一种提升电涡流终点检测稳定性的方法与流程
- 国知局
- 2024-06-20 14:38:52
本发明涉及集成电路制造,具体涉及一种提升电涡流终点检测稳定性的方法。
背景技术:
1、在过去的几十年里,集成电路技术得到了快速发展,由最初的单个晶体管被发明出来,到现在的高度集中的集成电路。随着集成电路的集成度提升,对集成电路的制造工艺的要求也越来越高,晶圆的平坦程度要求也越来越高。高度集成的集成电路的制造常使用化学机械研磨(chemical mechanical planarization,简称cmp)工艺使晶圆平坦化,同时除去不需要的材料层。化学机械研磨过程一般可以分成两个阶段,第一阶段进行晶片的粗研磨,粗研磨后留有一定的合理厚度(安全厚度),方便第二阶段进行晶片的细研磨。
2、在化学机械研磨工艺中,过多或过少的材料去除都会导致器件的电性减退甚至失效,因此终点检测(end point detection,终点检测)技术的准确度决定着半导体器件的良品率。化学机械研磨终点的检测方法主要包括时间控制的方法、驱动电机电流检测的方法、摩擦力检测的方法、扭矩检测的方法、化学成分检测的方法、光终点检测的方法、声音终点检测的方法、电涡流终点检测的方法等,根据实际需要选择适合的一种或者多种终点检测方法。
3、目前,对于金属层的cmp通常采用电涡流终点检测法(eepc)。如图1至图4所示,主要分为三个步骤:第一步通过金属切割力线产生涡流(eddy current)信号来反应晶圆表面金属层的厚度,到达固定厚度则停止粗研磨;第二步去除全部金属;第三步进行最终抛光(final polish)停在终点预测值(target)。如图5所示,根据涡流信号与金属层厚度的对应关系做出校正(calibration)曲线,在后续工作时根据要求停在固定的涡流信号上来实现停在固定金属层厚度。
4、但是在目前国产华海清科机台实际生产过程中,随着抛光垫(pad)的不断磨损,终点检测系统的探头与晶圆的距离不断的发生变化,而涡流信号的绝对值与距离息息相关,导致了终点检测实际停留金属层厚度随着抛光垫寿命逐渐趋于下跌(down)的现象,导致脱离计划失控(offline ocap),产生警报,终点检测不稳定,研磨失败。
技术实现思路
1、为了解决上述现有技术存在的问题,本发明提供一种提升电涡流终点检测系统稳定性的方法,用以解决由于pad磨损,寿命不同导致电涡流终点检测系统终点检测不稳定,研磨失败的问题。
2、本发明提供一种提升电涡流终点检测系统稳定性的方法,包括以下步骤:
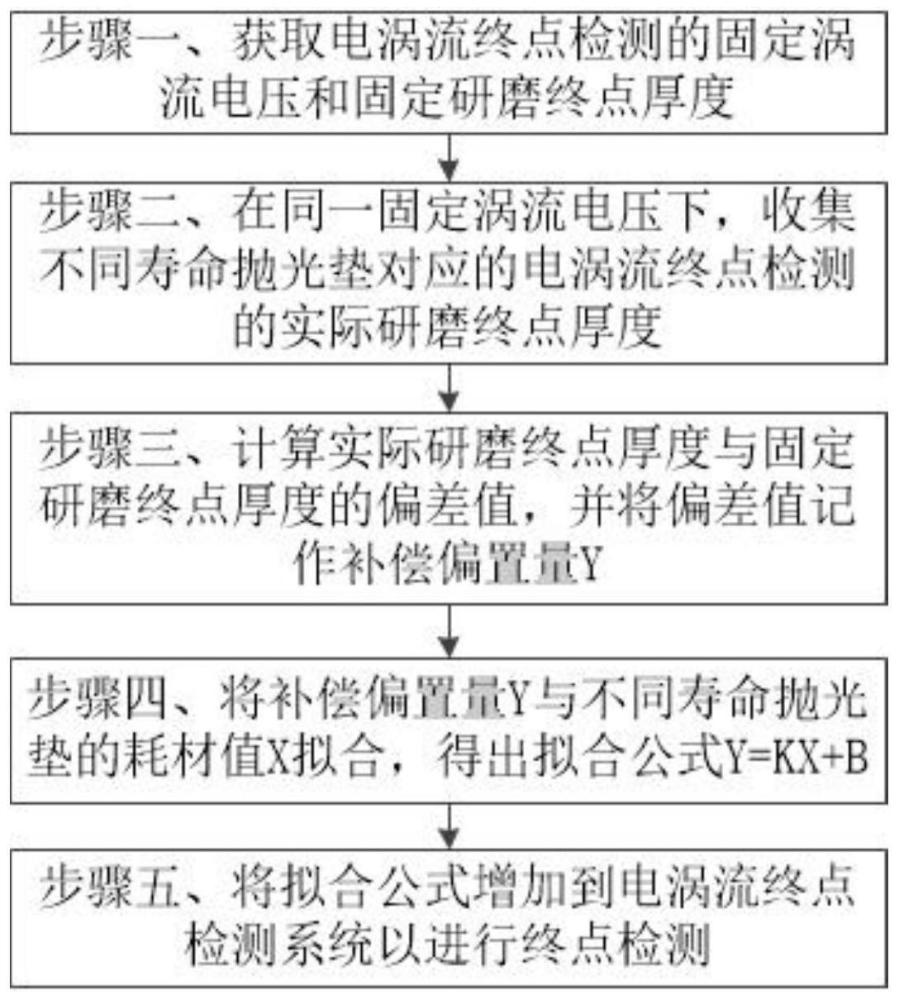
3、步骤一、获取电涡流终点检测的固定涡流电压和固定研磨终点厚度;
4、步骤二、在同一所述固定涡流电压下,收集不同寿命抛光垫对应的所述电涡流终点检测的实际研磨终点厚度;
5、步骤三、计算所述实际研磨终点厚度与所述固定研磨终点厚度的偏差值,并将所述偏差值记作补偿偏置量y;
6、步骤四、将所述补偿偏置量y与所述不同寿命抛光垫的耗材值x拟合,得出拟合公式y=kx+b,式中b为新抛光垫终点厚度误差,k为线性补偿系数;
7、步骤五、将所述拟合公式增加到电涡流终点检测系统以进行终点检测。
8、优选地,步骤一中所述固定涡流电压和固定研磨终点厚度相对应。
9、优选地,步骤四中以所述不同寿命抛光垫的耗材值为横坐标,所述补偿偏置量为纵坐标。
10、优选地,步骤四中所述b为纵截距,k为斜率。
11、优选地,步骤四中所述k为抛光垫的跑片数量与膜后衰减的比值。
12、优选地,步骤五中所述电涡流终点检测系统的研磨终点厚度为所述固定研磨终点厚度与所述补偿偏置量y之和。
13、优选地,步骤五还包括在所述电涡流终点检测系统中增加使能变量,所述使能变量用于表征是否启用抛光垫厚度补偿。
14、本发明考虑到随着抛光垫(pad)的不断磨损导致电涡流终点检测实际停留厚度随着抛光垫寿命逐渐趋于下降,电涡流终点检测异常的情况,增加考虑pad寿命对终点检测的影响,在电涡流终点检测系统中增加补偿偏置量y公式,通过在原固定研磨终点厚度基础上增加补偿偏置量y得到新的研磨终点厚度,实现了电涡流终点检测正常,提升了电涡流终点检测稳定性。
技术特征:1.一种提升电涡流终点检测稳定性的方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的提升电涡流终点检测系统稳定性的方法,其特征在于,步骤一中所述固定涡流电压和固定研磨终点厚度是一一对应的关系。
3.根据权利要求1所述的提升电涡流终点检测系统稳定性的方法,其特征在于,步骤四中以所述不同寿命抛光垫的耗材值为横坐标,所述补偿偏置量为纵坐标。
4.根据权利要求1所述的提升电涡流终点检测系统稳定性的方法,其特征在于,步骤四中所述b为纵截距,k为斜率。
5.根据权利要求1所述的提升电涡流终点检测系统稳定性的方法,其特征在于,步骤四中所述k为抛光垫的跑片数量与膜厚衰减的比值。
6.根据权利要求1所述的提升电涡流终点检测系统稳定性的方法,其特征在于,步骤五中所述电涡流终点检测系统的研磨终点厚度为所述固定研磨终点厚度与所述补偿偏置量y之和。
7.根据权利要求1所述的提升电涡流终点检测系统稳定性的方法,其特征在于,步骤五还包括在所述电涡流终点检测系统中增加使能变量,所述使能变量用于表征是否启用抛光垫厚度补偿。
技术总结本发明提供一种提升电涡流终点检测稳定性的方法,包括获取电涡流终点检测的固定涡流电压和固定研磨终点厚度;在同一固定涡流电压下,收集不同寿命抛光垫对应的电涡流终点检测的实际研磨终点厚度;计算实际研磨终点厚度与固定研磨终点厚度的偏差值,并将偏差值记作补偿偏置量Y;将补偿偏置量Y与不同寿命抛光垫的耗材值X拟合,得出拟合公式Y=KX+B,式中B为新抛光垫终点厚度误差,K为线性补偿系数;将拟合公式增加到电涡流终点检测系统以进行终点检测。本发明在现有固定研磨终点厚度基础上,通过增加与抛光垫寿命有关的补偿偏置量,使得电涡流终点检测更加准确,提升了电涡流终点检测稳定性。技术研发人员:秦国清受保护的技术使用者:华虹半导体(无锡)有限公司技术研发日:技术公布日:2024/6/5本文地址:https://www.jishuxx.com/zhuanli/20240619/10617.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表