三通阀体生产模具的制作方法
- 国知局
- 2024-08-05 13:24:01
本技术涉及阀体模具领域,特别涉及一种三通阀体生产模具。
背景技术:
1、三通阀体是一种具有三个口的阀体,是一种具有一进两出的阀门装置。而三通阀体的加工通常是通过模锻的方式进行生产。模锻是指在专用模锻设备上利用模具使毛坯成型而获得锻件的铸造方法,此方法生产的锻件不仅尺寸精确,且加工余量较小、生产率高。
2、而现有的三通阀体的生产模具通常针对进出口直径与阀体内腔直径相同或进出口直径大于阀体内腔直径的三通阀体,如此,在生产时仅需在对应的模具上的进出口设置于进出口数量一致的模具即可,比较简单。而对于阀体内腔直径大于进出口直径的三通阀体而言,与进出口数量一致的模芯使得三通阀体成型后,位于阀体内腔中的模芯的直径比进出口的直径大,此时想要脱模则势必会破坏阀体,因此,三通阀体的脱模成为难题。
技术实现思路
1、针对上述现有技术的不足,本实用新型所要解决的技术问题是:提供一种三通阀体生产模具以解决脱模难的问题。
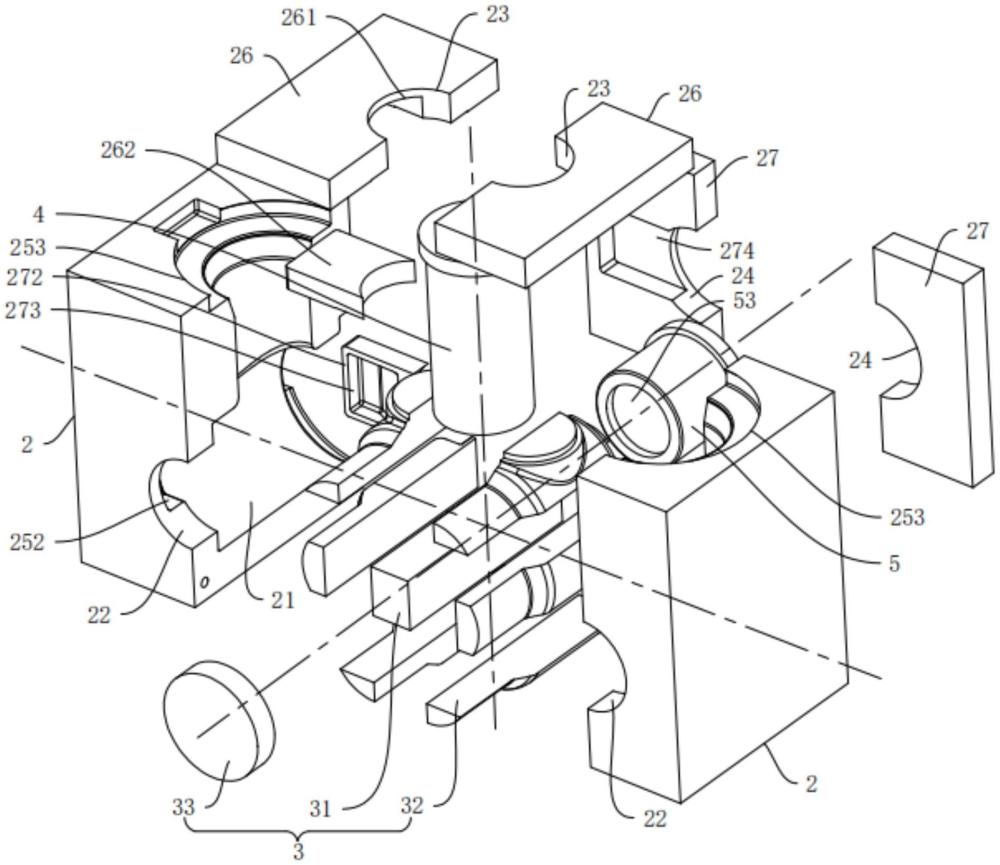
2、为解决上述技术问题,本实用新型采用的一个技术方案是:提供一种三通阀体生产模具并具体包括能够相互扣合设置的前部模和后部模,三通阀体包括阀体本体,所述阀体本体上分别具有进口、第一出口和第二出口,在所述前部模和后部模相向侧分别内凹形成有适配于阀体本体外轮廓的型腔,所述前部模和后部模上正对于进口、第一出口和第二出口的位置处均分别形成有连通型腔的第一通口、第二通口和第三通口,在所述前部模和后部模之一上开设有连通型腔的注料口,以在模具各部分组装完成后通过注料口向成型腔体内填充注塑料;在所述第一通口处设置有适配于进口内轮廓和阀体本体内轮廓的第一模芯,在所述第二通口处设置有适配于第一出口内轮廓并抵靠于第一模芯的第二模芯,在所述第三通口处设置有适配于第二出口内轮廓并抵靠于第一模芯的第三模芯,在所述第一模芯、第二模芯、第三模芯与型腔之间共同围设有轮廓与三通阀体适配的成型腔体,在成型腔体被注塑料填充满而成型后形成完整的三通阀体结构;所述第一模芯包括沿第一通口轴向布置的轴芯以及绕轴芯外壁一周环设的至少三个第一内模块,以使任意以第一内模块相对于第一模芯的径向尺寸均小于第一通口的口径,从而在需要脱模时,在先取出轴芯后,依次取出各第一内模块即可轻松完成脱模,即使阀体本体内径与第一通口的口径不同也能够取出,且不会破坏成品。
3、进一步的,所述阀体本体上对应于进口、第一出口和第二出口的位置处分别设置有第一安装块、第二安装块和第三安装块,第一安装块沿进口的轴向方向延伸形成,第二安装块和第三安装块分别沿第一出口和第二出口边缘向外延伸形成,所述第一通口对应于第一安装块的位置处沿第一通口的径向方向开设有与第一安装块形状适配的连通型腔的第一腔体,以刚好用于形成第一安装块的注塑空间。
4、进一步的,所述前部模和后部模均包括形成有型腔的中模和用于正对于第一出口的顶模,所述型腔对应于第一出口的一端沿第一出口的轴向方向贯通中模以形成第一开口,所述顶模封堵于第一开口处,以使三通阀体再成型后,两中模背向移动可相对于三通阀体的外壁进行脱模并与顶模的脱模互不干涉;所述第一通口形成于中模正对于进口的位置处并供轴芯和任意第一内模块穿过,所述第二通口形成于顶模正对于第一出口的位置处。
5、进一步的,正对于所述第二安装块的所述顶模上对应于第二安装块的位置处自第二通口的内壁沿第二通口的径向方向开设有连通型腔的第一插槽,所述第一插槽内插装有一与之适配的第一活块,在第一活块面向型腔的一侧面上开设有与第二安装块适配的第二腔体,以使第二安装块在脱模时通过沿第二通口的轴向方向移动顶模,即可在不干涉中模的同时完成第二安装块的脱模。
6、进一步的,所述前部模和后部模均还包括用于正对于第二出口的侧模,所述型腔对应于第二出口的一端沿第二出口的轴向方向贯通中模以形成第二开口,所述侧模封堵于第二开口处;所述第三通口形成于侧模正对于第二出口的位置处,以使中模的脱模与侧模互不干涉,从而简化脱模。
7、进一步的,正对于所述第三安装块的所述侧模上对应于第三安装块的位置处自第三通口的内壁沿第三通口的径向方向开设有连通型腔的第二插槽,所述第二插槽内插装有一与之适配的第二活块,在第二活块面向型腔的一侧面上开设有与第三安装块适配的第三腔体,从而在脱模操作时使得中模和侧模之间互不干涉而分别进行脱模,降低脱模难度。
8、进一步的,两所述中模相向的一侧面上均设置有同心的两定位槽,两所述定位槽相对于型腔呈对角分布,以在模具进行组装时通过使两中模上的定位槽对齐并使用销轴,使两中模对齐定位,保证两型腔能够完全对齐,保证成型腔体更标准。
9、进一步的,所述第一模芯还包括用于堵住第一通口的第一端板,所述第一端板面向中模的一侧面上形成用于供轴芯和各第一内模块一端适配插装于其中的第三插槽,以在使各部分连接在一起之前对各第一内模块进行径向方向上的定位,防止各第一内模块松散开而增加模具组装难度;各所述第一内模块的面向型腔的一侧均包括与进口的内轮廓适配的进水模段和与阀体本体内轮廓适配的阀体模段,以能够在注塑后形成三通阀体的内部轮廓结构。
10、进一步的,所述第二模芯包括用于堵住第二通口的第二端板以及延伸至第二通口和型腔内的与第一出口内轮廓适配的第二内模块,以能够在注塑后形成第一出口的内部轮廓结构;所述第二内模块延伸至型腔内的一端抵靠于第一内模块上。
11、进一步的,所述第三模芯包括用于堵住第三通口的第三端板以及延伸至第三通口和型腔内的与第二出口内轮廓适配的第三内模块,所述第一内模块和轴芯延伸至型腔内的一端均抵靠于第三内模块延伸至型腔内的一端,以使第一模芯、第二模芯和第三模芯相互抵靠以在型腔中形成“t”形三通结构,配合型腔组成成型腔体。
12、本实用新型的三通阀体生产模具,至少具有如下有益效果:通过轴芯和各第一内模块之间的配合,使得整个三通阀体不规则的内腔在注塑成型后,首先取出与三通阀体无接触的轴芯,如此可在不破坏阀体本体的前提下给各第一内模块提供多方向移动空间,使得各部分尺寸不一的第一内模块能够相对于进口从多方向移动脱模,从而避开与阀体本体之间的挤压碰撞里面破坏阀体本体,大大降低了脱模难度。
技术特征:1.一种三通阀体生产模具,三通阀体包括阀体本体,所述阀体本体上分别具有进口、第一出口和第二出口,其特征在于,包括:
2.如权利要求1所述的三通阀体生产模具,其特征在于:所述阀体本体上对应于进口、第一出口和第二出口的位置处分别设置有第一安装块、第二安装块和第三安装块,第一安装块沿进口的轴向方向延伸形成,第二安装块和第三安装块分别沿第一出口和第二出口边缘向外延伸形成;
3.如权利要求2所述的三通阀体生产模具,其特征在于:
4.如权利要求3所述的三通阀体生产模具,其特征在于:正对于所述第二安装块的所述顶模上对应于第二安装块的位置处自第二通口的内壁沿第二通口的径向方向开设有连通型腔的第一插槽,所述第一插槽内插装有一与之适配的第一活块,在第一活块面向型腔的一侧面上开设有与第二安装块适配的第二腔体。
5.如权利要求4所述的三通阀体生产模具,其特征在于:所述前部模和后部模均还包括用于正对于第二出口的侧模,所述型腔对应于第二出口的一端沿第二出口的轴向方向贯通中模以形成第二开口,所述侧模封堵于第二开口处;
6.如权利要求5所述的三通阀体生产模具,其特征在于:正对于所述第三安装块的所述侧模上对应于第三安装块的位置处自第三通口的内壁沿第三通口的径向方向开设有连通型腔的第二插槽,所述第二插槽内插装有一与之适配的第二活块,在第二活块面向型腔的一侧面上开设有与第三安装块适配的第三腔体。
7.如权利要求3所述的三通阀体生产模具,其特征在于:两所述中模相向的一侧面上均设置有同心的两定位槽,两所述定位槽相对于型腔呈对角分布。
8.如权利要求1所述的三通阀体生产模具,其特征在于:
9.如权利要求8所述的三通阀体生产模具,其特征在于:所述第二模芯包括用于堵住第二通口的第二端板以及延伸至第二通口和型腔内的与第一出口内轮廓适配的第二内模块,所述第二内模块延伸至型腔内的一端抵靠于第一内模块上。
10.如权利要求9所述的三通阀体生产模具,其特征在于:所述第三模芯包括用于堵住第三通口的第三端板以及延伸至第三通口和型腔内的与第二出口内轮廓适配的第三内模块,所述第一内模块和轴芯延伸至型腔内的一端均抵靠于第三内模块延伸至型腔内的一端。
技术总结本技术涉及阀体模具领域并公开了三通阀体生产模具,包括能够相互扣合设置的前部模和后部模,前部模和后部模上分别形成有型腔,前部模和后部模上均分别形成有连通型腔的第一通口、第二通口和第三通口,前部模和后部模之一上开设有注料口;第一通口处设有第一模芯,第二通口处设有第二模芯,第三通口处设有第三模芯;第一模芯包括轴芯以及至少三个第一内模块。通过轴芯和各第一内模块之间的配合,首先取出与三通阀体无接触的轴芯,如此可在不破坏阀体本体的前提下给各第一内模块提供多方向移动空间,使得各部分尺寸不一的第一内模块能够相对于进口从多方向移动脱模,从而避开与阀体本体之间的挤压碰撞里面破坏阀体本体,大大降低了脱模难度。技术研发人员:叶少文受保护的技术使用者:湖北忠和冶金机械制造股份有限公司技术研发日:20231116技术公布日:2024/7/18本文地址:https://www.jishuxx.com/zhuanli/20240720/267303.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表