一种毛坯球自动装载系统、装载方法与流程
- 国知局
- 2024-08-01 04:40:08
本申请属于氮化硅陶瓷球加工,尤其是涉及一种毛坯球自动装载系统及采用该装载系统的装载方法。
背景技术:
1、氮化硅陶瓷具有高耐磨、高强度、耐高温和耐腐蚀的性质,并具有电磁绝缘的良好性能,作为轴承滚动体广泛存在于各类高精密轴承中,与传统钢制轴承球相比,氮化硅陶瓷球质量更轻,高速旋转时具有更小的惯量影响,可提高轴承的极限转速,降低振动,延长轴承的使用寿命。
2、氮化硅陶瓷球在制备过程中,是将氮化硅粉体倒入压球成型设备中,制备出氮化硅陶瓷毛坯球,而后将氮化硅陶瓷毛坯球装入海绵装料板,再将海绵装料板装入密封袋,经过冷等静压形成致密的氮化硅陶瓷毛坯球,再经过烧结、加工、检验等系列工序形成氮化硅陶瓷球成品。其中将氮化硅陶瓷毛坯球装入海绵装料板工序,传统的是采用人工的方法,该方法不仅生产效率低,人工成本较高。
技术实现思路
1、本申请提供一种毛坯球自动装载系统、装载方法,以解决现有技术中采用人工操作导致工作效率低的技术问题。
2、为解决至少一个上述技术问题,本申请采用的技术方案是:
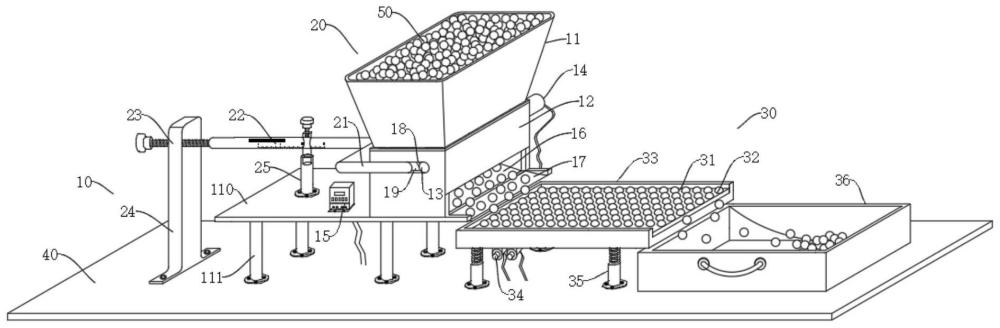
3、一种毛坯球自动装载系统,具有:
4、下料单元,其配设有互通连接的漏斗及下料仓,用于承载并下料毛坯球;
5、调整单元,其构置有与所述下料仓交叉配合的进给板,在所述下料仓靠近其下料口一侧还配设有与所述进给板对位设置的圆柱棒;
6、装载单元,其配设有与所述下料仓的出口连接的装料板,所述装料板上构置有若干定位洞;
7、调整所述进给板与所述圆柱棒之间的缝隙,以适配不同毛坯球落料时所用的下料口宽度,驱动所述圆柱棒单向旋转以带动毛坯球滚动,使毛坯球从缝隙处分选下落,自动装入处于振动状态中所述装料板上的定位洞中。
8、进一步的,所述进给板横向构置在所述下料仓的仓体上,并沿所述下料仓宽度方向,与构置于所述下料仓仓体上的轨道配合移动;所述进给板构置在所述下料仓中远离所述装料板的一侧。
9、进一步的,所述下料仓被置于桌板上,其下料口被构置于所述桌板的一端,并与所述装料板的一端无缝隙连接;
10、优选地,在所述下料仓仓体的端部设有用于驱动所述圆柱棒的电机,以使所述圆柱棒沿所述下料仓的长度方向为轴向进行单向转动;
11、优选地,在所述桌板上远离所述电机的一侧,配设有用于控制装载系统的继电器,所述继电器与所述电机电连接。
12、进一步的,在所述下料仓的下料口的正下方配设有多级导向坡,包括一级导向坡和二级导向坡,其中,所述一级导向坡被构置在所述下料仓仓体内;所述二级导向坡被构置在所述下料仓仓体外。
13、进一步的,所述一级导向坡被构造为朝所述下料仓出口倾斜的斜面结构,且其倾斜角度为25-60°;
14、优选地,所述二级导向坡被构造为弧面结构,且其坡面高度不超过20mm;
15、优选地,所述装料板与所述二级导向坡具有位置差,所述装料板的高度低于所述二级导向坡的高度。
16、进一步的,所述调整单元还包括具有刻度的推柱,其一端穿过竖向设置的固定架与所述进给板连接,另一端通过长柄杆与支撑架连接;
17、所述固定架的上端面配设有被所述推柱穿过的圆形孔;
18、旋转所述长柄杆以驱动所述推柱顶推所述进给板朝靠近或远离所述装料板一侧移动,以调整所述下料仓中下料口的宽度;
19、优选地,所述支撑架和所述固定架并行设置,均位于所述进给板的中线处;且所述固定架的下端面固设于所述桌板上。
20、进一步的,所述装载单元还包括:
21、振动台,其上端面由三侧凸台围成的放置区,所述装料板被配设于所述放置区内,其开口侧朝远离所述下料仓一侧设置;
22、支撑柱,用于支撑所述振动台于底板上,其上设有弹性件;
23、在所述振动台的下端面配设有两组振动电机,以驱动所述振动台水平振动,使毛坯球能自动落入所述定位洞内。
24、进一步的,还设有用于回收未装载于所述定位洞内的毛坯球的收集仓,其被构造在所述放置区的开口侧处;所述收集仓的位置低于所述装料板的高度。
25、一种毛坯球自动装载方法,步骤包括:
26、调整进给板与圆柱棒之间的间隙距离,并使进给板与圆柱棒之间的间距等于所述进给板的位移量;
27、将毛坯球堆放于漏斗中;
28、驱动圆柱棒单向旋转以带动毛坯球滚落下料,并振动装料板,使下落的毛坯球随振动的装料板移动,自动装载于装料板上的定位洞中。
29、进一步的,所述进给板的位移量等于毛坯球直径加0.5-1.0mm;
30、在运行过程中,一个运行周期包括工作时间及停歇时间,其中,随着毛坯球直径的增加,其工作时间延长,且其停歇时间缩短;
31、随着毛坯球直径的增加,用于驱动圆柱棒旋转的电机的减速比逐步减小。
32、采用本申请设计的一种毛坯球自动装载系统,可针对不同规格的陶瓷毛坯球,实现自动装载于相应规格的装料板内,不仅结构简单、易于控制,而且安全可靠,稳定性高,装载效果好且效率高,降低生产成本。本申请还提出一种毛坯球自动装载方法。
技术特征:1.一种毛坯球自动装载系统,其特征在于,具有:
2.根据权利要求1所述的一种毛坯球自动装载系统,其特征在于,所述进给板横向构置在所述下料仓的仓体上,并沿所述下料仓宽度方向,与构置于所述下料仓仓体上的轨道配合移动;所述进给板构置在所述下料仓中远离所述装料板的一侧。
3.根据权利要求1或2所述的一种毛坯球自动装载系统,其特征在于,所述下料仓被置于桌板上,其下料口被构置于所述桌板的一端,并与所述装料板的一端无缝隙连接;
4.根据权利要求3所述的一种毛坯球自动装载系统,其特征在于,在所述下料仓的下料口的正下方配设有多级导向坡,包括一级导向坡和二级导向坡,其中,所述一级导向坡被构置在所述下料仓仓体内;所述二级导向坡被构置在所述下料仓仓体外。
5.根据权利要求4所述的一种毛坯球自动装载系统,其特征在于,所述一级导向坡被构造为朝所述下料仓出口倾斜的斜面结构,且其倾斜角度为25-60°;
6.根据权利要求4-5任一项所述的一种毛坯球自动装载系统,其特征在于,所述调整单元还包括具有刻度的推柱,其一端穿过竖向设置的固定架与所述进给板连接,另一端通过长柄杆与支撑架连接;
7.根据权利要求1所述的一种毛坯球自动装载系统,其特征在于,所述装载单元还包括:
8.根据权利要求7所述的一种毛坯球自动装载系统,其特征在于,还设有用于回收未装载于所述定位洞内的毛坯球的收集仓,其被构造在所述放置区的开口侧处;所述收集仓的位置低于所述装料板的高度。
9.一种毛坯球自动装载方法,其特征在于,步骤包括:
10.根据权利要求9所述的一种毛坯球自动装载方法,其特征在于,所述进给板的位移量等于毛坯球直径加0.5-1.0mm;
技术总结一种毛坯球自动装载系统、装载方法,具有:下料单元,其配设有互通连接的漏斗及下料仓,用于承载并下料毛坯球;调整单元,其构置有与下料仓交叉配合的进给板,在下料仓靠近其下料口一侧还配设有与进给板对位设置的圆柱棒;装载单元,其配设有与下料仓的出口连接的装料板,装料板上构置有若干定位洞;调整进给板与圆柱棒之间的缝隙,以适配不同毛坯球落料时的下料口宽度,驱动圆柱棒单向旋转以带动毛坯球滚动,使毛坯球从缝隙处分选下落,自动装入处于振动状态中的定位洞中。本申请可针对不同规格的陶瓷毛坯球,实现自动装载于相应规格的装料板内,不仅结构简单、易于控制,而且安全可靠,稳定性高,装载效果好且效率高,降低生产成本。技术研发人员:李庆利,刘璐受保护的技术使用者:河南本港氮化物科技有限公司技术研发日:技术公布日:2024/7/18本文地址:https://www.jishuxx.com/zhuanli/20240723/216432.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表