一种多样性纱厚网版及其制备工艺的制作方法
- 国知局
- 2024-07-05 15:44:50
本发明涉及印刷网版,更具体地说,它涉及一种多样性纱厚网版及其制备工艺。
背景技术:
1、传统印刷网版主要由网框、网纱、屏蔽膜层组成,在屏蔽膜层上通过曝光显影方式制备出印刷图形,或者通过激光镭射的方式雕刻出印刷图形。印刷图形印刷到承印物上的厚度主要由网纱厚度、图形宽度、屏蔽膜层厚度决定。而在实际的网版印刷应用中,当同一印刷网版上不同位置的印刷厚度有差异化需求时,网纱厚度为编织后采用大型辊压设备一次性轧压,网版制作初始纱厚确定后无法再更改,只能通过辅助的制版技术实现需求,当前技术手段主要有以下几种方式:
2、1.不同区域设计不同的印刷图形宽度,该方式实现简单,但是印刷厚度高的区域对应印刷宽度也会大,且高度差异化有限。
3、2.同一模版上不同位置对应制作不同厚度的屏蔽膜层,工艺较为复杂,不同厚度之间要做到无缝对接对位难度高,当同一印刷网版出现2种以上厚度差异,且厚度差异区域不规则时,几乎无可行性。
4、3.在金属网纱上,采用激光切割工艺,按需去除对应区域的部分网纱,提高印刷透墨量。其缺陷是会降低金属网纱的强度,差异化区域越多,金属网纱的强度损失越大。
5、4.放弃编织丝网,采用电铸网的方式,实现同一印刷网版上电铸网不同区域差异化的目数、线径设计,实现不同的透墨量。
技术实现思路
1、本发明的目的在于克服上述现有技术中的不足,提供一种多样性纱厚网版及其制备工艺。
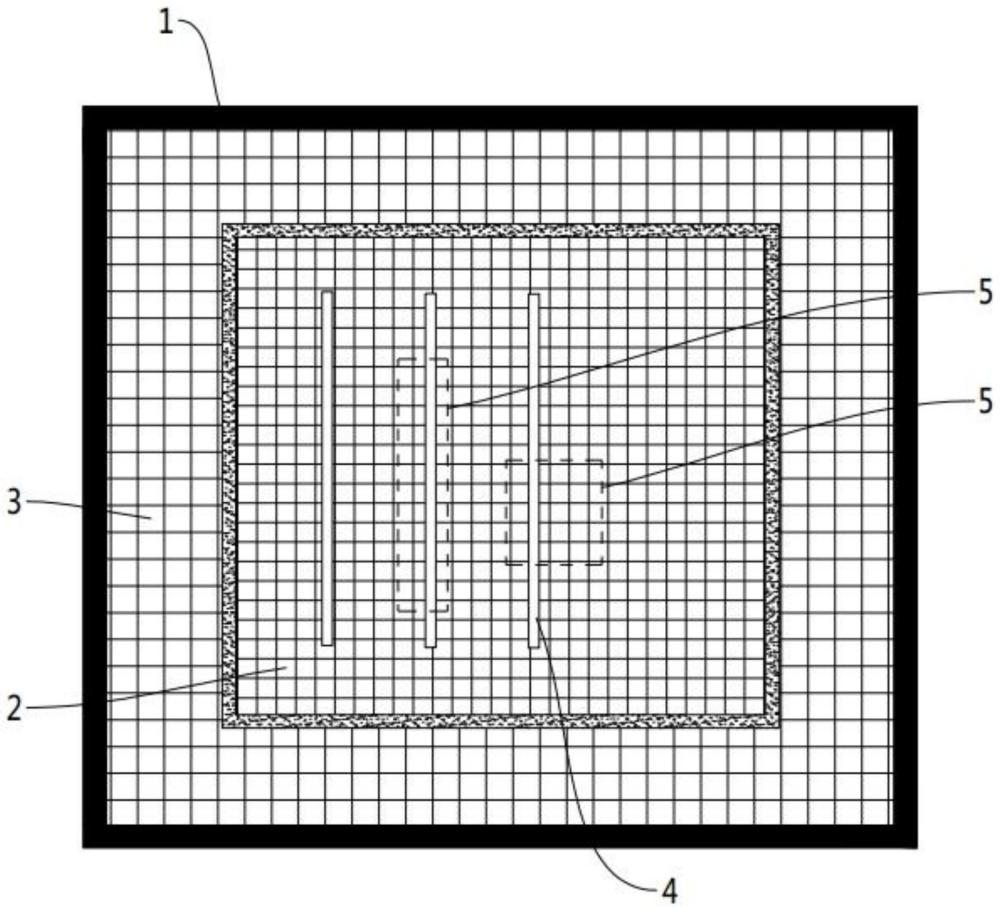
2、为解决上述技术问题,本发明的目的是这样实现的:本发明所涉及的一种多样性纱厚网版,包括网框,网框内设有表面覆有屏蔽膜的金属网纱,金属网纱与所述网框间连接有边纱,所述屏蔽膜上设有印刷图形,所述金属网纱上压制有使其厚度减小且形成差异化纱厚区域的凹槽,所述印刷图形部分设在凹槽内。
3、本发明进一步设置为:所述凹槽可以连续方式分布在金属网纱上。
4、本发明进一步设置为:所述凹槽可以非连续方式分布在金属网纱上。
5、本发明进一步设置为:所述凹槽的深度由轧压所用垫板高度、轧压压力与时间决定。
6、本发明还涉及一种多样性纱厚网版的制备工艺,包括以下步骤:
7、s1.将金属网纱按需求裁剪成需要的尺寸与角度;金属网纱可以是编织网纱、电铸网纱、蚀刻网纱中的一种,且金属网纱可根据实际需求,进行初始轧压或不轧压;
8、s2.根据印刷图形不同区域印刷厚度的需求,确定金属网纱对应区域大小、形状、数量;然后根据需求区域的大小、形状、数量制作凹凸轧压垫板;
9、s3.将金属网纱放置在液压设备上,然后将凹凸轧压垫板放置在金属网纱上,通过液压设备对金属网纱进行施压,实现金属网纱上不同区域的差异化纱厚;不同区域的纱厚大小,可以通过凹凸垫板的凸起高度、轧压压力与时间参数设计实现;
10、s4.将轧压后具备差异化纱厚区域的金属网纱,按已有工艺与边纱复合后张网至需求网框上,进行清洗后制备屏蔽膜层与印刷图案,具体方式如下:
11、方式一,在金属网纱上涂布感光乳剂,采用曝光显影的方式制备印刷图形;当感光乳剂干燥后的膜厚随着金属网纱厚高低起伏变化需要做平整时,感光乳剂可以采用贴水菲林的方式,烘烤时乳剂面朝下,实现更平整的乳剂膜厚;或者
12、方式二,在金属网纱上贴高分子薄膜,采用激光镭射制版印刷图形。当高分子薄膜贴覆在金属网纱上平整,不随着金属网纱厚高低起伏变化时,可以在真空环境中让高分子薄膜吸附在金属网纱上实现贴合。
13、本发明进一步设置为:在步骤s2中,轧压垫板由高强度钨钢、铬钢加工制作。
14、本发明进一步设置为:在步骤s3中,该轧压方式可以采用一块凹凸垫板单向轧压,也可以采用两块垫板将金属网纱放置在中间双向轧压。
15、本发明进一步设置为:在步骤s4中,感光乳剂可以是正/负性感光胶或光刻胶。
16、本发明进一步设置为:在步骤s4中,高分子屏蔽膜可以是p1、pa、pet、lcp高分子材料薄膜。
17、综上所述,本发明具有以下有益效果:本发明所涉及的多样性纱厚网版及其制备工艺,通过采用上述工艺制得的多样性纱厚网版能够在同一印刷网版实现承印物上多个区域差异化厚度需求的印刷,且对金属网原有结构无损伤,批量生产难度低,整体功能完善,实用性强。
技术特征:1.一种多样性纱厚网版,包括网框,网框内设有表面覆有屏蔽膜的金属网纱,金属网纱与所述网框间连接有边纱,所述屏蔽膜上设有印刷图形,其特征在于,所述金属网纱上压制有使其厚度减小且形成差异化纱厚区域的凹槽,所述印刷图形部分设在凹槽内。
2.根据权利要求1所述的多样性纱厚网版,其特征在于,所述凹槽可以连续方式分布在金属网纱上。
3.根据权利要求1所述的多样性纱厚网版,其特征在于,所述凹槽可以非连续方式分布在金属网纱上。
4.根据权利要求3所述的多样性纱厚网版,其特征在于,所述凹槽的深度由轧压所用垫板高度、轧压压力与时间决定。
5.一种根据权利要求1-4任一项所述的多样性纱厚网版的制备工艺,其特征在于,包括以下步骤:
6.根据权利要求5所述的多样性纱厚网版的制备工艺,其特征在于,在步骤s2中,轧压垫板由高强度钨钢、铬钢加工制作。
7.根据权利要求5所述的多样性纱厚网版的制备工艺,其特征在于,在步骤s3中,该轧压方式可以采用一块凹凸垫板单向轧压,也可以采用两块垫板将金属网纱放置在中间双向轧压。
8.根据权利要求5所述的多样性纱厚网版的制备工艺,其特征在于,在步骤s4中,感光乳剂可以是正/负性感光胶或光刻胶。
9.根据权利要求5所述的多样性纱厚网版的制备工艺,其特征在于,在步骤s4中,高分子屏蔽膜可以是p1、pa、pet、lcp高分子材料薄膜。
技术总结本发明公开了一种多样性纱厚网版,包括网框,网框内设有表面覆有屏蔽膜的金属网纱,屏蔽膜上设有印刷图形,金属网纱上压制有凹槽,印刷图形部分设在凹槽内。还公开了一种多样性纱厚网版的制备工艺,包括以下步骤:S1.将金属网纱按需求裁剪成需要的尺寸与角度;S2.根据印刷图形不同区域印刷厚度的需求,制作凹凸轧压垫板;S3.将凹凸轧压垫板放置在金属网纱上,通过液压设备对金属网纱进行施压,实现金属网纱上不同区域的差异化纱厚;S4.按已有工艺与边纱复合后张网至需求网框上,进行清洗后制备屏蔽膜层与印刷图案。该网版能够在同一印刷网版实现承印物上多个区域差异化厚度需求的印刷,且对金属网原有结构无损伤,批量生产难度低。技术研发人员:蒋豪跃,雷斌受保护的技术使用者:浙江硕克科技股份有限公司技术研发日:技术公布日:2024/4/24本文地址:https://www.jishuxx.com/zhuanli/20240618/38289.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表