一种辙叉磨耗检测尺及其检测方法与流程
- 国知局
- 2024-08-01 08:54:32
本发明属于物理测量测试计量装置,具体涉及一种辙叉磨耗检测尺及其检测方法。
背景技术:
1、辙叉是列车车轮由一股道转换到另一股道的重要线路设备,按照结构可划分为可动心辙叉和固定型辙叉。随着铁路行业的发展,铁路线路在高速通过性,稳定性,承载量等参数上有了更高的要求,对辙叉的强度硬度要求也在不断提高。
2、辙叉磨耗量的大小直接影响辙叉在线路服役的寿命,因此,在线路使用过程中是一个重点监测的项点,同时辙叉翼轨或镶嵌块与心轨磨耗后,其磨耗踏面的高差会影响车辆运行的平稳和安全,也是服役辙叉磨耗后重点监测的项点。
3、当前既有技术针对此问题设计了相应的检测量具,用于铁路线路辙叉设备的检测和维修。但现有的检测量具,以公开号为cn202610668u、cn207540444u、cn219103881u公开的中国专利为例,要么测量基准寻找困难,测量不同断面的磨耗值时需要不断调整量具的摆放以及位置,且不能满足当前多种结构形式辙叉的检测要求;要么结构相对复杂,测量难度大,操作繁琐,误差大,时间效率低;有时需携带多个检测量具进行检测,并且无法同时测量出同一截面下翼轨或镶嵌块和心轨的磨耗情况,也很难实现在线高效率检测,容易造成维修人员现场检测困难等问题。对此,现提出如下改进技术方案。
技术实现思路
1、本发明解决的技术问题:提供一种辙叉磨耗检测尺及其检测方法,采用相对简单的结构,使用一副检测尺就能解决锻制合金钢心轨组合辙叉、焊接式翼轨加强型合金钢组合辙叉、镶嵌翼轨式合金钢组合辙叉等不同结构类型辙叉的辙叉翼轨或镶嵌块,以及心轨磨耗量的快捷检测技术问题。
2、本发明采用的技术方案:一种辙叉磨耗检测尺的检测方法,包括辙叉磨耗检测尺,包括如下检测步骤:
3、s1、检测前校准:
4、s1.1、将辙叉磨耗检测尺置于水平面上,观察辙叉磨耗检测尺有无弯曲变形,辙叉磨耗检测尺两端有无翘起,辙叉磨耗检测尺的主尺定位爪有无磕碰造成的缺口、肥边。
5、s1.2、将移动基准块下部基准面、三个测量尺下端测量面放置在同一平面上,检查三个测量尺刻度是否均在“0”刻度线,不在“0”刻度线时需校准。
6、s2、检测:
7、s2.1、根据辙叉设计尺寸确定辙叉磨耗检测尺各移动件的位置标识,将辙叉磨耗检测尺在待测辙叉横向平齐放置,且辙叉磨耗检测尺的定位爪紧贴心轨侧面,将定位爪作为辙叉磨耗检测尺的横向定位基准。
8、s2.2、服役辙叉磨耗检测。
9、s2.3、成品辙叉心轨与翼轨或镶嵌块高差检测。
10、上述技术方案中,进一步地:s2.2、服役辙叉磨耗检测包括如下步骤:
11、s2.2.1、将左、右移动基准块移动至翼轨中心位置,作为辙叉磨耗检测尺水平方向定位基准,拧紧左、右移动基准块的紧固螺钉,保证辙叉磨耗检测尺的定位准确以及安装平稳,左、右移动基准块根据辙叉结构的不同进行位置调整,用于满足不同结构辙叉测量定位需求;移动基准块的位置调整既可以根据位置标识线进行快速定位;也可以根据辙叉结构对应位置快速定位。
12、s2.2.2、测量前先将翼轨或镶嵌块的左、右测量尺移动至主尺标出的对应标准断面的定位标识位置标识线处;测量时再将翼轨或镶嵌块的测量尺的检测尺条沿竖直滑轨下放并使其紧贴检测面,确保各部位紧贴并无相对滑动后,拧紧左、右测量尺的紧固螺钉。
13、s2.2.3、测量前先将心轨的测量尺移动至主尺标出的对应标准断面的定位标识位置标识线处;测量时再将心轨的测量尺的检测尺条沿竖直滑轨下放并使其紧贴检测面,确保各部位紧贴并无相对滑动后,拧紧心轨测量尺的紧固螺钉。
14、s2.2.4、取下辙叉磨耗检测尺,平视辙叉磨耗检测尺的测量尺的刻度值进行读数即可测得翼轨或镶嵌块以及心轨的磨耗量。
15、上述技术方案中,进一步地:s2.3、成品辙叉心轨与翼轨、镶嵌块高差检测包括如下步骤:
16、s2.3.1、将左、右移动基准块移动至翼轨中心或镶嵌块断面最高点对应位置,作为辙叉磨耗检测尺水平方向定位基准,之后拧紧左、右移动基准块的紧固螺钉,保证辙叉磨耗检测尺的定位准确以及安装平稳。
17、s2.3.2、测量前先将心轨的检测尺移动至主尺标出的对应标准断面的定位标识位置标识线处;测量时再将心轨的测量尺的检测尺条沿竖直滑轨下放并使其紧贴检测面,确保各部位紧贴并无相对滑动后,拧紧心轨测量尺的紧固螺钉。
18、s2.3.3、测量前先将翼轨或镶嵌块的测量尺移动至主尺标出的对应标准断面的定位标识位置标识线处;测量时再将翼轨或镶嵌块的检测尺条沿竖直滑轨下放并使其紧贴检测面,确保各部位紧贴并无相对滑动后,拧紧翼轨或镶嵌块的测量尺的紧固螺钉。
19、s2.3.4、取下辙叉磨耗检测尺,平视辙叉磨耗检测尺翼轨或镶嵌块的测量尺的刻度值进行读数即可测得翼轨或镶嵌块与心轨的高差值。
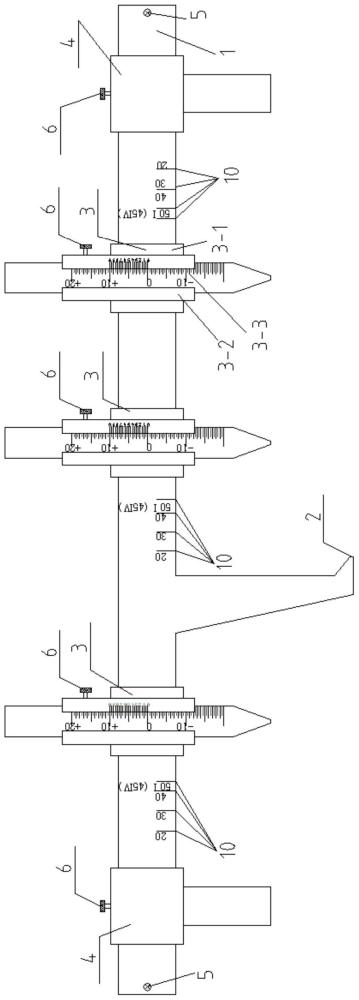
20、上述技术方案中,进一步地:所述辙叉磨耗检测尺由主尺、定位爪、测量尺、移动基准块、紧固螺钉组成;所述主尺为长条结构并制有位置标识线;所述位置标识线用于不同结构辙叉断面在测量时,快速标识定位所述移动基准块、测量尺在主尺上的标准对应位置;所述主尺一体成型制有定位爪;所述定位爪为定位基准与心轨工作边侧面贴合匹配;所述主尺滑动安装三个测量尺;三个测量尺一个为心轨测量尺,另外两个测量尺为翼轨或镶嵌块测量尺;所述心轨测量尺设于主尺中间,另外两个测量尺设于主尺左右两侧;所述测量尺用于测量心轨、翼轨或镶嵌块的磨耗量或高差;所述主尺左右两端分别滑动适配安装移动基准块,所述移动基准块配备锁定其位置的紧固螺钉;所述移动基准块在使用时其中心线与翼轨中心线重合或位于翼轨待测基准面上;所述移动基准块的下侧水平基准面与测量尺的“0”基准线平齐。
21、上述技术方案中,优选的:所述测量尺包括滑块、竖直滑轨、检测尺条以及紧固螺钉;所述滑块沿所述尺条水平滑动位移并通过紧固螺钉锁定所述滑块位置;所述滑块正面固定安装所述竖直滑轨;所述竖直滑轨竖直滑动适配安装检测尺条,且竖直滑轨配备用于锁定所述检测尺条位置的紧固螺钉;被锁定位置的所述检测尺条用于测量心轨、翼轨或镶嵌块的磨耗量,或翼轨、镶嵌块与心轨的高差。
22、上述技术方案中,进一步地:还包括挡头;所述挡头设于主尺左右两端;所述挡头采用卡挡的方式用于防止移动基准块脱离主尺1。
23、上述技术方案中,优选的:所述挡头为螺钉件。
24、一种辙叉磨耗检测尺,为任一所述检测方法所使用的辙叉磨耗检测尺。
25、本发明与现有技术相比的优点:
26、1、本发明检测效率高:本发明可实现一把检测尺对辙叉的不同断面位置心轨磨耗量、翼轨或镶嵌块磨耗量的检测,一个断面位置可同时得出三个数据;检测快速准确,更适用于大批量同种型号辙叉的厂内制造检测及天窗期吃紧的线路维护使用。
27、2、本发明检测误差小:本发明检测尺为一体化设计,完全按照辙叉理论设计廓形进行卡位检测,具有优良的形位误差保持性。
28、3、本发明适用范围广:本发明检测尺可用于成品辙叉制造时心轨和翼轨、镶嵌块高差的检测,也可用于服役辙叉磨耗检测;可实现一种检测尺适用于多种结构、多种型号产品的检测要求。
29、4、本发明线路使用便捷:本发明检测尺可以满足多种辙叉使用,且外形尺寸小结构相对简单,有利于减少既有技术中针对不同辙叉结构需多种检测尺检测的情况,便于线路使用和携带。
30、5、本发明主尺制有的对应不同结构不同测量断面的位置标识线,位置标识线的设置,可快速针对不同辙叉结构快速定位移动基准块以及测量尺的位置,提高检测效率。
本文地址:https://www.jishuxx.com/zhuanli/20240718/233965.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表