装饰性镶板和装饰性镶板覆盖物的制作方法
- 国知局
- 2024-06-21 13:02:59
本发明涉及一种装饰性镶板,特别是地板镶板、天花板镶板或墙壁镶板。本发明还涉及一种装饰性镶板覆盖物,例如装饰性地板覆盖物、装饰性天花板覆盖物或装饰性墙壁覆盖物,其包括多个根据本发明的镶板,其中这些镶板优选是互连的。
背景技术:
1、层压板包括具有装饰图案的装饰层,该装饰图案通常具有木纹图案的外观。装饰层被透明层覆盖,以保存和保护装饰层。为了改善装饰层的装饰图案的光学和触觉外观,可以在透明层中实现压痕,这是为了获得例如对可以存在于实木表面的木孔和其他不平特征的模仿。尽管使用了这种压痕,也称为压花,但已知的镶板表现出模仿效果仍然不是最佳的缺点。因此,例如,它们表现出下述缺点,即:如果以相对较小的角度看向这种地板镶板,将会在合成物质的透明层上产生光折射,因此只能看到有光泽的表面,而不会感知到实际印刷物的任何可见效果。
技术实现思路
1、本发明的目的是提供一种具有改进的压花效果的改进的镶板。
2、该目的可以通过提供根据序言部分所述的装饰性镶板来实现,该装饰性镶板包括:设有上侧和下侧的芯层、直接或间接地固定在芯层的所述上侧上的装饰性顶部结构,所述装饰性顶部结构包括:至少一个装饰性印刷层,其形成至少一个装饰图像;以及覆盖所述装饰性印刷层的至少一个基本透明或半透明的覆盖层;其中所述装饰性顶部结构的至少一个层包括至少一个数字创建的第一纹理。优选地,芯层的上侧和/或装饰性顶部结构的至少一个层包括至少一个机械创建的第二纹理。装饰性印刷层优选地通过数字打印来实现,其中数字打印是一种将基于数字的(装饰性)图像直接打印到介质上的方法,例如打印到芯层和/或可选的底漆层和/或可选的底涂层上。优选地,在底漆层和/或芯层上提供白色底涂层,以防止较暗或较亮的斑点在装饰图像被打印后透过装饰图像发光。可选地,白色底涂层可以被视为底漆层。白色底涂层可以例如由pvc膜、特别是pvc涂层形成。底涂层优选为不透明底涂层,以覆盖芯层和/或底漆层的可能的深色。可以使用一个或多个喷墨打印机和/或激光打印机作为打印设备。覆盖所述装饰性印刷层的每个层优选地是(半)透明和/或半透明的。这使得印刷的装饰图像保持可见。印刷装饰图像可以基于cmyk颜色原理,其中白色通常由白色底涂层(如果应用的话)的表面提供。这是一个4色设置,包括青色、品红色、黄色和黑色。将这些混合在一起会产生相对较小的颜色空间/色域。为了增加特定颜色或总色域,可以添加专色。专色可以是任何颜色。可以应用一种或多种附加颜色,例如从由橙色、绿色、蓝色、红色、白色、浅灰色、浅品红色和浅青色构成的组中选择的至少一种附加颜色。这些颜色可以单独使用,也可以组合使用。颜色通常通过软件和硬件(打印引擎/打印头)的组合来混合和控制。
3、根据本发明的镶板设置有多种纹理,特别是数字创建的压花结构和机械创建的压花结构。这为具有高细节水平的精确压花和/或压凹设计提供了显著更大的自由度,这不仅是因为机械施加的纹理和数字施加的纹理能够以各种方式组合,还因为能够通过(改变)数字施加的纹理来实现无限数量的纹理设计变化。多纹理提供了更明显的(粗糙的、丘陵状)压花结构,其中可以产生相对较深的压花,例如可以创建人造节孔(knothole)、灌浆、凹槽、笔触结构、抹灰技术(例如摩擦石膏)、抹刀技术、天然和有机结构、石头或人造动物皮肤(例如鳄鱼皮),这导致镶板本身具有更逼真的外观。数字创建的第一纹理和/或机械创建的第二纹理也可用于创建一个或多个斜面和/或一个或多个灌浆,优选地位于一个或多个镶板边缘处,但其也可以人造地和视觉地将镶板分为两个或更多个较小的镶板(子镶板)。例如,通过诸如压板之类的压模,可以机械地在芯层和/或装饰性顶部结构中压入斜面和/或灌浆。通常,机械创建的压花(其限定第二纹理)可以用于成本有效地创建基本压花结构,特别是基本压花图案,其可以是相对强烈(即,深)的压花结构。数字创建的压花(其限定第一纹理)通常用于改善第二纹理,以实现整体纹理,该整体纹理具有更逼真的光效果以及更好的深度效果,因此具有触觉效果,其中装饰图像的颜色通常更易察觉。第一纹理的至少一部分和第二纹理的至少一部分可以处于偏移位置。优选地,第一纹理的至少一部分和第二纹理的至少一部分可以彼此对准(配准),以实现更放大(强烈)的压花;更优选地,是位置选择性施加的更放大(强烈)的压花,特别是与装饰性印刷层的装饰图像对齐。数字创建的第一纹理至少部分地通过数字打印来实现。在这方面,数字打印可以用于直接或间接地产生凹陷(空腔或凹部,例如凹槽)和/或隆起(突起)。机械创建的第二纹理优选至少部分地并且通常完全地通过向芯层和/或装饰性顶部结构的至少一个层提供一个或多个压痕和/或一个或多个雕刻来实现。这些压痕(或雕刻)是通过例如使用压模(例如压板或压辊)压入或以其他方式施加到所述层中的凹槽、空腔或凹部。可替代地,并且可选地是附加地,以另一种方式,例如通过材料去除(例如通过研磨、刷涂和/或喷砂)来产生机械创建的第二纹理。
4、优选地,装饰性顶部结构包括覆盖所述装饰性印刷层的多个基本透明或半透明的覆盖层,所述覆盖层包括至少一个优选至少部分数字打印的基底覆盖层和覆盖所述基底覆盖层的至少一个优选至少部分数字打印的纹理化覆盖层,其中所述纹理化覆盖层包括至少一个数字创建的第一纹理,其中所述芯层的上侧和/或所述装饰性顶部结构的至少一个层包括至少一个机械创建的第二纹理,其中优选地,至少一个第二纹理位于至少一个镶板边缘处,并且优选地形成至少一个斜面和/或至少一个灌浆。这里,打印的基底覆盖层具有屏蔽并因此保护装饰性印刷层的主要功能,而直接或间接地施加到所述基底覆盖层上的纹理化覆盖层具有承载至少一个期望的第一纹理和/或第二纹理的主要功能。优选地,基底覆盖层没有任何第一纹理,但也可以想象基底覆盖层的一部分设有至少一个第一纹理和/或至少一个第二纹理。纹理化覆盖层通常也有助于保护装饰性印刷层。优选地,每个覆盖层都充当耐磨层。
5、如上所述,优选地,施加至少一个灌浆和/或至少一个斜面。灌浆和斜面补偿了相邻镶板之间的可见高度差异,而且通常导致更具吸引力的设计,其中灌浆(也称为灌浆线)可以模仿存在于传统陶瓷、石头或大理石砖片之间的传统灌浆。在横截面中,该斜面优选地是平坦或(凸出地)弯曲的倾斜斜切面,优选地应用于至少一个镶板边缘处,并且与相邻镶板的斜面一起形成基本v形的凹槽。从横截面视图看,灌浆优选至少部分地凹入弯曲。优选地,在镶板的安装状态下,镶板的灌浆抵接或面向相邻镶板的基本竖直的侧壁(其没有任何灌浆)。优选地,至少一个灌浆和/或至少一个斜面包括纹理化的上表面和/或(装饰性)涂层,例如不透明涂层和/或彩色涂层,这可以进一步改善装饰性镶板的外观和感觉。装饰性涂层可以例如与装饰性印刷层分离,并且优选地由漆、涂料或转移箔形成。然而,可以想象的是,装饰性印刷层延伸到整个灌浆和/或整个斜面内或下方,这将能或可能使单独的涂层是不需要和/或不期望的。
6、优选地,至少一个灌浆由沿着至少一个边缘的长度延伸的至少一个暴露部分形成,其中所述至少一个暴露部分在镶板的顶表面下方向外延伸并远离镶板的顶表面和/或与镶板的顶表面相交(将其分隔),并且至少部分地由装饰性顶部结构限定,优选地部分地由纹理化覆盖层的侧壁限定。优选地,所述至少一个灌浆通过装饰性顶部结构的材料的位置选择性去除而形成,这优选地通过铣削来实现。这种材料去除可以暴露位于装饰性顶部结构的上层下方的装饰性顶部结构的一个或多个层,和/或可以暴露芯层。这种材料去除导致纹理化覆盖层的变薄部分。因此,第二纹理可以限定纹理化覆盖层的一个或多个变薄部分。所述至少一个斜面优选地至少被压入镶板中,这导致压制斜面。斜面可以在应用装饰性顶部结构之前直接压制到芯层中,和/或可以在应用了装饰性顶部结构之后压制。在压制斜面的过程中,芯层和/或装饰性顶部结构发生变形。优选地,芯层和/或装饰性顶部结构的位于第二纹理正下方的部分(特别是在第二纹理限定斜面的部分)的材料密度与芯层和/或装饰性顶部结构的相邻部分相比更高。这尤其是芯层包含发泡或致密的泡沫材料的情况,其中该泡沫材料在斜面的压制过程中发生变形。
7、优选地,至少一个并且更优选地是每个覆盖层都至少部分地是数字打印的。每个覆盖层优选至少部分地由透明或半透明的固化油墨组成。每个覆盖层的油墨成分可能不同。此外,为了使油墨硬化而通常需要的固化工艺可能因覆盖层而不同。油墨成分和/或固化工艺可能影响覆盖层的光泽水平(也称为光泽度)。光泽水平通常以光泽单位(gu)表示,通常通过光泽计测量。gu标度是基于高度抛光的参考黑玻璃标准的标度,该标准具有规定的折射率,在指定角度下具有100gu的镜面反射率。该标准用于在完全无光泽的表面上建立100的上点校准,其中下端点建立在0处。对于装饰性镶板,优选使用由标准astm d523、dinen iso 2813和/或en iso 7668制成的装饰性镶板。优选地,但不是必须的,测量角度——指的是入射光和垂线之间的角度——是20°、60°和85°,其中对于根据本发明的装饰性镶板,85°通常是优选的。优选地,纹理化覆盖层具有比基底覆盖层更高的光泽水平,这意味着纹理化覆盖层优选地比基底覆盖层更光滑。优选地,基底覆盖层是无光泽的基底覆盖层,优选地具有5gu或更低的光泽水平(优选以85°的测量角度测量)。优选地,纹理化覆盖层是有光泽的纹理化覆盖层,优选具有高于5gu的光泽水平,并且光泽水平更优选地在5gu至10gu之间(优选以85°的测量角度测量)。这将导致有吸引力的、改进的逼真深度效果,这是由于无光泽的谷和有光泽的边界产生的阴影感的原因。相对无光泽的外观(低光泽水平)可以例如通过借助于至少一个氙气灯和/或借助于电子束(eb)固化来至少部分地固化基底覆盖层而获得。电子束(eb)是具有一定能量的移动(并最初加速)电子的集束(也称为束)。电子束中的电子在空间中聚集在一起,并沿同一方向移动。通过使用这种eb,最初液态的材料可以硬化成至少部分、优选完全固态的材料。这个过程被称为eb固化。用于产生eb的电子加速器优选为低能量电子加速器。eb加速器可以通过多种方式制造:(i)扫掠或扫描工艺区域的阴极射线管(crt);(ii)电子广域幕;以及(iii)密封真空管系统。eb固化机制与传统使用的uv固化机制有根本不同。在uv固化机制中,至少一种光引发剂吸收uv光并产生自由基(或阳离子),所述自由基(或阳离子)触发具有不饱和双键(或环氧基)的单体和低聚物的聚合和交联,其中层里面(层内)的所有新键都是通过不饱和双键(或环氧基)的交联聚合产生的。在eb固化过程中,eb随机产生自由基,包括阳离子自由基、阴离子自由基以及单体和低聚物切割自由基,以触发具有不饱和双键的单体和低聚物的聚合和交联,其中随机产生的自由基本身也可以交联或键合不饱和(未固化)层以产生交联,并且甚至可以与这些层反应,这称为接枝,从而产生更宽和更复杂的新键范围,这尤其导致固化层具有增加的硬度,并因此提高了抗冲击性,有利于镶板本身的寿命。此外,由于更宽和更复杂的键合范围,通常导致相对较高的交联密度和/或增加的交联深度(由于较高的渗透深度),所以最初存在于镶板内的挥发性物质例如气味剂、增塑剂和/或有毒或无毒物质可以保存在镶板内,这是因为eb固化层对于这些物质是相对不可渗透的。eb固化的另一个优点是,在将通过eb固化完全固化的层中不再需要昂贵的光引发剂,这降低了层组合物的成本。此外,不应用光引发剂将防止在生产过程中和生产后,残留的光引发剂和光解产物迁移和挥发而产生难闻的气味。此外,eb固化能够以相对能量高效的方式进行,这(显著)比热固化(uv固化)更节能。因此,eb固化比传统的uv固化具有显著的优势。与uv固化不同——其中紫外线灯(如汞灯或镓灯)发射的光子质量仅仅很小,很容易停在材料表面上——,电子的质量要大得多,可以穿透薄膜。厚而不透明的薄膜可以用电子束固化。随着电子束电压的增加,电子能量和固化深度也将增加。因此,通过eb固化,可以根据所使用的能量密度来调节穿透深度,这使得eb固化不仅适合固化根据本发明的镶板的覆盖结构的单个层,而且适合同时和/或连续地固化覆盖结构的多个(初始未固化)层,高达几毫米甚至几厘米厚。此外,与uv固化相反,eb固化允许双面固化,这使得例如可以固化覆盖结构的至少一部分和施加到芯层的后侧和/或芯层本身和/或镶板的任何其他层的背衬层的至少一部分。大气中的氧气通常与以碳为中心的自由基非常快地反应,产生反应缓慢的过氧自由基,从而有效地抑制eb固化过程。由于这种氧抑制作用,eb固化优选使用惰性气体从发生固化的eb单元(eb固化站)的反应室(反应空间)置换氧气。这通常是通过用高纯度氮气吹扫反应室来实现的。
8、例如,可以通过借助于至少一个汞灯和/或至少一个镓灯至少部分地(uv)固化纹理化覆盖层(或装饰性顶部结构的另一层)来获得更有光泽的外观(更高的光泽水平)。
9、如上所述,第一纹理优选至少部分地由设置有多个凹陷的至少一个至少部分固化的基底层限定。与机械施加的压痕一样,这些凹陷构成空腔和/或凹部,例如凹槽等,可以具有等效的外观和触感。然而,在压痕的形成过程中,镶板材料通常仅变形,而在凹陷的形成过程中,通常以化学和/或机械方式从镶板去除镶板材料。下面将更详细地描述这些凹陷的不同实施例。
10、优选地,基底层的一部分设置有所述多个凹陷,并且基底层的另一部分没有凹陷。因此,在该实施例中,基底层仅仅是部分压花的。基底层的没有凹陷的部分的至少一部分可以用于创建(构建)隆起,优选地通过数字打印完成。
11、可以想象,基底层的多个凹陷形成不连续和/或连续的凹陷图案。还可以想象,基底层的多个凹陷形成规则的凹陷图案。通常,要实现的凹陷图案强烈地或者甚至完全地取决于装饰层的至少一个装饰图像。
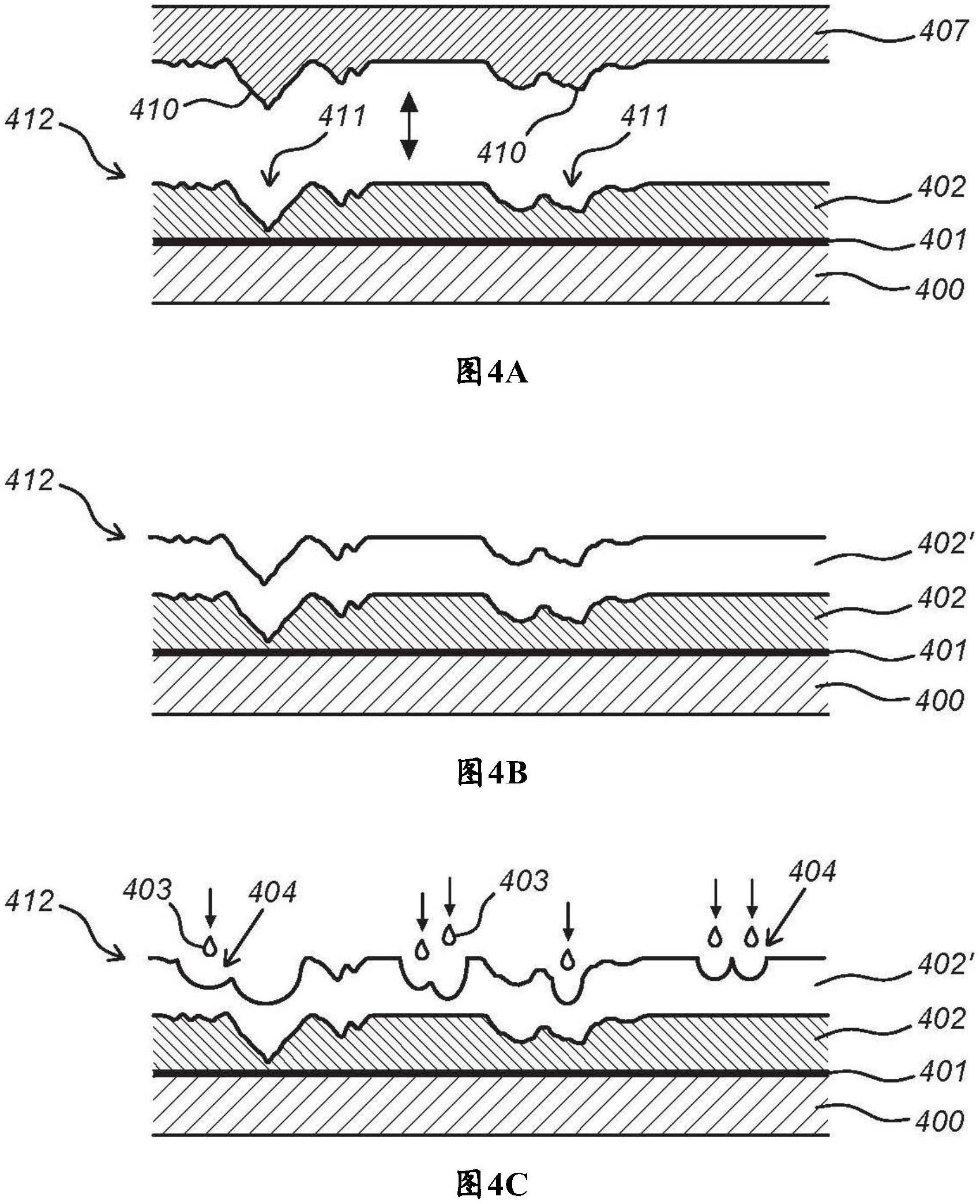
12、优选地,基底层是印刷基底层。这意味着最初处于液态的基底层直接或间接地印刷在装饰层的上方。可替代地,可以通过辊涂机以初始液体(未固化)状态施加基底层。当基底层仍处于液态时,可以在基底层中提供一个或多个凹陷,和/或在基底层部分或完全固化(凝固)期间和/或之后,可以在基底层中提供一个或多个凹陷。在液体基底层中提供一个或多个凹陷优选通过化学压花来完成。为此,优选地,压花液体的(小)反应液滴被位置选择性地数字打印或喷射到液体基底层上,以在印刷的液滴的材料和仍然液态的基底层之间引起化学反应,其中随后的反应产物光学地和/或触觉地改变基底层的该位置处的结构。可替代地,在液体基底层中提供一个或多个凹陷可以通过数字打印与随后的机械作用的组合来实现,从而位置选择性地去除镶板材料。为此,能够以位置选择性的方式将(替代的)压花液体的液滴沉积、优选数字打印在仍然液态的(未固化)基底层上。这意味着压花液体被施加在基底层的将要在此形成凹陷的部分上。在施加这种压花液体之后,优选地至少部分固化基底层,例如通过紫外线(uv)照射。在该照射步骤期间,基底层通常被聚合,但是富含压花液体的基底层部分将保持(足够)液态和/或柔软,以允许随后和/或同时去除这些柔软部分。这种柔软部分的去除可以例如通过机械作用、例如通过旋转刷来实现,但也可以通过迫使柔软部分蒸发来实现,优选地通过红外(ir)光束和/或通过热空气和/或借助抽吸装置(真空装置)和/或通过任何其他抽取技术来实现。关于这方面,也可以想到替代的材料去除方法,例如通过使用激光束、电子束或水束去除材料。在该实施例中优选的是,基底层是疏水基底层,这有助于在随后的固化工艺步骤期间,由数字打印设备喷射的水基压花液体液滴将作为液滴停留在预定位置。因此,优选地,至少一个第一纹理是数字打印的负图案化的第一纹理,优选地通过在仍然没有纹理化的纹理化覆盖层上打印多个液滴来实现,使得纹理化覆盖层的厚度根据液滴被打印到其上的位置而变化,以在纹理化覆盖层中形成凹陷,并且限定最终的纹理化覆盖层。
13、基底层优选为可固化树脂,其最初以液态施加。树脂可以通过电磁辐射、例如uv或ir照射来固化,和/或可以通过电子束固化(ebc)来固化,其中电子通常在基底层上高速射出以硬化(固化)基底层。基底层可以例如至少部分地由三聚氰胺、聚氨酯、环氧树脂和/或任何(其他)光固化树脂组成。基底层可以例如(也)至少部分地由环氧丙烯酸酯、氨基甲酸酯丙烯酸酯、聚酯丙烯酸酯、聚醚丙烯酸酯、氨基丙烯酸酯、硅酮丙烯酸酯、聚异戊二烯丙烯酸酯、聚丁二烯丙烯酸酯和丙烯酸酯单体组成,其中术语丙烯酸酯包括丙烯酸酯和甲基丙烯酸酯树脂两者。乙烯基单体也可用于至少部分地构成基底层,其中在这种情况下优选使用n-乙烯基己内酰胺(nvc)、丙烯酰吗啉(acmo)、二甘醇二乙烯基醚(dve-2)、三甘醇二乙烯基醚(dve-3)和/或它们的混合物。基底层可以包含相对于基底层的重量占至少20%(重量百分数)的量的固体颗粒。
14、在使用压花液体来实现基底层中的凹陷的情况下,压花液体优选包含选自水、水基物质、硅酮、硅酮聚醚、硅酮丙烯酸酯和硅酮聚醚丙烯酸酯的至少一种成分。硅酮的存在通常提高了基底层的压花性,并为处理过的涂层提供了自然的外观,这从美学的角度来看是特别值得赞赏的。
15、在固化期间或固化之后在基底层中提供一个或多个凹陷可以通过化学压花(如前所述)和/或通过机械压花来完成。在这方面,应当注意,基底层可以(附加地或替代地)经受激光束或粒子束,例如水束或电子束,以固化基底层。
16、优选地,在基底层中设置的凹陷的深度在2μm至100μm之间,优选地在3μm至50μm之间。优选地,隆起图案层的隆起的高度在2μm至500μm之间,优选地在3μm至300μm之间。总压花深度由最大凹陷深度和最大隆起高度之和决定。在应用多个基底层和/或多个隆起图案层的情况下,可以实现总压花深度的增加。通常,隆起图案层是通过数字打印、特别是3d数字打印来实现的。优选地,数字打印设备用于施加根据本发明的镶板的至少一个层,并且包括一个或多个数字可控孔口,每个孔口被配置成喷射可硬化液体的液滴,以产生隆起图案层和/或另一镶板层,例如(均匀或不均匀的(纹理化))中间层或顶部涂层。层厚度通常对应于表面上喷射的液体。在优选实施例中,喷射可硬化液滴,使得至少两个层部分由不同的可硬化液体形成,其中所述层部分通常并排设置并且彼此相邻和/或相距一定距离。更优选地,一种液体硬化成不透光的层,而另一种液体则硬化成透光的层。这在隆起图案层中提供了不透明的部分和透明的部分,从而提供了装饰性顶部结构更多的设计自由度,并因此提供了镶板本身更多的设计自由度。例如,这使得透明的层部分能够至少部分地与不透明的层部分交界。在该工艺步骤中使用的两种不同的可硬化液体可以彼此混溶或不混溶。
17、在优选实施例中,基底层的凹陷的至少一部分与由装饰性印刷层形成的至少一个装饰图像的至少一部分配准地对齐。
18、在优选实施例中,基底层的凹陷的至少一部分与由装饰性印刷层形成的至少一个装饰图像的至少一部分配准地对齐,特别是与由装饰性印刷层形成的至少一个装饰图像限定的至少一个图案配准地对齐。优选地,隆起图案层的隆起的至少一部分与由装饰性印刷层形成的至少一个装饰图像的至少一部分配准地对齐。通过应用配准对齐(也称为配准压花),可以实现镶板的非常逼真和/或艺术的设计和外观。装饰图像可以由木材图案形成。然而,可以很好地想象,装饰图像表示另一种图案,例如,定制的图片和/或马赛克图案或砖片图案。在马赛克图案或砖片图案的情况下,可以描绘由一个或多个灌浆在美学上分开的人造砖片。这里,所应用的压花结构可以包括基底层,该基底层具有覆盖人造砖片的较厚层部分和覆盖一个或多个灌浆的较薄层部分。这里,还可以想象的是,隆起图案的隆起主要或仅仅覆盖人造砖片,而较少或根本不覆盖人造砖片。以这种方式,可以实现逼真的表面浮雕,其实际上等于当使用真实砖片和灌浆时获得的表面浮雕。
19、在优选实施例中,第一纹理至少部分地由至少一个至少部分固化的隆起图案层限定,该隆起图案层由多个印刷的隆起形成。在这方面,隆起图案层优选地通过印刷、特别是数字打印来实现,并且限定(印刷的)正压花层。隆起(突起)优选设置在由施加在上述基底层中的凹陷(凹进)形成的所述负压花层的上方。这意味着所述隆起图案层优选地印刷在所述基底层的上方。通常,基底层的上侧限定压花基底水平,并且凹陷和至少一部分隆起和/或至少多个隆起位于所述压花基底水平的相对侧。还可以想象,凹陷和至少一部分隆起和/或至少多个隆起位于所述基底水平的同一侧。
20、如上所述,至少一部分隆起和/或至少多个隆起优选印刷在基底层的没有凹陷的部分上,这导致压花结构本身的增加的深度效果。
21、通常,基底层的上侧限定压花基底水平,并且凹陷和至少一部分隆起和/或至少多个隆起位于所述压花基底水平的相对侧。还可以想象,凹陷和至少一部分隆起和/或至少多个隆起位于所述基底水平的同一侧。
22、优选地,隆起图案层的隆起的高度在2μm至500μm之间,优选地在3μm至300μm之间。优选地,第二纹理的至少一个压痕具有至少0.4μm的深度。总压花深度由最大凹陷和/或压痕深度与最大隆起高度之和决定。在应用多个基底层和/或多个隆起图案层来限定第一纹理的情况下,第一纹理和纹理的总压花深度可以显著增大,从而导致更真实地体验到的人造视觉和触觉效果。这里,从镶板的顶表面测量的总压花深度可以大于700μm,甚至大于800μm,甚至大于900μm。在第二纹理至少部分地应用于芯层的上侧的情况下,根据芯层的厚度,总压花深度可以进一步增大。
23、优选地,隆起图案层的隆起的至少一部分与由装饰性印刷层形成的至少一个装饰图像的至少一部分配准地对齐,特别是与由装饰性印刷层形成的至少一个装饰图像限定的至少一个图案配准地对齐。为此,可以设想使用至少一个3d相机来确定(分析)物理样品的浮雕图案。在确定图案之后,可以使用专门的软件将图像转换为样品的三维模型。3d打印机可以被配置为打印与三维模型配准的凹陷和/或隆起。因此,基本上无需手动设置或确定凹陷和/或隆起的位置就可以获得凹陷图案和/或隆起图案层。例如,样品可以是一块天然木材、天然石头或类似物,使得3d相机可以提供看起来最自然的表面。
24、压痕优选通过至少一个压模获得,例如压板和/或压花辊。通常,该压模设有所选择的第二纹理的反向压痕。在实现第二纹理的过程中,压模将被压在要被纹理化的镶板表面上,其中通常还施加热量。后者可以例如通过使用已加热的压模来实现。这里,例如可以想象,以25-30巴的压力将压模压到(未完成的)镶板上。所施加的温度可以变化,但通常在150℃至200℃之间。压模通常被压在(未完成的)镶板上0.5至50秒的时间段。可替代地或附加地,第二纹理可以通过任何其他类型的机械作用施加,例如刷、钻、铣、雕刻和/或刮擦,但与通过使用压模获得的预定第二纹理相比,这种其他类型的机械作用通常导致更随机成形的第二纹理。可以想象,不仅芯层设有第二纹理,而且装饰性顶部结构的一个或多个层也设有所述第二纹理。该第二纹理可以在单个压制步骤中实现。在这种情况下,装饰性印刷层也有可能(轻微)变形。由于装饰性印刷层的变形是预先限定的并且是预先已知的,因此可以想象的是,装饰性印刷层的初始印刷图像被预先调节,以补偿印刷层在压印期间的变形。这将导致看起来完全没有变形的图像。
25、优选地,第二纹理的压痕的至少一部分与由装饰性印刷层形成的至少一个装饰图像的至少一部分配准地对齐,特别是与由装饰性印刷层形成的至少一个装饰图像所限定的至少一个图案配准地对齐。一个或多个压痕可以由连续的短压痕和/或较长的、不间断的、可能弯曲的压痕组成。其他设计显然没有被排除在外。在装饰性印刷层的图像表示木材(脉络)图案的情况下,通常期望压痕的位置和/或形状在功能上是木材图案的至少一部分,这意味着这些压痕在一开始就是根据木脉络的功能实现的,并且可能还根据木孔的功能实现。在短压痕的情况下,可以根据印刷的木脉络以其长度为引导,和/或能够以它们的纵向方向为引导,并且优选地也遵循木脉络。
26、在根据本发明的镶板的替代实施例中,通过涂布辊产生至少一个第二纹理,其中材料层最初施加到涂布辊上,随后转移到(未完成的)镶板的表面上,其中所述材料层通过所述涂布辊和/或通过多个数字控制的气体喷嘴进行纹理化,所述气体喷嘴被构造成将气体、特别是空气吹送到由所述涂布辊承载的材料层上,以便在将所述材料转移到(未完成的)镶板的表面上之前转变(纹理化)所述材料层。根据气体喷嘴控制,这可以导致材料层具有随机的第二纹理或具有预定的第二纹理。
27、优选地,至少一个压痕的深度超过装饰性顶部结构的标称厚度。这意味着所述至少一个压痕导致芯层变形。如上所述,可以想象的是,仅在芯层中提供至少一个压痕,并且超定位的装饰性顶部结构遵循以这种方式实现的第二纹理。
28、可以想象并且通常有效的是,相对于镶板的顶表面,第二纹理的最大深度超过第一纹理的最大深度。然而,也可以想象,相对于镶板的顶表面,第一纹理的最大深度超过第二纹理的最大深度。
29、在优选实施例中,装饰性顶部结构的至少一个覆盖层、优选是至少一个耐磨层包括第一纹理。第一纹理通常会使装饰性印刷层完好无损(不受影响/不变形)。可以想象,装饰性顶部结构的至少一个覆盖层、优选是至少一个耐磨层包括第二纹理。第二纹理可以使得第二纹理使装饰性印刷层变形。然而,第二纹理也可以使得第二纹理不会使装饰性印刷层变形,并且使装饰性印刷层完好无损。
30、优选地,装饰性顶部结构的至少一个第一覆盖层、更优选地是至少一个第一耐磨层包括第一纹理,并且其中装饰性顶部结构的至少一个第二覆盖层、优选地是至少一个第二耐磨层包括第二纹理。可以想象,第二纹理也至少部分地存在于第一覆盖层中。反之亦然,可以想象,第二纹理也至少部分地存在于第一覆盖层中,但由于第一纹理的不同施加方法,这通常不太可能。
31、在优选实施例中,装饰性顶部结构包括至少一个耐磨层和至少一个覆盖所述耐磨层的顶部涂层,优选是uv硬化的顶部涂层。通常,该顶部涂层限定了镶板的上表面。顶部涂层通常是通过(uv)照射至少部分硬化(固化)的漆层。在这方面,通常优选的是,在硬化(固化)顶部涂层、特别是漆层之前,首先至少部分地硬化(固化)第一纹理。漆层可以包含任何合适的已知耐磨材料,例如涂覆在其下方的层上的耐磨大分子材料,或已知的陶瓷珠涂层。如果顶部涂层是以液体形式提供的,则可以通过固化顶部涂层将其粘合到其下方的层上。顶部涂层还可以包含有机聚合物层和/或无机材料层,例如紫外线硬化或可硬化涂层或另一有机聚合物层与紫外线硬化或可硬化涂层的组合。顶部涂层可以设置有至少一种抗微生物物质,从而增加镶板本身的抗微生物性能。在根据本发明的镶板的实施例中,镶板的(第一和/或第二)纹理的至少一部分未被顶部涂层覆盖。以这种方式,可以实现进一步的压花效果(浮雕效果),和/或以这种方式可以产生有光泽和无光泽的区域,这可以进一步有助于镶板本身的期望的美学外观。在这方面,例如可以想象的是,装饰性印刷层的装饰图像是由被灌浆分开的人造砖片形成的,其中人造砖片可以被漆层覆盖以向这些砖片提供光泽效果,而灌浆基本上没有被漆层覆盖,以保持更无光泽的外观。
32、优选地,装饰层的至少一部分位于第一纹理和第二纹理的下方。可以想象的是,装饰性印刷层至少部分地由于第二纹理而变形,但也可以想象的是,装饰性印刷层并不由于第二纹理而变形,并且保持完好。在可预见装饰性印刷层由于第二纹理而变形的情况下,优选在印刷期间以略微修改的格式印刷图像,以补偿在施加第二纹理期间的后续变形。然而,也可以想象,从美学的角度来看,优选有目的地产生变形的装饰性印刷层,例如通过将所述装饰性印刷层印刷到纹理化表面上和/或通过在施加后使装饰性印刷层变形。这可以改善视觉深度效果。
33、可以想象的是,装饰性印刷层的至少一部分位于第一纹理和第二纹理之间。在这种情况下,可以想象的是,装饰性印刷层被定位在第一纹理的上方,而第二纹理被定位在装饰性印刷层的上方。还可以想象的是,装饰性印刷层被定位在第二纹理的上方,而第一纹理被定位在装饰性印刷层的上方。
34、可以想象的是,至少一个第一纹理被定位在至少一个第二纹理的下方,和/或至少一个第一纹理被定位在至少一个第二纹理的上方。可以想象的是,至少一个第二纹理施加在装饰性顶部结构的下方。可以想象的是,至少一个第二纹理施加在芯层中。关于这方面可以想到各种配置。
35、优选地,镶板包括顶表面,其中第一纹理和/或第二纹理至少部分地限定所述顶表面的浮雕(纹理)。这里可以想象的是,镶板内存在的至少一个纹理基本上不再存在于或几乎不存在于顶表面,这通常是因为所施加的纹理被至少一个超定位层消除。后者可能有利于产生可见的纹理化装饰性印刷层,例如产生改善的深度效果,其中在镶板本身的顶表面处不再需要所述纹理,或者至少不需要完全的初始粗糙度。
36、在优选实施例中,根据本发明的镶板的顶表面具有大于15μm、优选地大于17μm、最优选地大于20μm的平均粗糙度(ra)。平均粗糙度ra,也称为表面粗糙度,优选小于500μm,更优选地小于400μm,最优选地小于350μm,特别是小于300μm。最大粗糙度(rm)显然可以大于上述值,并可能超过500μm,这在特定设计中是理想的,例如在具有一个或多个人造(木制)节孔的设计中。平均粗糙度(ra)是粗糙度曲线坐标(相对于粗糙度平均线的竖直坐标)的绝对值的算术平均值,也称为算术平均(aa)、中心线平均(cla)。平均粗糙度是粗糙度曲线(其限定纹理)与其平均线之间的面积,或是粗糙度曲线高度绝对值在评估长度上的积分。
37、可以想象并且可能优选的是,装饰性顶部结构的至少一个可见镶板层、例如顶部涂层或任何其他层在平行于由镶板限定的平面延伸的至少一个方向上具有变化的光泽度。通过这种方式,可以创建有光泽和无光泽的区域,这从美学的角度来看是有益的。这种变化的光泽度可以至少部分地与装饰性印刷层的装饰图像相一致和/或根据装饰图像而调整。优选地,在生产过程中,用通常具有小于200μm的波长的短波uv光和/或电子束照射初始可硬化的顶部涂层,以硬化(固化或聚合)顶部涂层,使得发生微褶皱,这导致极其无光泽的光学结构。优选地,至少一个uv照射步骤在惰性条件下进行。后者优选通过施加由以下气体中的一种或多种组成的气氛来实现:氦气、氖气、氙气、氪气、氮气和/或二氧化碳。根据待固化物质的组成,物质的uv固化可能会导致氧气抑制。氧气抑制作用通常发生在自由基uv体系中。氧气抑制意味着,在氧气(一种非常活性的气体)与从丙烯酸酯双键体系形成的自由基之间的反应停止涂层或印刷油墨表面的聚合过程之后,氧气还与这些自由基非常迅速地反应。因此,涂层或印刷油墨将在表面保持发黏,而较深的层已经适当固化。耐刮擦性和耐化学性等特性将因这种不期望的影响而显著降低,这可以通过施加所述惰性气氛来防止。
38、微褶皱的高度通常为100nm的量级。更优选地,顶部涂层是另外深度结构化的,形成结构化凹陷以向顶部涂层提供额外纹理,该额外纹理可以是第二纹理。可以想象,顶部涂层具有或设置有至少一个有光泽的漆层。
39、可以想象的是,镶板包括多个装饰性印刷层。可以想象并且通常优选的是,至少一个装饰性印刷层是连续(不间断)层。还可以优选的是,至少一个装饰性印刷层是仅覆盖位于下面的层的一部分的不连续(间断)层。
40、通常,至少一个背衬层固定到芯层的下侧。背衬层材料的非限制性示例可以是聚乙烯、软木、聚氨酯和乙烯-醋酸乙烯酯。聚乙烯背衬层的厚度例如通常为2mm或更小。背衬层通常为每个砖片本身提供额外的坚固性和抗冲击性,这增加了砖片的耐久性。此外,(柔性)背衬层可以增加砖片的声学(声音阻尼)特性。
41、在优选实施例中,第一镶板边缘包括第一联接轮廓,而优选地与第一镶板边缘相对的第二镶板边缘则包括第二联接轮廓,第二联接轮廓设计成在水平方向和竖直方向上都与相邻镶板的所述第一联接轮廓互锁地接合,其中所述第一联接轮廓和所述第二联接轮廓优选地构造成使得这样的镶板中的两个能够通过降低运动(向下折叠运动)彼此联接。在镶板为矩形的情况下,第一镶板边缘和第二镶板边缘通常位于镶板的相对的短边缘处。镶板优选地还包括分别位于第三镶板边缘和第四镶板边缘处的至少一个第三联接轮廓和至少一个第四联接轮廓,其中第三联接轮廓包括:在与芯层的上侧基本平行的方向上延伸的侧向榫舌;位于与所述侧向榫舌相距一定距离处的至少一个第二向下侧翼;以及形成在所述侧向榫舌和所述第二向下侧翼之间的第二向下凹槽;其中第四联接轮廓包括:第三凹槽,所述第三凹槽构造成用于容纳相邻镶板的第三联接轮廓的侧向榫舌的至少一部分,其中所述第三凹槽由上唇和下唇限定,其中所述下唇设置有向上锁定元件,其中,所述第三联接轮廓和所述第四联接轮廓构造成使得这样的镶板中的两个能够通过转动运动(向下倾斜运动)彼此联接,其中在联接状态下,第一镶板的侧向榫舌的至少一部分插入相邻的第二镶板的第三凹槽中,并且其中,所述第二镶板的向上锁定元件的至少一部分插入所述第一镶板的第二向下凹槽中。
42、芯层可以是柔性的、半刚性的或基本刚性的。芯层可以是实心的或者至少部分地发泡的。芯层可以包含至少一种选自下组的聚合物:乙烯-醋酸乙烯酯(eva)、聚氨酯(pu)、聚乙烯(pe)、聚丙烯(pp)、聚苯乙烯(ps)、聚氯乙烯(pvc)、聚对苯二甲酸乙二醇酯(pet)、聚异氰脲酸酯(pir)或它们的混合物。芯层可以包含至少一种木基材料。芯层可以包含至少一种聚合物材料和至少一种非聚合物材料的至少一种复合材料。所述至少一种非聚合物材料优选选自滑石、白垩、木材、碳酸钙和矿物填料。芯层可以包含氧化镁和/或氢氧化镁和/或碳化硅(其嵌入在树脂基质中)。芯层的上侧优选地是基本平坦的。至少一个芯层可以至少部分地由回收材料组成,优选地是相同聚合物(类型)的原始材料和回收材料的混合物。
43、芯层可以包括多个芯层,例如两个或更多个共挤出的芯层(子层),这些芯层随后可以在压延设备中和/或以替代方式层压。优选地,至少一个芯层并且更优选地是每个芯层都包含热塑性聚合物。然而,也可以想象,至少一个芯层不含热塑性聚合物。这例如使得芯层能够设有至少两个具有不同成分的区域(子层)。这样的区域可以例如通过共挤出来获得。不同区域中的不同成分可以导致相互不同的特征,例如,在弹性、颜色、粘附性、表面光滑度、可加工性等方面。例如,不同区域中的不同成分可以基于聚合物材料(特别是热塑性材料,如pvc和/或tpu和/或pet和/或pp)与非聚合物材料(特别是填料,更特别地是矿物填料,如白垩)之间的不同比例。例如,为此可以想象的是,至少一个芯层是相对硬的或刚性的,而在正常使用期间优选地定位在提到的第一芯层下方的另一芯层是相对柔性的或柔软的。优选地,至少一个第一芯层具有比至少一个第二芯层更软的成分和/或更低的维卡软化点。这使得在第一芯层(处于粘性状态)中能够相对容易地提供压痕,例如凹槽、槽或替代的空腔,而(较硬的)第二芯层可用于为芯层本身提供更大的硬度和/或刚度。通常,维卡软化点(维卡软化温度)是根据d 1525和/或iso 306标准测量的。可以想象的是,至少两个芯层设有至少一个压制图案。可以想象并且通常优选的是,至少一个芯层的设有至少一个压制图案的一侧背向相邻的芯层。可替代地或附加地,也可以使至少一个芯层的设有至少一个压制图案的一侧面向相邻的芯层。后一个实施例将通过相面对的所述芯层包围压制图案。这通常会导致结合在芯层本身内的(气)穴。不同芯层的压制图案可以是相同的或者可以是不同的。这些压制图案中的至少一个可以被填充,例如被诸如毡、亚麻纤维、羊毛、发泡材料之类的消声材料填充。可以想象的是,至少一个芯层没有任何压制图案。至少一个芯层可以是加强层,例如玻璃纤维层和/或基于石墨烯(或其衍生物)的层。可以想象的是,至少一个芯层至少部分地、优选基本完全地由至少一种弹性材料和/或柔软材料和/或可压缩材料组成。这种芯层通常提高了镶板本身的用户舒适性,并提高了镶板的声学特性。优选地,这种(舒适)层包含选自下组的材料:天然橡胶、合成橡胶、替代性弹性体、聚烯烃、发泡聚合物和至少一种天然材料,其中所述天然材料优选是选自下组的天然材料:软木、竹子、大麻、亚麻、亚麻纤维、黄麻、剑麻、椰子纤维、香蕉纤维、棉花、毡和/或皮革。发泡聚合物可以构成闭孔泡沫或开孔泡沫。优选地,所述发泡聚合物是(弹性)可压缩的发泡聚合物,例如pvc泡沫、pu泡沫(优选是热塑性pu(tpu)泡沫)、eva泡沫、交联聚乙烯泡沫(xpe)、辐照交联聚乙烯泡沫(ixpe)和膨胀聚乙烯泡沫(epe)。xpe泡沫和ixpe都是闭孔pe泡沫,通常具有均匀精细的内孔,均匀精细,其中吸水率极低,而隔音、隔热、减震性能和机械性能相对较好。可以想象的是,该(舒适)芯层由多个层组成,例如至少一个(含)聚合物层与至少一个由天然材料组成的层的层压体,和/或多个(含)聚合物层的层压体。这种层压芯层的非限制性示例是:(i)与pe膜层压的eva(乙烯-醋酸乙烯酯)层,其中eva层的优选厚度在0.5mm至1.8mm之间,pe膜的优选厚度在0.5mm至1.8mm之间;以及(ii)与pe膜层压的膨胀聚乙烯层(epe层),其中epe层的优选厚度在0.5mm至2.5mm之间,pe膜的优选厚度在25μm至1.5mm之间。该舒适芯层和/或任何其他芯层可以通过向芯层中添加至少一种颜料而被赋予期望的颜色。优选地,至少一个芯层的至少一种颜色选自下组:白色、黄色、蓝色、红色、绿色、棕色、天蓝色、象牙色、蓝绿色、银色、紫色、海军蓝、豌豆绿、橙色、紫褐色、海蓝色、珊瑚色、粉玫色、小麦色、绿黄色、深红色、卡其色、粉色、品红色、金色(golden)、紫红色、黄褐色、青色或其多种颜色。这种颜色通常从镶板的侧视图中可见。该颜色优选地提供(舒适)芯层的至少一个层相关特性的指示,所述特性例如是层厚度、密度、材料组成的至少一部分、可回收性、可堆肥性、耐温性、防潮性、抗菌性能、可压缩性、溶胀率、抗压强度和/或声学阻尼(吸声)性能。(舒适)芯层可以设有压制图案,例如华夫图案和/或矩阵图案,但也可以想象替代图案。这可以改善镶板的舒适性和镶板的声学特性,并且将导致(舒适)芯层与相邻层之间的接触表面积增加,这通常将加强所述层的结合。可选地,在芯层的后侧可以施加至少一个背衬层,该背衬层通常(进一步)改善了镶板的舒适性和声学性能。用于背衬层的优选材料是天然橡胶、合成橡胶、替代弹性体、聚烯烃、发泡聚合物如epe、xpe和ixpe,以及至少一种天然材料,其中所述天然材料优选是选自下组的天然材料:软木、竹子、大麻、亚麻、亚麻纤维、黄麻、剑麻、椰子纤维、香蕉纤维、棉花、毡和/或皮革。一个或多个所述背衬层可以是封闭的并且可以用作声音阻尼膜。在应用更多背衬层的情况下,这些背衬层优选彼此叠置地层压。优选地,弹性和/或可压缩和/或柔软的芯层作为中间芯层位于两个更刚性的芯层和/或更硬的芯层(通常具有更高的肖氏(a)硬度)之间,这导致(aba)夹层结构。这些层可以彼此胶合,但优选地彼此熔合(热焊接)。这种夹层结构通常导致芯层本身以及镶板本身的人体工程学和声音阻尼特性的改善。这种夹层图案通常还允许上芯层和下芯层由于位于这些芯层之间的柔性(弹性)中间芯层而相对于彼此移动,特别是偏移。上芯层和下芯层之间的这种移动自由度通常被限制在几纳米至1毫米,但这允许芯层并因此允许镶板在正常使用期间和/或在由于使用期间的温度差而可能发生的膨胀或收缩期间补偿外力。这样的补偿将有利于镶板的用户舒适性和/或寿命。
44、优选地,装饰性顶部结构是未发泡的(非发泡的)。这通常将提高覆盖层的透明度,并因此将提高装饰性顶部结构的印刷装饰层的可视性。因此,这将提高镶板本身的美观性。如上所述,优选地,装饰性顶部结构包括覆盖印刷装饰层的多个覆盖层。更优选地,印刷层被彼此叠置的至少一个基底覆盖层、至少一个纹理化覆盖层和至少一个顶部涂层覆盖。至少一个覆盖层通常用作耐磨层。优选地,至少一个底漆层位于装饰性印刷层和基底覆盖层之间。这将提高装饰性印刷层与基底覆盖层之间的粘附性。优选地,至少一个底漆层位于芯层和装饰性顶部结构之间。优选地,在所述底漆层的上方以及在所述底漆层和装饰性顶部结构之间施加底涂层,更优选的是白色底涂层。这将改善装饰性印刷层的颜色和外观。
45、优选地,芯层下侧的至少一部分设有至少一个压制和/或挖凿图案,所述压制和/或挖凿图案优选地包括一个或多个压制和/或挖凿的芯槽。优选地,压制图案和/或压制芯槽:(i)通过挤出成型实现;和/或(ii)通过压延(包括轧制、冲压或挤压)实现和/或保持;和/或(iii)通过去除芯层材料实现,优选通过蚀刻和/或通过铣削或刮擦实现。在挖凿图案的情况下,该图案优选地通过(位置选择性地)从芯层铣削掉材料来实现。这将导致相对低密度的镶板,并因此导致轻质镶板,这从经济、环境和物流的角度来看是有益的。
46、在芯槽和/或替代图案的压制过程中,芯层通常只是从挤出机中排出,因此仍然处于软化和/或熔融状态,这应当被理解为粘状或糊状。也可以想象在不使用挤出机或不使用挤出的情况下使芯层材料处于软化状态。在芯层的生产过程中,包含芯层材料的热塑性材料的热块被引导通过具有多个通常被加热的、相面对但隔开的压延辊的压延设备,以形成(连续片材)。由于芯层材料软化,甚至熔融,因此芯层可以相对容易地变形,而不会有损坏芯层的风险,例如芯层断裂或破裂。此外,在芯层仍处于软化状态时将凹槽压入芯层中可防止用于压制芯层的工具过度磨损。如上所述,在这种情况下,合适的工具是成型压延辊,其表面与将在芯层的上侧和/或下侧上形成的成型芯层表面(图案化的芯层表面)互补(即负图案化)。在软化状态下,芯层的温度通常高于室温。由于热塑性材料例如聚氯乙烯(pvc)或热塑性聚氨酯(tpu)通常作为芯层的组成部分存在,因此在芯层的压制过程中,优选地在压延过程中,软化的芯层的温度优选接近或高于热塑性材料的熔融温度。优选地,在压延过程中,装饰性结构的至少一部分,或者甚至是整个装饰性结构也与芯层层压并固定到芯层上,这通常在芯层已经设置有压制的芯槽和/或替代图案之后进行,目的是防止损坏装饰性结构。
47、芯槽可以是细长的,但也可以由替代形状的空腔或凹部形成。在应用细长芯槽的情况下,这些芯槽可以是线性的、非线性的、曲线的和/或有角度的。作为压制芯槽的替代或补充,可以想象为芯层的上侧和/或芯层的下侧提供至少一个替代的压制图案。这种替代的压制图案是三维(3d)图案,通常包括压制部分和未改变(未压制)部分。压制部分可以由强压制部分和弱压制部分组成。例如,这可能导致尖峰图案、金字塔图案、蜂窝图案、条纹图案、钻石形图案、肋状图案、基于截头圆锥形的图案、点状图案、随机图案、非随机图案。压制图案的每个空腔(凹槽)都可以具有弯曲的、特别是圆形或椭圆形横截面,或者多边形横截面,例如三角形、正方形、五边形、六边形、菱形、四边形和/或八边形横截面。优选地,芯层或至少一个芯层的至少多个空腔(凹槽)具有简单的多边形横截面,特别是凸多边形横截面。空腔或凹槽本身可以是棱柱形的,例如圆柱形、四面体棱柱形、三角棱柱形、立方体形、六角棱柱形,或者可以具有更复杂的形状,例如部分棱柱形和部分多面体形,例如金字塔形,特别是三角形、正方形、五边形、六边形或八边形金字塔形。优选地,空腔(或凹槽)符合威尔勒-菲兰(weaire-phelan)结构。这种几何结构是一种三维结构,表示具有两种不同形状的等尺寸空腔的理想化泡沫。该结构可以是具有空腔的单层结构(2d结构)或具有空腔的多层结构(3d结构)。其他形状的空腔或凹槽也是可以想象的。空腔或凹槽能够以相同的定向布置和/或可以具有相同的尺寸。然而,也可以想象的是,多个空腔(或凹槽)具有相互不同的尺寸和/或形状和/或定向。例如,可以想象的是,压制图案由多个子图案组成,其中子图案可以具有相同的空腔(或凹槽)布局,但是其中至少两个子图案相对于镶板具有不同的(例如倾斜的)定向。子图案(如果应用了的话)还可以布置为使得芯层的中心部分设置有最深的空腔(或凹槽),而芯层的至少一个外围部分(即芯层的至少一个边缘部分)设置有不太深的图案。这允许联接轮廓位于边缘处,而不会(严重)削弱这些联接轮廓,同时在边缘处仍然具有某种图案和/或纹理,以抑制声波和/或在镶板的后侧为镶板提供改进的防滑性能。
48、本发明还涉及一种镶板覆盖物,特别是地板覆盖物、天花板覆盖物或墙壁覆盖物,该镶板覆盖物由多个优选相互联接的根据本发明的镶板组成。这里,可以想象的是,至少两个镶板具有独特的装饰图像,其中每个装饰图像表示部分图像,并且其中所述装饰图像的组合一起形成单个图像(图片或照片)。优选的是,根据本发明的镶板覆盖物由至少两种不同类型的镶板组成。在这方面,优选的是,镶板覆盖物(还)包括多个其他装饰性镶板,所述其他装饰性镶板包括:设有上侧和下侧的芯层;直接或间接地固定在芯层的所述上侧上的装饰性顶部结构,所述装饰性顶部结构包括:形成至少一个装饰图像的至少一个数字打印的装饰性印刷层,以及覆盖所述装饰性印刷层的至少一个基本透明或半透明的覆盖层,其中所述装饰性顶部结构的至少一个层包括数字创建的第一纹理,或者其中所述芯层的上侧和/或所述装饰性顶部结构的至少一个层包括机械创建的第二纹理。优选地,镶板覆盖物的每个镶板(类型)在第一镶板边缘处包括第一联接轮廓,并且在优选地与第一镶板边缘相对的第二镶板边缘处包括第二联接轮廓,其中所述第二联接轮廓设计成在水平方向和竖直方向上都与相邻镶板的所述第一联接轮廓互锁地接合,其中所述第一联接轮廓和所述第二联接轮廓优选地构造成使得这样的镶板中的两个能够通过降低运动彼此联接,并且其中每个镶板在第三镶板边缘处包括第三联接轮廓,并且在优选地与所述第三镶板边缘相对的第四镶板边缘处包括第四联接轮廓,其中所述第四联接轮廓设计成在水平方向和竖直方向上都与相邻镶板的所述第三联接轮廓互锁地接合。
49、将在下面给出的一组非限制性条款中阐述本发明的优选实施例。
50、条款
51、1.一种装饰性镶板,特别是地板镶板、天花板镶板或墙壁镶板,所述装饰性镶板包括:
52、设有上侧和下侧的芯层;
53、直接或间接地固定在所述芯层的所述上侧上的装饰性顶部结构,其中所述装饰性顶部结构包括:
54、至少一个数字打印的装饰性印刷层,所述装饰性印刷层形成至少一个装饰图像;以及
55、覆盖所述装饰性印刷层的至少一个基本透明或半透明的覆盖层;
56、其中所述装饰性顶部结构的至少一个层包括数字创建的第一纹理,并且其中,所述芯层的上侧和/或所述装饰性顶部结构的至少一个层包括机械创建的第二纹理。
57、2.根据条款1所述的镶板,其中,所述第一纹理至少部分地由至少一个至少部分固化的基底层限定,所述基底层设置有多个凹陷。
58、3.根据前述条款中的一项所述的镶板,其中,所述基底层的一部分设置有所述多个凹陷,并且其中所述基底层的另一部分没有凹陷。
59、4.根据前述条款中的一项所述的镶板,其中,所述基底层的所述多个凹陷形成不连续的凹陷图案。
60、5.根据前述条款中的一项所述的镶板,其中,所述基底层是印刷基底层。
61、6.根据前述条款中的一项所述的镶板,其中,在所述基底层中设置的所述凹陷的深度在2μm至100μm之间,优选地在3μm至50μm之间。
62、7.根据前述条款中的一项所述的镶板,其中,所述基底层的所述凹陷的至少一部分与由所述装饰性印刷层形成的至少一个装饰图像的至少一部分配准地对齐,特别是与由所述装饰性印刷层形成的至少一个装饰图像所限定的至少一个图案配准地对齐。
63、8.根据前述条款中的一项所述的镶板,其中,在所述基底层中设置的所述凹陷是通过从初始的基底层中去除材料而形成的。
64、9.根据条款8所述的镶板,其中,在所述基底层中设置的所述凹陷是通过将反应液滴数字打印到所述基底层上、优选地数字打印到初始液态的所述基底层上而产生的。
65、10.根据条款8或9所述的镶板,其中,在所述基底层中设置的所述凹陷是通过将压花液体数字打印到初始液态的基底层上并且在至少部分地固化所述基底层之后去除所述压花液体而产生的。
66、11.根据前述条款中的一项所述的镶板,其中,所述第一纹理至少部分地由至少一个至少部分固化的隆起图案层限定,所述隆起图案层由多个印刷的隆起形成。
67、12.根据条款2至10中的一项和条款11所述的镶板,其中,所述隆起图案层印刷在所述基底层的上方。
68、13.根据条款12所述的镶板,其中,所述基底层的上侧限定压花基底水平,并且其中,所述凹陷和至少一部分所述隆起位于所述压花基底水平的相对侧。
69、14.根据条款12或13所述的镶板,其中,所述基底层的上侧限定基底水平,并且其中,所述凹陷和至少一部分所述隆起位于所述基底水平的同一侧。
70、15.根据条款2至10中的一项和条款11至14中的一项所述的镶板,其中,至少一部分所述隆起印刷在所述基底层的没有凹陷的部分上。
71、16.根据条款11至15中的一项所述的镶板,其中,所述隆起图案层的隆起的高度在2μm至500μm之间,优选地在3μm至300μm之间。
72、17.根据前述条款中的一项所述的镶板,其中,所述隆起图案层的隆起的至少一部分与由所述装饰性印刷层形成的至少一个装饰图像的至少一部分配准地对齐,特别是与由所述装饰性印刷层形成的至少一个装饰图像所限定的至少一个图案配准地对齐。
73、18.根据前述条款中的一项所述的镶板,其中,所述压痕是通过诸如压板和/或压花辊之类的压模获得的。
74、19.根据前述条款中的一项所述的镶板,其中,所述第二纹理的所述压痕的至少一部分与由所述装饰性印刷层形成的至少一个装饰图像的至少一部分配准地对齐,特别是与由所述装饰性印刷层形成的至少一个装饰图像所限定的至少一个图案配准地对齐。
75、20.根据前述条款中的一项所述的镶板,其中,至少一个压痕具有至少0.4μm的深度。
76、21.根据前述条款中的一项所述的镶板,其中,至少一个压痕的深度超过所述装饰性顶部结构的标称厚度。
77、22.根据前述条款中的一项所述的镶板,其中,相对于所述镶板的顶表面,所述第二纹理的最大深度超过所述第一纹理的最大深度。
78、23.根据前述条款中的一项所述的镶板,其中,所述装饰性顶部结构的至少一个覆盖层并且优选地是至少一个耐磨层包括所述第一纹理。
79、24.根据前述条款中的一项所述的镶板,其中,所述装饰性顶部结构的至少一个覆盖层并且优选地是至少一个耐磨层包括所述第二纹理。
80、25.根据前述条款中的一项所述的镶板,其中,所述装饰性顶部结构的至少一个第一覆盖层并且优选地是至少一个第一耐磨层包括所述第一纹理,并且其中,所述装饰性顶部结构的至少一个第二覆盖层并且优选地是至少一个第二耐磨层包括所述第二纹理。
81、26.根据前述条款中的一项所述的镶板,其中,所述装饰性顶部结构包括至少一个耐磨层和至少一个覆盖所述耐磨层的顶部涂层,所述顶部涂层优选是uv硬化的顶部涂层。
82、27.根据前述条款中的一项所述的镶板,其中,所述装饰层的至少一部分位于所述第一纹理和所述第二纹理的下方。
83、28.根据前述条款中的一项所述的镶板,其中,所述装饰层的至少一部分位于所述第一纹理和所述第二纹理之间。
84、29.根据前述条款中的一项所述的镶板,其中,所述装饰层的至少一部分由于所述第二纹理而变形。
85、30.根据前述条款中的一项所述的镶板,其中,至少一个第一纹理位于至少一个第二纹理下方。
86、31.根据前述条款中的一项所述的镶板,其中,至少一个第一纹理位于至少一个第二纹理上方。
87、32.根据前述条款中的一项所述的镶板,其中,所述镶板包括顶表面,并且所述第一纹理和所述第二纹理限定所述顶表面的浮雕。
88、33.根据前述条款中的一项所述的镶板,其中,所述芯层的下侧固定有背衬层。
89、34.根据前述条款中的一项所述的镶板,其中,第一镶板边缘包括第一联接轮廓,而优选地与所述第一镶板边缘相对的第二镶板边缘则包括第二联接轮廓,所述第二联接轮廓设计成在水平方向和竖直方向上都与相邻镶板的所述第一联接轮廓互锁地接合,其中所述第一联接轮廓和所述第二联接轮廓优选地构造成使得这样的镶板中的两个能够通过降低运动彼此联接。
90、35.根据前述条款中的一项所述的镶板,其中,所述镶板包括分别位于第三镶板边缘和第四镶板边缘处的至少一个第三联接轮廓和至少一个第四联接轮廓,其中所述第三联接轮廓包括:
91、在与所述芯层的上侧基本平行的方向上延伸的侧向榫舌;
92、位于与所述侧向榫舌相距一定距离处的至少一个第二向下侧翼;以及
93、形成在所述侧向榫舌和所述第二向下侧翼之间的第二向下凹槽;
94、其中所述第四联接轮廓包括:
95、第三凹槽,所述第三凹槽构造成用于容纳相邻镶板的所述第三联接轮廓的侧向榫舌的至少一部分,其中所述第三凹槽由上唇和下唇限定,并且所述下唇设置有向上锁定元件;
96、其中,所述第三联接轮廓和所述第四联接轮廓构造成使得这样的镶板中的两个能够通过转动运动彼此联接,其中在联接状态下,第一镶板的侧向榫舌的至少一部分插入相邻的第二镶板的第三凹槽中,并且其中,所述第二镶板的向上锁定元件的至少一部分插入所述第一镶板的第二向下凹槽中。
97、36.根据前述条款中的一项所述的镶板,其中,所述芯层是基本刚性的。
98、37.根据前述条款中的一项所述的镶板,其中,所述芯层至少部分地发泡。
99、38.根据前述条款中的一项所述的镶板,其中,所述芯层包含至少一种选自下组的聚合物:乙烯-醋酸乙烯酯(eva)、聚氨酯(pu)、聚乙烯(pe)、聚丙烯(pp)、聚苯乙烯(ps)、聚氯乙烯(pvc)、聚对苯二甲酸乙二醇酯(pet)、聚异氰脲酸酯(pir)或它们的混合物。
100、39.根据前述条款中的一项所述的镶板,其中,所述芯层包含至少一种木基材料。
101、40.根据前述条款中的一项所述的镶板,其中,所述芯层包含至少一种聚合物材料与至少一种非聚合物材料的至少一种复合材料。
102、41.根据条款40所述的镶板,其中,至少一种非聚合物材料选自下组:滑石、白垩、木材、碳酸钙和矿物填料。
103、42.根据前述条款中的一项所述的镶板,其中,所述装饰性顶部结构包括覆盖所述装饰性印刷层的多个基本透明或半透明的覆盖层,所述覆盖层包括至少一个数字打印的基底覆盖层和覆盖所述基底覆盖层的至少一个数字打印的纹理化覆盖层,其中所述纹理化覆盖层包括至少一个数字创建的第一纹理,其中所述芯层的上侧和/或所述装饰性顶部结构的至少一个层包括至少一个机械创建的第二纹理,其中优选地,至少一个第二纹理位于至少一个镶板边缘处,并且优选地形成至少一个斜面和/或至少一个灌浆。
104、43.根据前述条款中的一项所述的镶板,其中,至少一个第二纹理是压制的第二纹理,其中所述压制的第二纹理优选地位于至少一个镶板边缘处。
105、44.根据前述条款中的一项所述的镶板,其中,至少一个第二纹理限定所述纹理化覆盖层的变薄部分,所述变薄部分优选地通过所述覆盖层的材料去除来实现。
106、45.根据前述条款中的一项所述的镶板,其中,所述至少一个灌浆由沿着至少一个边缘的长度延伸的至少一个暴露部分形成,其中所述至少一个暴露部分在所述镶板的顶表面下方向外延伸并远离所述镶板的顶表面,并且至少部分地由所述装饰性顶部结构限定,优选地部分地由所述纹理化覆盖层的侧壁限定。
107、46.根据前述条款中的一项所述的镶板,其中,至少一个灌浆和/或至少一个斜面包括纹理化的上表面。
108、47.根据前述条款中的一项所述的镶板,其中,在至少一个第二纹理处和/或至少一个第二纹理下方的所述芯层的一部分和/或所述装饰性顶部结构的一部分分别比所述芯层的相邻部分和/或所述装饰性顶部结构的相邻部分的密度更高。
109、48.根据前述条款中的一项所述的镶板,其中,所述基底覆盖层是无光泽的覆盖层。
110、49.根据前述条款中的一项所述的镶板,其中,所述纹理化覆盖层是有光泽的覆盖层。
111、50.根据前述条款中的一项所述的镶板,其中,所述基底覆盖层具有比所述纹理化覆盖层更低的光泽水平。
112、51.根据前述条款中的一项所述的镶板,其中,所述至少一个斜面和/或至少一个灌浆优选地被不透明涂层和/或彩色涂层涂覆。
113、52.根据前述条款中的一项所述的镶板,其中,所述基底覆盖层没有任何第一纹理。
114、53.根据前述条款中的一项所述的镶板,其中,至少一个底漆层位于所述芯层和所述装饰性顶部结构之间。
115、54.根据前述条款中的一项所述的镶板,其中,至少一个底漆层位于所述装饰性印刷层和所述基底覆盖层之间。
116、55.根据前述条款中的一项所述的镶板,其中,所述装饰性顶部结构是未发泡的顶部结构。
117、56.根据前述条款中的一项所述的镶板,其中,所述装饰性印刷层是平坦层,没有任何第一纹理和第二纹理。
118、57.根据前述条款中的一项所述的镶板,其中,至少一个第一纹理是数字打印的负图案化的第一纹理,优选地通过在仍然没有纹理化的纹理化覆盖层上打印多个液滴来实现,使得所述纹理化覆盖层的厚度根据所述液滴被打印到其上的位置而变化,以在所述纹理化覆盖层中形成凹陷。
119、58.根据前述条款中的一项所述的镶板,其中,至少一个第二纹理施加在所述装饰性顶部结构的下方。
120、59.根据前述条款中的一项所述的镶板,其中,从所述镶板的俯视图看,至少一个第一纹理和至少一个第二纹理是重叠的。
121、60.根据前述条款中的一项所述的镶板,其中,所述镶板的后侧并且优选地是所述芯层的后侧设有空腔的压制图案。
122、61.根据前述条款中的一项所述的镶板,其中,所述芯层的后侧附接到至少一个背衬层。
123、62.根据前述条款中的一项所述的镶板,其中,所述芯层包含氧化镁和/或氢氧化镁。
124、63.一种装饰性镶板覆盖物,特别是地板覆盖物、天花板覆盖物或墙壁覆盖物,所述装饰性镶板覆盖物包括多个装饰性镶板,优选地是相互联接的根据前述条款中任一项所述的装饰性镶板。
125、64.根据条款63所述的镶板覆盖物,其中,所述镶板覆盖物还包括多个其他装饰性镶板,所述其他装饰性镶板包括:
126、设有上侧和下侧的芯层;
127、直接或间接地固定在所述芯层的所述上侧上的装饰性顶部结构,所述装饰性顶部结构包括:
128、形成至少一个装饰图像的至少一个数字打印的装饰性印刷层;以及
129、覆盖所述装饰性印刷层的至少一个基本透明或半透明的覆盖层;
130、其中所述装饰性顶部结构的至少一个层包括数字创建的第一纹理,或者其中所述芯层的上侧和/或所述装饰性顶部结构的至少一个层包括机械创建的第二纹理。
131、65.根据条款63或64所述的镶板覆盖物,其中,每个镶板在第一镶板边缘处包括第一联接轮廓,并且在优选地与所述第一镶板边缘相对的第二镶板边缘处包括第二联接轮廓,其中所述第二联接轮廓设计成在水平方向和竖直方向上都与相邻镶板的所述第一联接轮廓互锁地接合,其中所述第一联接轮廓和所述第二联接轮廓优选地构造成使得这样的镶板中的两个能够通过降低运动彼此联接,并且其中每个镶板在第三镶板边缘处包括第三联接轮廓,并且在优选地与所述第三镶板边缘相对的第四镶板边缘处包括第四联接轮廓,其中所述第四联接轮廓设计成在水平方向和竖直方向上都与相邻镶板的所述第三联接轮廓互锁地接合。
本文地址:https://www.jishuxx.com/zhuanli/20240618/30863.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表