手机摄像头装饰件的加工工艺的制作方法
- 国知局
- 2024-06-21 12:55:35
本发明属于装饰面板生产,具体涉及手机摄像头装饰件的加工工艺。
背景技术:
1、手机作为人们使用频率较高的产品,用户除了对手机产品的硬件要求较高之外,越来越注重手机产品的外观。外观能给用户带来直接的视觉体验,很大程度上决定着用户对产品的质量评价。随着手机功能及外观的不断升级,手机外观材质及工艺也不断升级。因外观及结构需要,目前的大部分智能手机,在后摄像头周圈区域都设计一个装饰件,这个装饰件面积较大,中间有至少一个通孔用于定位玻璃摄像头镜片。
2、目前市面上的摄像头装饰件由复合板材原材料经过开料-丝印-cnc-清洗-全检-包装等工艺加工而成,工序流程简单,外观单调,颜色单一,表面处理仅有丝印工艺,难以增加摄像头区域的外观效果。
技术实现思路
1、本发明的目的在于提供一种手机摄像头装饰件的加工工艺,以解决现有技术中手机摄像头装饰件外观效果单一的问题。
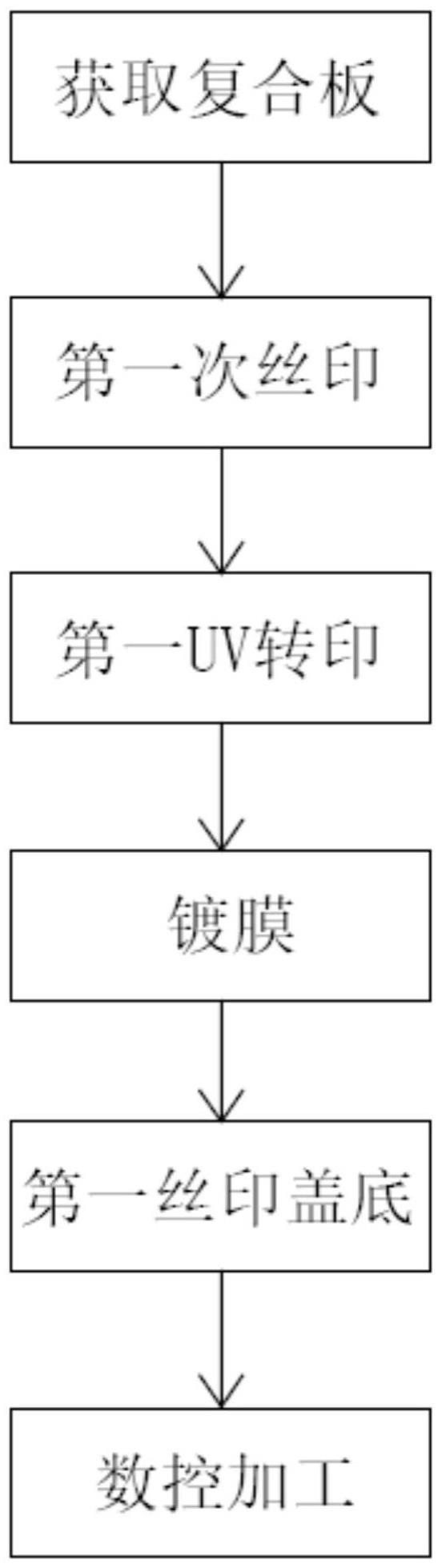
2、本发明提供一种手机摄像头装饰件的加工工艺,包括如下步骤:
3、获取复合板,对所述复合板表面进行等离子轰击,使所述复合板表面的达因值大于或等于34a;
4、至少一次第一丝印,在所述复合板上丝印第一图案层;
5、第一uv转印,将转印模具中的第一目标纹理转印至第一丝印后的复合板表面上,形成第一纹理层;
6、镀膜,对第一纹理层和第一图案层进行电镀,形成第一镀膜层;
7、第一丝印盖底,在所述第一镀膜层上印刷盖底油墨,形成第一盖底油墨层;
8、数控加工得到装饰件。
9、进一步地,在所述第一丝印盖底之后还包括如下步骤:
10、对所述第一盖底油墨层对应位置进行退镀处理;
11、至少一次第二丝印,在所述复合板退镀后的表面上丝印光油形成光油层;
12、第二uv转印,将转印模具中的第二目标纹理转印至第二丝印后的复合板表面上,形成第二纹理层;
13、第二丝印盖底,在所述第二纹理层上印刷盖底油墨,形成第二盖底油墨层。
14、进一步地,所述第一纹理层和所述第二纹理层相同或不同。
15、进一步地,所述第一uv转印和所述第二uv转印工序中,uv胶量为1.8-2.0g/次,uv灯能量为400-600mj,滚轮滚胶速度为120-140mm/s。
16、进一步地,在所述第一丝印盖底或所述第二丝印盖底之后还包括拓印,将uv拓印模具中的第三目标纹理拓印至所述第一盖底油墨层或所述第二盖底油墨层上。
17、进一步地,在所述拓印之后对所述复合板进行固化,固化温度为80-90℃,固化时间为13-17min。
18、进一步地,所述拓印工序中,uv胶量2.7-3.3g/次,uv灯能量700-900mj,滚轮滚胶速度90-110mm/s。
19、进一步地,所述复合板包括第一表面和第二表面,所述第一表面上进行第一丝印,所述第二表面上进行硬化处理。
20、进一步地,为在所述复合板表面进行等离子轰击后,在所述复合板表面喷淋uv胶。
21、进一步地,所述第二表面进行硬化处理后,在所述第二表面上依次制备防指纹层和哑光层。
22、本发明提供的手机摄像头装饰件的加工工艺的有益效果在于:通过第一丝印和第一uv转印工艺的叠加,增加手机摄像头装饰件的外观效果多样性,提升了外观的立体感和层次感,实现外观绚丽、立体感强、颜色丰富的外观效果。通过至少一次第一丝印,使得第一图案层立体效果增强。对复合板表面进行等离子轰击,使得复合板表面的达因值大于或等于34a,便于增加uv胶和油墨的附着力。
技术特征:1.一种手机摄像头装饰件的加工工艺,其特征在于,包括如下步骤:
2.根据权利要求1所述的手机摄像头装饰件的加工工艺,其特征在于,在所述第一丝印盖底之后还包括如下步骤:
3.根据权利要求2所述的手机摄像头装饰件的加工工艺,其特征在于,所述第一纹理层和所述第二纹理层相同或不同。
4.根据权利要求2所述的手机摄像头装饰件的加工工艺,其特征在于,所述第一uv转印和所述第二uv转印工序中,uv胶量为1.8-2.0g/次,uv灯能量为400-600mj,滚轮滚胶速度为120-140mm/s。
5.根据权利要求2所述的手机摄像头装饰件的加工工艺,其特征在于,在所述第一丝印盖底或所述第二丝印盖底之后还包括拓印,将uv拓印模具中的第三目标纹理拓印至所述第一盖底油墨层或所述第二盖底油墨层上。
6.根据权利要求5所述的手机摄像头装饰件的加工工艺,其特征在于,在所述拓印之后对所述复合板进行固化,固化温度为80-90℃,固化时间为13-17min。
7.根据权利要求5所述的手机摄像头装饰件的加工工艺,其特征在于,所述拓印工序中,uv胶量2.7-3.3g/次,uv灯能量700-900mj,滚轮滚胶速度90-110mm/s。
8.根据权利要求1所述的手机摄像头装饰件的加工工艺,其特征在于,所述复合板包括第一表面和第二表面,所述第一表面上进行第一丝印,所述第二表面上进行硬化处理。
9.根据权利要求8所述的手机摄像头装饰件的加工工艺,其特征在于,所述硬化处理为在所述复合板表面进行等离子轰击后,在所述复合板表面喷淋uv胶。
10.根据权利要求8所述的手机摄像头装饰件的加工工艺,其特征在于,所述第二表面进行硬化处理后,在所述第二表面上依次制备防指纹层和哑光层。
技术总结本发明公开了手机摄像头装饰件的加工工艺,包括如下步骤:获取复合板,对所述复合板表面进行等离子轰击,使所述复合板表面的达因值大于或等于34A;至少一次第一丝印,在所述复合板上丝印第一图案层;第一UV转印,将转印模具中的第一目标纹理转印至第一丝印后的复合板表面上,形成第一纹理层;镀膜,对第一纹理层和第一图案层进行电镀,形成第一镀膜层;第一丝印盖底,在所述第一镀膜层上印刷盖底油墨,形成第一盖底油墨层;数控加工得到装饰件。手机摄像头装饰件通过至少一次第一丝印和第一UV转印的加工,提升了外观的立体感和层次感。技术研发人员:沈福根,杜青受保护的技术使用者:深圳市锐欧光学股份有限公司技术研发日:技术公布日:2024/1/13本文地址:https://www.jishuxx.com/zhuanli/20240618/30089.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表