全印刷聚氨酯静音球的印刷方法及全印刷聚氨酯静音球与流程
- 国知局
- 2024-06-21 13:19:42
本发明涉及静音球印刷,特别涉及一种全印刷聚氨酯静音球的印刷方法及全印刷聚氨酯静音球。
背景技术:
1、静音球是一种聚氨酯软发泡工艺制作的软质开孔发泡实心球,具有很好的弹性,使用者可以当成篮球拍打,因为球表面有很多孔洞,所以在拍打时声音很小,又称为静音球。
2、现有的静音球在表面印刷各种图文时,会在球体表面形成一个具有图文的薄膜,薄膜会将静音球表面的孔洞覆盖,在拍打时就会出现很大的声音,失去了静音的效果。
3、故需要提供一种全印刷聚氨酯静音球的印刷方法及全印刷聚氨酯静音球来解决上述技术问题。
技术实现思路
1、本发明提供一种全印刷聚氨酯静音球的印刷方法及全印刷聚氨酯静音球,以解决现有技术中的静音球存在表面图文薄膜会将静音球表面的孔洞覆盖,静音球失去了静音的效果的问题。
2、为解决上述技术问题,本发明的技术方案为:一种全印刷聚氨酯静音球的印刷方法,其特征在于,包括:
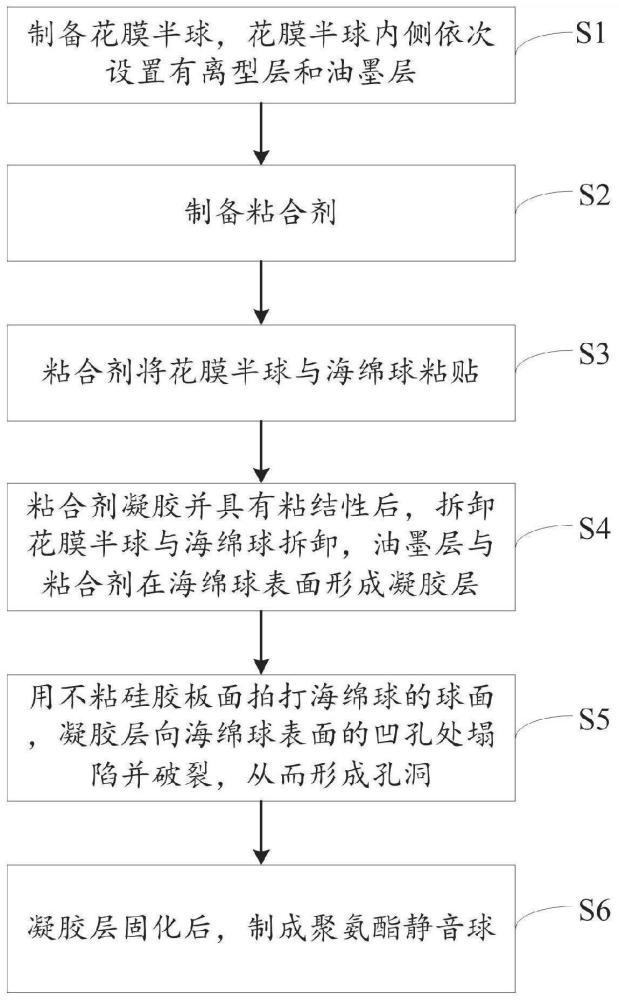
3、s1:制备花膜半球,所述花膜半球内侧设置有离型层,所述离型层远离所述花膜半球一侧设置有油墨层,所述花膜半球设置有两个;
4、s2:制备粘合剂,所述粘合剂为pu双组份粘胶剂,其包括含nco异氰酸酯的a胶以及含羟基的b胶;
5、s3:通过所述粘合剂将所述花膜半球与聚氨酯静音球粘贴,所述聚氨酯静音球表面设置有凹孔,其具体步骤包括:
6、s31:将所述粘合剂均匀涂抹在所述花膜半球内;
7、s32:将聚氨酯静音球放置在花膜半球内,且两个所述花膜半球相互拼接,从而包覆所述聚氨酯静音球;
8、s4:粘合剂凝胶并具有粘结性后,将两个所述花膜半球与聚氨酯静音球拆卸,所述油墨层通过粘合剂黏附在所述聚氨酯静音球的表面,所述油墨层与所述粘合剂形成凝胶层;
9、s5:用不粘硅胶板面拍打所述聚氨酯静音球的球面,以使得所述凝胶层向所述聚氨酯静音球表面的凹孔处塌陷,所述凝胶层对应凹孔处破裂,从而形成孔洞;
10、s6:所述凝胶层固化后,制成全印刷聚氨酯静音球。
11、本发明中,所述s1包括:
12、s11:准备片材;
13、s12:在所述片材一侧印刷离型层;
14、s13:在所述离型层一侧印刷图文,形成油墨层;
15、s14:将所述片材吸塑变形成为半球体,所述油墨层设置在半球体的内侧,从而形成花膜半球。
16、本发明中,所述s2中,所述a胶和b胶按照1:1混合。
17、本发明中,所述s5中,根据公式:变形率=变形量h/直径(h+d),h为聚氨酯静音球的形变高度,d为形变后的聚氨酯静音球高度,h+d为聚氨酯静音球形变前的球体直径;
18、其中,拍打所述聚氨酯静音球的球面的力度为变形率介于10%—20%之间。
19、本发明中,拍打停止条件为设定时间内所述聚氨酯静音球的表面的凝胶层的空洞覆盖率的变化量小于设定值。
20、本发明中,所述s6中,所述凝胶层的孔洞覆盖率介于20%—60%之间。
21、本发明中,所述s14中,吸塑后的所述半球体周侧还设置有半球帽檐;
22、所述s32中,两个所述花膜半球的半球帽檐卡紧,使得所述聚氨酯静音球的表面与两个所述花膜半球两个所述半球帽檐内表面贴合。
23、本发明中,所述s13中,所述油墨层可设置有若干组,若干组所述油墨层依次叠加在离型层上。
24、本发明还提供一种全印刷聚氨酯静音球,其通过上述的全印刷聚氨酯静音球的印刷方法制成;
25、所述全印刷聚氨酯静音球包括:
26、聚氨酯静音球,所述聚氨酯静音球表面设置有凹孔,所述凹孔用于吸音;以及
27、凝胶层,设置在所述聚氨酯静音球外表面,所述凝胶层包括油墨层与粘合剂,所述油墨层通过所述粘合剂黏附在所述聚氨酯静音球的表面;
28、其中,所述凝胶层上设置有孔洞,所述孔洞与所述凹孔连通。
29、本发明中,所述孔洞的覆盖率介于20%—60%之间。
30、本发明相较于现有技术,其有益效果为:本发明的全印刷聚氨酯静音球的印刷方法及全印刷聚氨酯静音球通过使用离型层和油墨层的花膜半球,可以保证油墨层均匀地覆盖在聚氨酯静音球表面,提高印刷质量和均匀性。pu双组份粘胶剂作为粘合剂,能够提供较好的黏结性和耐久性,使得油墨层能够牢固地附着在聚氨酯静音球表面。通过拆卸花膜半球和聚氨酯静音球,可以保证油墨层完整地黏附在聚氨酯静音球表面,形成凝胶层。通过用不粘硅胶板面拍打聚氨酯静音球,可以使凝胶层塌陷并与聚氨酯静音球表面的凹孔连通形成孔洞,进一步增加吸音效果。凝胶层固化后即可制成全印刷的全印刷聚氨酯静音球,具有较长的使用寿命和稳定的品质。
31、制成的全印刷聚氨酯静音球通过聚氨酯静音球表面的凹孔和凝胶层的孔洞的设置,可以起到吸音效果。孔洞可以保持空气流通,在保证吸音效果的基础上,还可以保证油墨层图文的清晰度,使得聚氨酯静音球的表面形成一个具有图文的薄膜,提升了本申请全印刷聚氨酯静音球的图文展示的全面性。
技术特征:1.一种全印刷聚氨酯静音球的印刷方法,其特征在于,包括:
2.根据权利要求1所述的全印刷聚氨酯静音球的印刷方法,其特征在于,所述s1包括:
3.根据权利要求1所述的全印刷聚氨酯静音球的印刷方法,其特征在于,所述s2中,所述a胶和b胶按照1:1混合。
4.根据权利要求1所述的全印刷聚氨酯静音球的印刷方法,其特征在于,所述s5中,根据公式:变形率=变形量h/直径(h+d),h为聚氨酯静音球的形变高度,d为形变后的聚氨酯静音球高度,h+d为聚氨酯静音球形变前的球体直径;
5.根据权利要求1所述的全印刷聚氨酯静音球的印刷方法,其特征在于,所述s5中,拍打停止条件为设定时间内所述聚氨酯静音球的表面的凝胶层的空洞覆盖率的变化量小于设定值。
6.根据权利要求1所述的全印刷聚氨酯静音球的印刷方法,其特征在于,所述s6中,所述凝胶层的孔洞覆盖率介于20%—60%之间。
7.根据权利要求1所述的全印刷聚氨酯静音球的印刷方法,其特征在于,所述s14中,吸塑后的所述半球体周侧还设置有半球帽檐;
8.根据权利要求1所述的全印刷聚氨酯静音球的印刷方法,其特征在于,所述s13中,所述油墨层可设置有若干组,若干组所述油墨层依次叠加在离型层上。
9.一种全印刷聚氨酯静音球,其特征在于,通过权利要求1-8中任一所述的全印刷聚氨酯静音球的印刷方法制成;
10.根据权利要求9所述的全印刷聚氨酯静音球,其特征在于,所述孔洞的覆盖率介于20%—60%之间。
技术总结本发明提供一种全印刷聚氨酯静音球的印刷方法及全印刷聚氨酯静音球,本发明的全印刷聚氨酯静音球的印刷方法包括制备花膜半球;制备粘合剂,粘合剂为pu双组份粘胶剂,其包括含NCO异氰酸酯的A胶以及含羟基的B胶;将粘合剂均匀涂抹在花膜半球内;将聚氨酯静音球放置在花膜半球内,且两个花膜半球相互拼接,从而包覆聚氨酯静音球;粘合剂凝胶并具有粘结性后,将两个花膜半球与聚氨酯静音球拆卸,油墨层通过粘合剂转印在聚氨酯静音球的表面,油墨层与粘合剂形成凝胶层;用不粘硅胶板面拍打聚氨酯静音球的球面,以使得凝胶层向聚氨酯静音球表面的凹孔处塌陷,凝胶层对应凹孔处破裂,从而形成孔洞;凝胶层固化后,制成全印刷聚氨酯静音球。技术研发人员:黄吉力,赵东林,吴浩受保护的技术使用者:浙江善力高科新材料有限公司技术研发日:技术公布日:2024/3/17本文地址:https://www.jishuxx.com/zhuanli/20240618/32097.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表