一种双通道冲压框架自动光学检测装置的制作方法
- 国知局
- 2024-07-29 10:50:56
本技术属于检测装置,特别是涉及一种用于检测芯片冲压框架的尺寸和表面质量的双通道冲压框架自动光学检测装置。
背景技术:
1、传统的冲压框架自动光学检测机台采用单工位布局设计,芯片冲压框架在传输、检测等各个模组之间依次流转进行检测冲压框架的尺寸和表面质量,在一块冲压框架完成检测之前,其他模组处于停滞状态,生产效率低,空间占比大,不利于冲压框架的快速、高效检测。
技术实现思路
1、本实用新型目的在于针对现有的单工位的冲压框架自动光学检测机台存在的缺陷,提供一种能够有效提高工作效率,双线同时工作,互不影响的双通道冲压框架自动光学检测装置。
2、本实用新型为实现上述目的,采用如下技术方案:
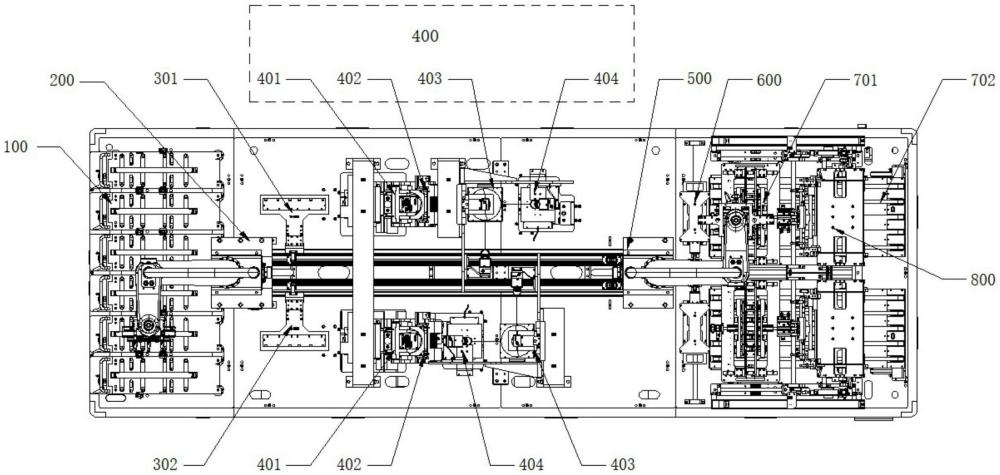
3、一种双通道冲压框架自动光学检测装置,其特征在于:依次包括多个上料仓,设置在轴线上的上料四轴机器人模组,分布轴线两侧的两套的产品治具,分布轴线两侧的两套光学检测模组,设置在轴线上的下料四轴机器人模组,设置在轴线两侧的不良品仓,设置在轴线两侧的良品收料单元缓冲仓,和产品传送流道;冲压框架在所述上料仓,经所述上料四轴机器人模组夹持上料至所述光学检测模组进行检测后,再经下料四轴机器人模组夹持放置入所述不良品仓或良品收料单元缓冲仓堆叠,最后经所述产品传送流道传出。通过上料机构与多个上料仓配合轮流抓取冲压框架分别传输至两套光学检测模组同时进行光学检测,并根据检测结果放入不同的料仓,分隔、堆叠后传出。该装置实现了双通道同时运行,两个通道之间互不干扰,大大提高了工作效率,减少了各个模组之间的等待时间。
4、其进一步特征在于:所述光学检测模组包括正面线扫单元,背面线扫单元,尺寸检测模组,镀银检测单元。通过正面线扫单元、背面线扫单元、尺寸检测模组分别检测冲压框架正反面的表面质量和尺寸。通过镀银检测单元检测冲压框架镀银是否完全,是否有溢出。
5、进一步的:所述良品收料单元缓冲仓和产品传送流道之间设置有放隔纸模组。为了防止检测合格的冲压框架堆叠时相互之间的擦伤,因此,通过放隔纸模组在冲压框架之间放置隔纸进行分隔防护。
6、进一步的:所述放隔纸模组包括隔纸仓,隔纸抓手和抓手移动模组;所述隔纸仓用于存放隔纸,所述隔纸抓手包括隔纸吸嘴,所述隔纸吸嘴设置在翻转机构上;所述抓手移动模组驱动所述隔纸抓手前后移动。隔纸抓手上的隔纸吸嘴翻转吸取隔纸仓内的隔纸,再通过移动模组驱动移动至良品收料单元缓冲仓,将隔纸放置在两个冲压框架之间。
7、优选的:所述翻转机构为翻转气缸驱动转动的翻转轴;所述翻转轴上设置有伸缩气缸;所述隔纸吸嘴连接在所述伸缩气缸上。翻转气缸驱动翻转轴转动,带动隔纸吸嘴翻转。伸缩气缸带动隔纸吸嘴移动至隔纸仓位置。
8、优选的:所述隔纸抓手设置在导向轴上,所述隔纸抓手通过移动电机驱动在所述导向轴上移动,使得隔纸抓手在隔纸仓和良品收料单元缓冲仓之间移动。
9、本实用新型通过设置双通道的检测机构,实现两个通道同时进行冲压框架的检测,且相互之间互不干扰,大大提高了工作效率,减少了各个模组之间的等待时间。
技术特征:1.一种双通道冲压框架自动光学检测装置,其特征在于:依次包括多个上料仓,设置在轴线上的上料四轴机器人模组,分布轴线两侧的两套的产品治具,分布轴线两侧的两套光学检测模组,设置在轴线上的下料四轴机器人模组,设置在轴线两侧的不良品仓,设置在轴线两侧的良品收料单元缓冲仓,和产品传送流道;冲压框架在所述上料仓,经所述上料四轴机器人模组夹持上料至所述光学检测模组进行检测后,再经下料四轴机器人模组夹持放置入所述不良品仓或良品收料单元缓冲仓堆叠,最后经所述产品传送流道传出。
2.如权利要求1所述的双通道冲压框架自动光学检测装置,其特征在于:所述光学检测模组包括正面线扫单元,背面线扫单元,尺寸检测模组,镀银检测单元。
3.如权利要求1或2所述的双通道冲压框架自动光学检测装置,其特征在于:所述良品收料单元缓冲仓和产品传送流道之间设置有放隔纸模组。
4.如权利要求3所述的双通道冲压框架自动光学检测装置,其特征在于:所述放隔纸模组包括隔纸仓,隔纸抓手和抓手移动模组;所述隔纸仓用于存放隔纸,所述隔纸抓手包括隔纸吸嘴,所述隔纸吸嘴设置在翻转机构上;所述抓手移动模组驱动所述隔纸抓手前后移动。
5.如权利要求4所述的双通道冲压框架自动光学检测装置,其特征在于:所述翻转机构为翻转气缸驱动转动的翻转轴;所述翻转轴上设置有伸缩气缸;所述隔纸吸嘴连接在所述伸缩气缸上。
6.如权利要求4所述的双通道冲压框架自动光学检测装置,其特征在于:所述隔纸抓手设置在导向轴上,所述隔纸抓手通过移动电机驱动在所述导向轴上移动。
技术总结一种双通道冲压框架自动光学检测装置,其特征在于:依次包括多个上料仓,设置在轴线上的上料四轴机器人模组,分布轴线两侧的两套的产品治具,分布轴线两侧的两套光学检测模组,设置在轴线上的下料四轴机器人模组,设置在轴线两侧的不良品仓,设置在轴线两侧的良品收料单元缓冲仓,和产品传送流道;冲压框架在所述上料仓,经所述上料四轴机器人模组夹持上料至所述光学检测模组进行检测后,再经下料四轴机器人模组夹持放置入所述不良品仓或良品收料单元缓冲仓堆叠,最后经所述产品传送流道传出。本技术通过设置双通道的检测机构,实现两个通道同时进行冲压框架的检测,且相互之间互不干扰,大大提高了工作效率,减少了各个模组之间的等待时间。技术研发人员:张松,吴忠其,李毛惠,蒋腾飞,马浩锋受保护的技术使用者:江阴新基电子设备有限公司技术研发日:20231108技术公布日:2024/6/20本文地址:https://www.jishuxx.com/zhuanli/20240725/133524.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表