一种自动双面线号打印机的制作方法
- 国知局
- 2024-07-05 15:39:11
本发明涉及线号打印机领域,特别是涉及一种自动双面线号打印机。
背景技术:
1、线号打印机又称线号印字机,简称线号机、打号机,可在pvc套管、热缩管、不干胶标签等材料上打印字符。目前的线号打印机只能实现套管、热缩管、不干胶标签的单面打印,不具备双面打印功能。实际使用中要想实现双面打印效果,只能通过手动两次装入单面打印的线号打印机中,才能实现套管的双面打印,打印完成后需用剪刀手动剪成对应段长。这样两次装入套管的步骤会导致套管装入位置精度无法保证,并且套管在现有线号打印机中的走管过程会发生扭转、上下窜动的现象,均导致套管的正反面打印对不齐、效果差的问题。而且还存在重复装取费时费力,编辑输入效率低,手动裁剪段长偏差大,重复耗材浪费大,打印效率低等缺陷,严重制约着二次线缆的施工效率。
2、本发明就是在此基础上创设的一种自动双面线号打印机,使其能自动实现套管的双面打印,保证双面打印的打印精度,防止套管走管过程的窜动,并能实现打印后的自动全切和半切,且操作简单,省时省力,能大大提升打印效率和打印质量。
技术实现思路
1、本发明要解决的技术问题是提供一种自动双面线号打印机,使其能自动实现套管的双面打印,保证双面打印的打印精度,防止套管走管过程的窜动,并实现打印后自动半切和全切,且操作简单,省时省力,能大大提升打印效率和打印质量,从而克服现有线号打印机的不足。
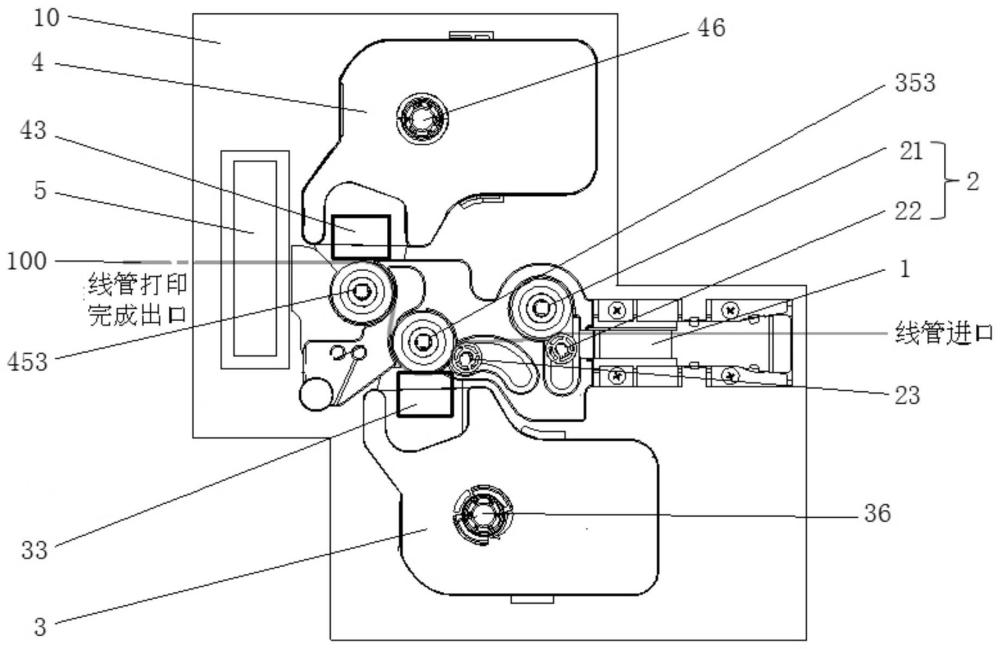
2、为解决上述技术问题,本发明提供一种自动双面线号打印机,包括相对设置的正面打印机构和反面打印机构,所述正面打印机构的套管输出端连通所述反面打印机构的套管输入端,依次实现对套管的正面和反面打印。
3、进一步改进,连通所述正面打印机构和反面打印机构的走管通道设置成s形通道,所述s形通道使套管经过所述正面打印机构的胶辊时包角大于90°,且使套管经过所述反面打印机构的胶辊时包角大于30°,较优大于45°。
4、进一步改进,所述正面打印机构的胶辊旁边设有包角辅助辊,所述包角辅助辊使套管经过所述正面打印机构的胶辊时包角大于180°。
5、进一步改进,所述反面打印机构的胶辊直径大于所述正面打印机构的胶辊直径。
6、进一步改进,所述正面打印机构的胶辊与所述反面打印机构的胶辊之间间距为2-50mm。
7、进一步改进,还包括自动全半切机构,所述自动全半切机构包括切刀组、与所述切刀组配合的砧板组以及带动所述砧板组转换半切位和全切位的全半切动力机构,所述切刀组和砧板组的配合空间设置在所述反面打印机构的套管输出端外侧;
8、所述正面打印机构包括正面打印摆臂,所述正面打印摆臂采用第一z形杆结构,所述第一z形杆结构的一端通过转轴可转动连接在芯板上,其中间位置连接有正面打印单元,其另一端可活动设置在芯板上,并与所述全半切动力机构连接,所述正面打印摆臂和所述砧板组在所述全半切动力机构带动下实现联动,所述正面打印摆臂处于松开位置时所述砧板组处于全切位,所述正面打印摆臂处于压紧位置时所述砧板组处于半切位。
9、进一步改进,所述全半切动力机构包括动力齿轮组、全半切凸轮和拉簧组,所述动力齿轮组包括电机和与其啮合的传动齿轮组,所述全半切凸轮在所述传动齿轮组作用下带动所述正面打印摆臂处于松开状态;
10、所述拉簧组包括第一拉簧、第二拉簧和第三拉簧,所述第一拉簧的一端与所述正面打印摆臂的可活动端连接,另一端与芯板连接,所述第一拉簧用于促使所述正面打印摆臂回位压紧状态并提供打印压紧力;所述第二拉簧的一端与所述正面打印摆臂的可活动端连接,另一端与所述砧板组连接,所述第三拉簧的一端与芯板连接,另一端与所述砧板组连接,所述第二拉簧和第三拉簧为所述砧板组提供相反作用力,所述第二拉簧在所述正面打印摆臂处于松开状态时拉紧所述砧板组,使其处于全切位,所述第三拉簧在所述正面打印摆臂处于压紧位置时拉紧所述砧板组,使其处于半切位。
11、进一步改进,所述反面打印机构包括反面打印摆臂,所述反面打印摆臂采用与正面打印摆臂对称设置的第二z形杆结构,所述第二z形杆结构的一端通过转轴可转动连接在芯板上,其中间位置连接有反面打印单元,其另一端可活动设置在芯板上,所述第二z形杆结构的可活动端在凸轮齿和第四拉簧的相互作用下摆动,进而带动所述反面打印单元处于松开或压紧状态。
12、进一步改进,所述正面打印机构包括正面电机和由其驱动的正面送管机构,以及与所述正面送管机构啮合的正面色带回收机构,所述反面打印机构包括反面送管机构和与其啮合的反面色带回收机构,所述反面送管机构与所述正面送管机构相啮合,由所述正面电机驱动;
13、所述正面色带回收机构包括正面收卷齿轮和正面收卷阻尼齿轮,所述正面收卷齿轮采用单向轴承,所述正面收卷阻尼齿轮与所述正面送管机构啮合,所述反面色带回收机构包括反面收卷齿轮和反面收卷阻尼齿轮,所述反面收卷齿轮采用单向轴承,所述反面收卷阻尼齿轮与所述反面送管机构啮合。
14、进一步改进,所述正面打印机构的套管输入端还设有辅助送管辊机构和套管进口定位压紧机构,所述辅助送管辊机构包括辅助送管胶辊和与其配合的辅助辊。
15、采用这样的设计后,本发明至少具有以下优点:
16、1.本发明自动双面线号打印机通过两个打印机构的相对设置,能自动的实现一次装入完成套管正反面同时打印的效果,还通过s形通道设置,形成对套管包角的限定,能更好的保证套管走管时处于压扁状态,保证走管不扭转,走管稳定。
17、2.还通过限定反面打印机构的胶辊直径大于正面打印机构的胶辊直径,依靠线速度差保证套管走管时被张紧不堆管,处于压扁状态,进一步促进走管平稳,提升正反面打印对正效果。
18、3.还通过包角辅助辊的设置,进一步限定套管包角,为最终套管打印效果提供更有效的保证。
19、4.还通过将正面打印摆臂与砧板组在全半切动力机构带动下实现联动,保证打印过程中自动实现半切,打印结束后自动实现全切,实现批量双面精确打印及打印后自动半切和全切动作,操作省时省力、浪费少,大大提升打印效率和打印质量。
20、5.还通过将反面打印机构中反面送管机构与正面打印机构中的正面送管机构相啮合,实现正反两个打印机构由一个正面电机带动的效果,保证双面打印的同步性,进一步提升打印效果。
技术特征:1.一种自动双面线号打印机,其特征在于,包括相对设置的正面打印机构和反面打印机构,所述正面打印机构的套管输出端连通所述反面打印机构的套管输入端,依次实现对套管的正面和反面打印。
2.根据权利要求1所述的自动双面线号打印机,其特征在于,连通所述正面打印机构和反面打印机构的走管通道设置成s形通道,所述s形通道使套管经过所述正面打印机构的胶辊时包角大于90°,且使套管经过所述反面打印机构的胶辊时包角大于30°。
3.根据权利要求2所述的自动双面线号打印机,其特征在于,所述正面打印机构的胶辊旁边设有包角辅助辊,所述包角辅助辊使套管经过所述正面打印机构的胶辊时包角大于180°。
4.根据权利要求3所述的自动双面线号打印机,其特征在于,所述反面打印机构的胶辊直径大于所述正面打印机构的胶辊直径。
5.根据权利要求4所述的自动双面线号打印机,其特征在于,所述正面打印机构的胶辊与所述反面打印机构的胶辊之间间距为2-50mm。
6.根据权利要求1至5任一项所述的自动双面线号打印机,其特征在于,还包括自动全半切机构,所述自动全半切机构包括切刀组、与所述切刀组配合的砧板组以及带动所述砧板组转换半切位和全切位的全半切动力机构,所述切刀组和砧板组的配合空间设置在所述反面打印机构的套管输出端外侧;
7.根据权利要求6所述的自动双面线号打印机,其特征在于,所述全半切动力机构包括动力齿轮组、全半切凸轮和拉簧组,所述动力齿轮组包括电机和与其啮合的传动齿轮组,所述全半切凸轮在所述传动齿轮组作用下带动所述正面打印摆臂处于松开状态;
8.根据权利要求7所述的自动双面线号打印机,其特征在于,所述反面打印机构包括反面打印摆臂,所述反面打印摆臂采用与正面打印摆臂对称设置的第二z形杆结构,所述第二z形杆结构的一端通过转轴可转动连接在芯板上,其中间位置连接有反面打印单元,其另一端可活动设置在芯板上,所述第二z形杆结构的可活动端在凸轮齿和第四拉簧的相互作用下摆动,进而带动所述反面打印单元处于松开或压紧状态。
9.根据权利要求8所述的自动双面线号打印机,其特征在于,所述正面打印机构包括正面电机和由其驱动的正面送管机构,以及与所述正面送管机构啮合的正面色带回收机构,所述反面打印机构包括反面送管机构和与其啮合的反面色带回收机构,所述反面送管机构与所述正面送管机构相啮合,由所述正面电机驱动;
10.根据权利要求9所述的自动双面线号打印机,其特征在于,所述正面打印机构的套管输入端还设有辅助送管辊机构和套管进口定位压紧机构,所述辅助送管辊机构包括辅助送管胶辊和与其配合的辅助辊。
技术总结本发明公开了一种自动双面线号打印机,包括相对设置的正面打印机构和反面打印机构,连通正面打印机构和反面打印机构的走管通道设置成S形通道,S形通道使套管经过正面打印机构的胶辊时包角大于90°,且使套管经过反面打印机构的胶辊时包角大于30°。正面打印机构的胶辊旁边设有包角辅助辊,使套管经过正面打印机构的胶辊时包角大于180°。反面打印机构的胶辊直径大于正面打印机构的胶辊直径。本发明通过两个打印机构的相对设置能自动实现一次装入完成套管的正反面同时打印。还通过S形通道设置形成对套管包角的限定,以及通过限定两个打印机构胶辊直径的差异,保证套管走管时处于被张紧且压扁状态,走管更稳定,提升正反面打印效果。技术研发人员:李建国,贾金龙,童川受保护的技术使用者:北京硕方信息技术有限公司技术研发日:技术公布日:2024/4/17本文地址:https://www.jishuxx.com/zhuanli/20240618/37686.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
一种打印机的制作方法
下一篇
返回列表