一种核工业标识标牌制作检测装置的制作方法
- 国知局
- 2024-06-21 14:16:38
本发明涉及核工业标识标牌制作检测,特别是涉及一种核工业标识标牌制作检测装置。
背景技术:
1、核工业现场所有工作都根据现场标识标牌进行定位与操作,操作错误设备导致的人因失误后果较高,因此核工业场景对现场标识标牌管理要求较高,目前标识标牌集中外委生产的方式导致流程时间长,现场标识标牌遗失损坏后跟新周期最长可达50天。部分辐射控制区域仅可在大修期间进行标识标牌更换工作,更换标识标牌操作的窗口期较短,错过窗口期后更换成本大。此外由于不能立即拿到正式标识标牌,在旧标识标牌损坏到新标识标牌挂牌的空窗期内一般采用纸质的临时标识标牌进行过度,待收到制作完成的正式标识标牌后再将临时标识标牌更换为正式标识标牌。这种方式下,每一次标识标牌的更换都要经历“临时”-“正式”两次挂牌,现场相关人员工作量大。
技术实现思路
1、基于此,有必要针对核工业现场标识标牌管理流程长、效率低的问题,提供一种核工业标牌制作检测装置,实现核工业现场标识标牌的自动快速制作、质检。
2、为了实现上述目的,本发明提供如下技术方案:
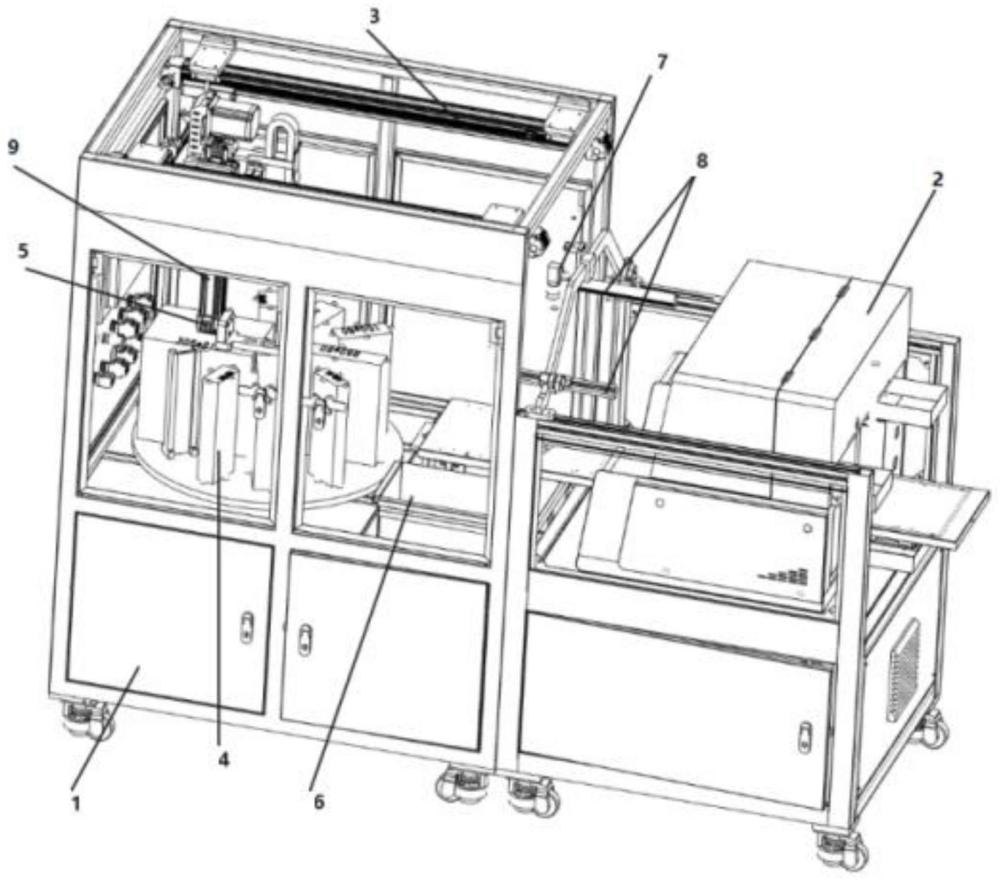
3、一种核工业标识标牌制作检测装置,包括柜体和安装在柜体上的uv喷印装置、机械臂导轨、旋转料仓、机械臂吸盘、废料仓、摄像头、机械臂、喷印托盘、防重料吸盘、出料仓和上位机;所述上位机分别与uv喷印装置、旋转料仓、机械臂吸盘、摄像头、机械臂、喷印托盘和防重料吸盘通讯,用于控制与其通讯的硬件进行标识标牌的制作和检测;所述摄像头通过摄像头支架安装在uv喷印装置上方的柜体顶部;所述旋转料仓安装在柜体中部底板左侧;所述uv喷印装置安装在柜体中部底板右侧,其中部沿y轴方向上前后移动连接有喷印托盘;在柜体中部底板上旋转料仓与uv喷印装置之间设有废料仓、出料仓和防重料吸盘,所述废料仓和出料仓分别位于防重料吸盘两侧;所述机械臂导轨安装在旋转料仓、废料仓和出料仓上方的柜体顶部;所述机械臂滑动安装在机械臂导轨上,可在机械臂导轨上沿x轴、y轴和z轴移动;所述机械臂底部末端安装机械臂吸盘。
4、进一步地,所述上位机上设有触摸屏,所述触摸屏上设有触摸软件和控制软件;所述触摸软件用于数据展示和用户输入;所述控制软件用于控制与触摸屏通讯的硬件进行标识标牌的制作和检测;所述核工业标识标牌制作检测装置,还包括操作旋钮和指示灯,所述操作旋钮用于装置整体上电控制,所述指示灯用于展示装置硬件状态;与触摸屏通讯的硬件包括uv喷印装置、旋转料仓、机械臂吸盘、摄像头、机械臂、喷印托盘、防重料吸盘、操作旋钮和指示灯。
5、进一步地,所述控制软件用于控制与触摸屏通讯的硬件进行标识标牌的制作和检测,包括如下步骤:
6、所述控制软件生成或接收标牌打印指令,进行标牌打印模板匹配,生成标牌打印图片;
7、所述控制软件控制机械臂运动至旋转料仓对应空白标牌处,控制机械臂吸盘通过负压吸附对应空白标牌,控制机械臂将空白标牌移动至防重料吸盘处进行二次吸附并抬起,控制uv喷印装置伸出喷印托盘,控制机械臂将空白标牌放置在喷印托盘上;
8、所述控制软件控制摄像头对喷印托盘上的空白标牌进行定位检测获得空白标牌的定位信息,所述摄像头将空白标牌的定位信息上传控制软件;
9、所述控制软件接收摄像头上传的空白标牌的定位信息,根据空白标牌的定位信息调整空白标牌打印标识获得调整后的空白标牌打印标识;所述控制软件控制控制uv喷印装置根据调整后的空白标牌打印标识在喷印托盘上放置的空白标牌上打印标识制作标识标牌;
10、所述控制软件控制摄像头对喷印托盘上的标识标牌进行标识识别获得标识标牌的标识识别结果;所述摄像头将标识标牌的标识识别结果上传控制软件;
11、所述控制软件接收摄像头上传的标识标牌的标识识别结果,根据标识标牌的标识识别结果控制机械臂将标识标牌运送至出料仓或废料仓。
12、进一步地,如果标识标牌的标识识别结果为合格,所述控制软件控制机械臂将标识标牌运送至出料仓并释放;如果标识标牌的标识识别结果为不合格,所述控制软件控制机械臂将标识标牌运送至废料仓并释放。
13、进一步地,所述触摸软件提供手动输入框用于手动输入空白标牌打印的标识信息并将空白标牌打印的标识信息发送控制软件;所述控制软件接收触摸软件发送的空白标牌打印的标识信息,根据空白标牌打印的标识信息生成标牌打印指令;所述控制软件还可与其他软件联网通讯,接收其他软件下发的标牌打印指令。
14、进一步地,所述触摸屏为带触摸显示器的工控电脑;所述指示灯包括装置上电指示灯、装置故障指示灯、uv喷印装置通讯指示灯和机械臂通讯指示灯。
15、进一步地,所述摄像头对喷印托盘上放置的空白标牌进行定位检测获得空白标牌的定位信息,包括如下步骤:
16、所述摄像头通过边缘检测算法识别空白标牌边缘和喷印托盘边缘,根据空白标牌边缘和喷印托盘边缘的相对关系计算喷印托盘上放置的空白标牌的定位信息并上传控制软件,完成喷印托盘上放置的空白标牌的定位检测;所述喷印托盘上放置的空白标牌的定位信息包括喷印托盘上放置的空白标牌的尺寸、相对位置和相对旋转角度。
17、进一步地,所述摄像头通过边缘检测算法识别空白标牌边缘和喷印托盘边缘,计算出空白标牌边缘相对喷印托盘边缘的距离和坐标点信息,生成空白标牌需要打印的区域信息并上传控制软件;所述控制软件根据空白标牌需要打印的区域信息填充空白标牌需要打印标识完成空白标牌打印标识的调整。
18、进一步地,所述摄像头对喷印托盘上放置的标识标牌进行标识识别,包括如下步骤:
19、摄像头通过ocr文字识别算法识别标识标牌的标识;
20、摄像头通过相似度算法识别标识标牌的标识和空白标牌打印的标识是否一致;
21、如果标识标牌的标识和空白标牌要打印的标识一致,则判定标识标牌合格;
22、如果标识标牌的标识和空白标牌要打印的标识不一致,则判定标识标牌不合格。
23、进一步地,所述机械臂上设有x轴伺服电机、y轴伺服电机和z轴伺服电机,x轴伺服电机带动机械臂在机械臂导轨上沿x轴自由移动,y轴伺服电机带动机械臂在机械臂导轨上沿y轴自由移动,z轴伺服电机带动机械臂在机械臂导轨上沿z轴自由移动。
24、进一步地,所述防重料吸盘为长200mm、宽200mm的方形结构,带多孔负压吸盘和接触开关;所述接触开关为按压式开关装置,当机械臂吸盘将空白标牌移动到防重料吸盘上再移走,如果发生重料,则底部重料的空白标牌通过带多孔负压吸盘吸附在防重料吸盘上,此时接触开关被吸附在防重料吸盘的空白标牌按下,接触开关上报控制软件防重料吸盘上有标牌;所述重料为两张空白标牌粘在一起被机械臂吸盘吸上来。
25、进一步地,所述旋转料仓为直径700mm的圆盘结构,用于存放至多10种不同规格的空白标牌。
26、进一步地,所述废料仓为长300mm、宽200mm的方槽结构,用于存放生产完成不合格标识标牌。
27、本实施例中,所述出料仓为长300mm、宽200mm的方槽结构,用于存放生产完成合格标识标牌。
28、进一步地,摄像头为工业级摄像头。
29、进一步地,所述柜体顶部的摄像头支架两侧安装孔位上安装补光灯;所述补光灯为工业级补光灯,用于对摄像头补光,防止阴影和高亮干扰;所述补光灯为独立开关控制,装置正常运转时为常亮。
30、进一步地,所述uv喷印装置通过紫外光固化的方式完成空白标牌表面图片的打印。
31、本发明的有益技术效果:
32、本发明的核工业标识标牌制作检测装置,实现核工业现场标识标牌的自动快速制作、质检。
本文地址:https://www.jishuxx.com/zhuanli/20240618/37012.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
卷筒印刷机的制作方法
下一篇
返回列表