形槽;
16、将一弹性管套套接在所述弯曲管体的外周且覆盖所述环形槽;
17、将一丝线自所述环形槽外沿槽宽正向延伸至所述环形槽内,获得起始线段;
18、将余下丝线沿槽宽反向依次绕设在所述起始线段背对所述弹性管套的一侧,直至达到预设圈数,获得线圈段;
19、将余下丝线沿槽宽正向插入至所述线圈段和所述弹性管套之间,且与所述起始线段交叉后延伸至所述环形槽外,获得终止线段;
20、收紧所述起始线段和所述终止线段,以带动所述线圈段紧缚所述弹性管套后,分别对所述起始线段和所述终止线段超出所述环形槽的线段进行裁切,获得两个干涉段;
21、将胶体填充在所述环形槽内并固化。
22、可选地,所述将一弹性管套套接在所述弯曲管体的外周且覆盖所述环形槽的步骤中,所述弹性管套的长度延伸至超出所述环形槽。
23、可选地,在所述收紧所述起始线段和所述终止线段,以带动所述线圈段紧缚所述弹性管套后,分别对所述起始线段和所述终止线段超出所述环形槽的线段进行裁切,获得两个干涉段的步骤之后,还包括:
24、将所述弹性管套超出所述环形槽的部位裁掉。
25、可选地,所述将余下丝线沿槽宽正向插入至所述线圈段和所述弹性管套之间,且与所述起始线段交叉后延伸至所述环形槽外,获得终止线段的步骤包括:
26、将余下线槽沿所述插入主体的周向继续绕设至经过所述起始线段后,沿槽宽正向弯折插入至所述线圈段和所述弹性管套之间,且延伸至所述环形槽外,获得终止线段。
27、此外,为实现上述目的,本发明还提供了一种如上所述的插入组件的装配方法,包括:
28、在弯曲管体的至少一端沿自身周向开设环形槽;
29、将一弹性管套套接在所述弯曲管体的外周且覆盖所述环形槽;
30、将一丝线自所述环形槽外沿槽宽正向延伸至所述环形槽内,获得起始线段;
31、将一辅助管体沿环形槽的槽宽方向延伸放置在所述起始线段的旁侧;
32、将余下丝线沿槽宽反向依次绕设在所述起始线段和所述辅助管体背对所述弹性管套的一侧,直至达到预设圈数,获得线圈段;
33、将余下线槽沿所述插入主体的周向继续绕设至经过所述起始线段后,沿槽宽正向弯折穿设于所述辅助管体,且延伸至所述环形槽外,获得终止线段;
34、将所述辅助管体撤离;
35、收紧所述起始线段和所述终止线段,以带动所述线圈段紧缚所述弹性管套后,分别对所述起始线段和所述终止线段超出所述环形槽的线段进行裁切,获得两个干涉段;
36、将胶体填充在所述环形槽内并固化。
37、可选地,所述辅助管体的长度不小于所述环形槽的槽宽。
38、可选地,所述辅助管体的材料为柔性材料。
39、可选地,所述将余下丝线沿槽宽反向依次绕设在所述起始线段和所述辅助管体背对所述弹性管套的一侧的步骤中,所述丝线挤压所述辅助管体,并使得所述辅助管体至少在所述环形槽处产生弯折变形。
40、可选地,所述丝线对所述辅助管体施加的挤压力被设置为小于所述辅助管体在产生最大形变量时所需的作用力。
41、本发明提供的技术方案中,环形槽的设置,一方面能够为丝线缠绕过程指定出准确的操作空间;另一方面可对缠绕完成后的丝线进行收容,此时,环形槽避让形成足够的空间收容丝线,避免丝线的缠绕过多地凸出于插入主体的外周侧壁;又有助于对缠绕完成后的丝线进行限位,避免在收线后丝线相对弹性管套产生一定程度的松脱,导致扎丝处的尺寸增大。此外,由于两个干涉段被夹持限位在线圈段和弹性管套之间,结合弹性管套受力所产生的弹性变形,能够在干涉段、弹性管套及线圈段之间形成足够强度的相互干涉限位,从而可以取代绳结,达到将弹性管套紧缚在环形槽内的目的。本技术避免了绳结的存在,使得丝线背对弹性管套的一侧表面相对平整而无过分凸出的结构,有助于尽可能缩小扎丝处的尺寸,从而有助于组装完成后的插入主体整体的尺寸设计不受扎丝处的尺寸约束,最终有助于增加并丰富内窥镜的使用场景,提高其实用性。
本文地址:https://www.jishuxx.com/zhuanli/20240618/26338.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表