框胶分拣装盒机的制作方法
- 国知局
- 2024-07-29 11:26:09
:本技术涉及自动化,特指一种框胶分拣装盒机。
背景技术
0、背景技术:
1、圆刀机,属于模切机的其中一种,又称轮转机,轮转模切机,滚刀机等,因所使用刀模是用实体的金属圆柱体加工而成,与平刀刀模相区别而得名圆刀机,它以圆刀的形式连续旋转模切加工,是模切机中生产效率最高的设备之一。
2、电子行业的生产中,包含大量胶框的模切件,片状的胶框采用圆刀机生产,完成模切后将胶框(即膜片、胶框)等间隔的膜纸上,并将膜纸收卷呈卷料,以便运输和存放。后期使用时,通过将剥离分拣设备将胶框从膜纸上分离出来,并排除不良品、挑选出良品,并将良品胶框进行传送。
3、本发明人提出过专利号为202010108771.8的中国发明专利,本专利公开一种剥离分拣设备,其包括:机壳;剥离排不良机构,包括基架及真空吸附台、剥离模组、收卷模组、不良检测模组及排不良模组,排不良模组包括安装于基架上的转轴、安装于转轴下端的排不良压板和用于驱动转轴转动的伺服电机;良品输送带,其安装于剥离模组旁侧;下料机构,包括第一架体、导向板模组和呈上下两层分布并交叉挡料的第一、第二挡料组件,导料空间上端开口对接良品输送带;第一挡料组件包括安装于第一架体上端两侧的第一、第二直线驱动模组及分别安装于第一、第二直线驱动模组上的第一、第二挡板;第二挡料组件包括第三、第四直线驱动模组及分别安装于第三、第四直线驱动模组上并的第三、第四挡板;出料输送带,其安装于下料机构下方。
4、本实用新型人在应用该下料机构的过程中,发现以下的问题:由于上述剥离分拣设备通过下料机构将接收并堆叠良品胶框,然后将成叠的良品胶框落在出料输送带上,以此达到按量堆叠良品胶框,并且将堆叠良品胶框进行出料,后期还是需要人工装盒,其劳动强度大,且工作效率低,不利于提高生产力。
5、有鉴于此,本实用新型人经过不断的研发、实验,再提出以下技术方案。
技术实现思路
0、技术实现要素:
1、本实用新型的目的在于克服现有技术的不足,提供一种框胶分拣装盒机。
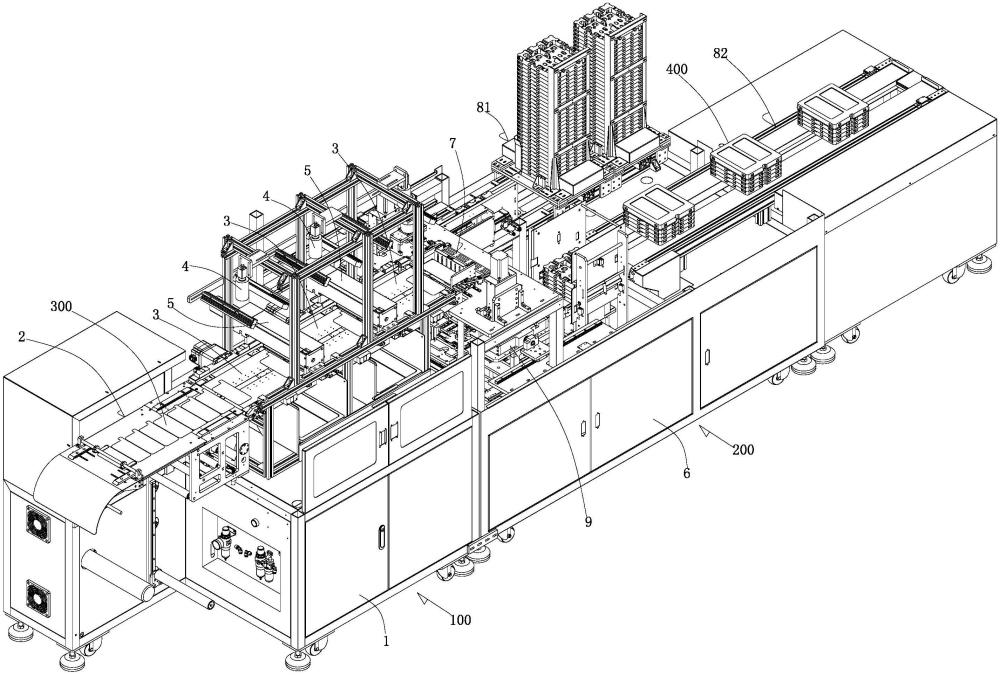
2、为了解决上述技术问题,本实用新型采用了下述技术方案:该框胶分拣装盒机包括相互对接的一号机和二号机,其中,所述一号机包括有第一机座、安装于该第一机座上用于对框胶进行上料的上料装置、至少两个安装于上料装置旁侧并依次对接的高速传送模组、至少两个安装于该高速传送模组上端并用于通过拍照检测框胶是否合格的视觉检测模组和用于将不合格框胶剔除的高速分拣机构,其中一个视觉检测模组与一个高速传送模组对应安装;所述二号机包括有第二机座、安装于该第二机座上并用于接收由最后一个高速传送模组传送过来的合格框胶的高速接片模组、用于传输空的料盒的空盒上料机构、用于将高速接片模组接收到并堆叠好的框胶组转移并装载到空的盒上的中转翻转装盘装置以及用于将装有框胶的料盒输送出去的料盒输出机构。
3、进一步而言,上述技术方案中,所述中转翻转装盘装置包括以可前后方式安装于第二机座上的移动架、安装于第二机座上并用于驱动该移动架移动的第一电机驱动机构、以可转动安装于该移动架中的翻转座、安装于移动架上并用于控制该翻转座翻转角度的第二电机驱动机构、安装于翻转座中并有用于接收堆叠好的框胶组的过渡仓、穿设于该过渡仓中并可限位过渡仓中的框胶组的第一闸门和第二闸门、安装于该翻转座上并分别用于驱动该第一闸门和第二闸门相对移动的第五直线驱动模组和第六直线驱动模组。
4、进一步而言,上述技术方案中,所述高速传送模组包括第一架体、安装于该第一架体两端的第一皮带转筒和第二皮带转筒以及用于驱动该第一皮带转筒或第二皮带转筒转动的电机组件和设置于该第一架体外部并与第一皮带转筒和第二皮带转筒套接的皮带,所述皮带包括有间隔并列分布且同步运转的第一皮带和第二皮带,该第一皮带上设置有多组间隔分布的第一吸附孔,该第二皮带上设置有多组间隔分布的第二吸附孔,所述第一架体内设置有与第一吸附孔和第二吸附孔适配的真空发生器;且该第一吸附孔和第二吸附孔分别吸附定位在第一皮带和第二皮带上传送的同一框胶的两端。
5、进一步而言,上述技术方案中,所述第一架体两端还设置有第一防护板和第二防护板,该第一防护板包围在第一皮带转筒及第一皮带和第二皮带的一侧,且该第一防护板与第一皮带和第二皮带的一侧之间形成有第一间隙;该第二防护板包围在第二皮带转筒及第一皮带和第二皮带的另一侧,且该第二防护板与第一皮带和第二皮带的另一侧之间形成有第二间隙。
6、进一步而言,上述技术方案中,所述第一防护板以可调节前后位置的方式安装于第一架体的一端;所述第二防护板以可调节前后位置的方式安装于第一架体的另一端;所述第一防护板端部设置有一用于防止框胶被传送至第一皮带和第二皮带的一侧与第一防护板之间的间隙的第一导向片,该第一导向片压入第一皮带和第二皮带的一侧的间隔中,且该第一皮带和第二皮带表面凸显于第一导向片端部表面之外,其中,所述第一皮带转筒上还设置有第一让位槽;所述第一导向片端部置于该第一让位槽中;所述第二防护板端部设置有一用于防止框胶被传送至第一皮带和第二皮带的另一侧与第二防护板之间的间隙的第二导向片,该第二导向片压入第一皮带和第二皮带的另一侧的间隔中,且该第一皮带和第二皮带表面凸显于第二导向片端部表面之外,其中,所述第二皮带转筒上还设置有第二让位槽;所述第二导向片端部置于该第二让位槽中。
7、进一步而言,上述技术方案中,所述第一皮带内侧设置有复数连续分布的第一导向凸起,所述第一皮带转筒和第二皮带转筒的一端分别设置有与第一导向凸起适配并供该第一导向凸起穿过的第一导向槽和第二导向槽;所述第二皮带内侧设置有复数连续分布的第二导向凸起,所述第一皮带转筒和第二皮带转筒的另一端分别设置有与第二导向凸起适配并供该第二导向凸起穿过的第三导向槽和第四导向槽;所述第一架体上端面四个角部分别设置有第一导向座、第二导向座、第三导向座、第四导向座,所述第一架体下端面四个角部分别设置有第五导向座、第六导向座、第七导向座、第八导向座,其中,该第一导向座、第二导向座、第三导向座、第四导向座、第五导向座、第六导向座、第七导向座、第八导向座均具有贯通前后端面并供第一导向凸起或第二导向凸起穿过的导槽;所述第一导向座的导槽、第四导向座的导槽、第五导向座的导槽、第八导向座的导槽、第一导向槽、第三导向槽位于同一竖直平面;所述第二导向座的导槽、第三导向座的导槽、第六导向座的导槽、第七导向座的导槽、第二导向槽、第四导向槽位于同一竖直平面。
8、进一步而言,上述技术方案中,所述高速分拣机构包括:第二架体;用于阻挡胶框以驱使胶框由水平方向向竖直方向换向的挡板,该挡板通过导向模组以可上下移动的方式安装于该第二架体中;驱动模组,其包括安装于第二架体中的驱动轴、用于驱动该驱动轴旋转的第一伺服电机以及连接于该驱动轴与挡板之间的曲柄连动结构,该驱动轴在转动过程中通过曲柄连动结构驱使该挡板上下移动;所述第二架体中还设置有用于对被挡板阻挡的胶框的端部喷气以驱使该胶框由水平方向向竖直方向换向的喷气模组。
9、进一步而言,上述技术方案中,所述喷气模组包括有固定于该第二架体中的供气座以及多个以可调节角度的方式安装于该供气座上的喷气嘴,该供气座具有气路,该喷气嘴连通该气路,该喷气嘴位于挡板前方。
10、进一步而言,上述技术方案中,所述挡板下端弯折呈弧形的挡片,该挡片具有凹陷的弧形阻挡面;所述挡片设置有多个竖直分布的条形槽,且该条形槽贯穿该挡片下边缘。
11、进一步而言,上述技术方案中,所述曲柄连动结构包括有曲柄、连动块、第一连动轴和第二连动轴,该曲柄一端与第一连动轴形成可转动连接,该曲柄另一端与第二连动轴形成可转动连接,该连动块一端与第一连动轴固定连接,该连动块另一端与驱动轴固定连接,该第二连动轴与挡板上端固定连接;所述曲柄一端设置有第五轴承,所述第一连动轴固定穿设于该第五轴承的内圆中;该曲柄另一端设置有第六轴承,所述第二连动轴固定穿设于该第六轴承的内圆中。
12、采用上述技术方案后,本实用新型与现有技术相比较具有如下有益效果:一号机工作时,上料装置不断对框胶进行上料至高速传送模组,该高速传送模组则不断对框胶进行高速传送,当视觉检测模组通过拍照检测框胶是合格产品时,该框胶则被继续传送;当视觉检测模组通过拍照检测框胶是不合格产品时,不合格的框胶则被高速分拣机构剔除,而不能被继续传送,达到分拣的目的,且至少进行两道检测和剔除不合格产品的工位,其能够保证本实用新型的工作质量,避免出现不合格的框胶被传送到二号机。所述二号机工作时,合格的框胶被传送到二号机时,由高速接片模组接收由最后一个高速传送模组传送过来的合格的框胶,并将框胶堆叠后整叠传送到中转翻转装盘装置,同时,该空盒上料机构将空的料盒传送到中转翻转装盘装置下方,而该中转翻转装盘装置将整叠框胶翻转后,再将整叠框胶送入空的料盒中,达到装盘的目的,最后再由料盒输出机构将装有框胶的料盒输送出去,达到全自动生产的目的。
本文地址:https://www.jishuxx.com/zhuanli/20240725/136159.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表