一种劈刀清洗及检测方法与流程
- 国知局
- 2024-07-29 13:07:43
本发明属于劈刀清洗,尤其是涉及一种劈刀清洗及检测方法。
背景技术:
1、劈刀在键合的过程中会有积铝产生,因此在一定寿命的情况下需要进行清洗;清洗过程是人工将需要清洗的劈刀放置到氢氧化钠23.5%的溶液后使用吹风枪吹干,然后通过人工目检的方式判断劈刀是否可以清洗完后是否可以继续使用,这种操作模式存在以下问题:第一,需要大量人工操作,且风枪吹干的过程容易造成灰尘附着和杂质残留,影响劈刀的后续使用;第二,人工通过显微镜对劈刀清洗程度及磨损情况进行判定,浪费时间工作效率低下,人工判定方法存在主观判断,影响判定的准确性。
技术实现思路
1、有鉴于此,本发明旨在提出一种劈刀清洗及检测方法,以期解决上述部分技术问题中的至少之一。
2、为达到上述目的,本发明的技术方案是这样实现的:
3、本发明第一方面提供了一种劈刀清洗及检测方法,包括以下步骤:
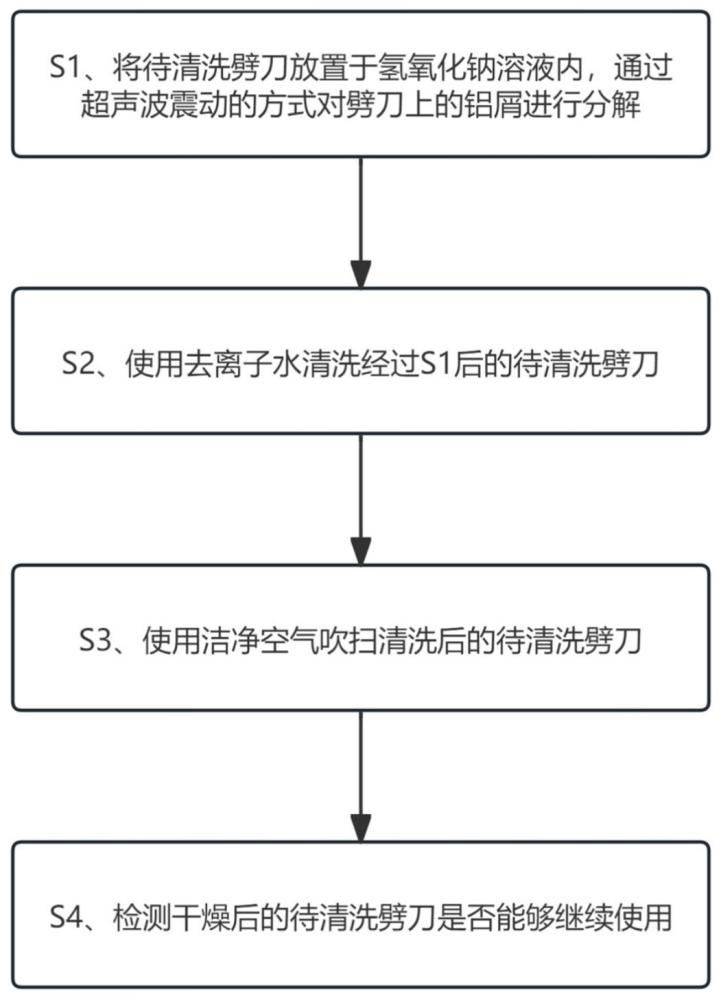
4、s1、将待清洗劈刀放置于氢氧化钠溶液内,通过超声波振动的方式对劈刀上的铝屑进行分解;
5、s2、使用去离子水清洗经过s1后的待清洗劈刀;
6、s3、使用洁净空气吹扫清洗后的待清洗劈刀;
7、s4、检测干燥后的待清洗劈刀是否能够继续使用;
8、s4的具体步骤如下:
9、s41、采集劈刀的工作端面图像输入至识别模型识别出劈刀的外形尺寸;
10、s42、通过平面扫描的方式计算劈刀工作端面的平面高差;
11、s43、扫描得到劈刀工作端面的面积;
12、根据劈刀的外形尺寸、劈刀工作端面的平面高差、面积,判断干燥后的待清洗劈刀是否能够继续使用。
13、进一步的,所述s4包括以下步骤:
14、s41的具体步骤如下,采集干燥后的待清洗劈刀的工作端面图像,根据图像测量劈刀的高度、内边宽度、外边宽度是否满足设定长度阈值;
15、如果满足宽度设定阈值则进入步骤s42;
16、否则判定劈刀无法使用;
17、s42的具体步骤如下,使用平面扫描方式,扫描劈刀工作端面计算得到平面高差;
18、如果平面高差小于高度设定阈值,则进入步骤s43;
19、否则判定劈刀未清洗干净,返回步骤s1重新进行清洗;
20、s43的具体步骤如下,使用激光扫描劈刀工作端面的面积,根据扫描得到的面积与理论面积计算磨损率;
21、如果磨损率小于磨损阈值,则判定劈刀合格可以继续使用;
22、否则判定劈到不能继续使用。
23、进一步的,所述s41包括以下步骤:
24、s411、采集干燥后的待清洗劈刀的工作端面图像;
25、s412、将s411采集到的图像输入至识别模型;
26、s413、识别模型输出劈刀的高度、内边宽度、外边宽度;
27、s414、如果s413识别出的劈刀的高度的范围在920um至940um之间,且内边宽度的范围在450um至460um之间,且外边宽度的范围在740um至750um之间,则判定为满足设定长度阈值;进入步骤s42;
28、否则判定劈刀无法使用。
29、进一步的,所述识别模型的训练过程如下:
30、a1、采集历史图像,历史图片包括未使用的劈刀工作端面图像及清洗后的劈刀工作端面图像,为每个历史图像添加劈刀的高度标签、内边宽度标签、外边宽度标签;
31、a2、将历史图像进行灰度转换,将历史图像转换为灰度图像;
32、a3、通过索贝尔算子计算历史图像亮度的空间梯度检测并标记工作端面边缘;
33、a4、根据a3中检测到的工作端面边缘做矩形,剪裁去除矩形外的图像生成测量图像;
34、a5、提取测量图像的特征;
35、测量图像的特征包括测量图像宽度的像素值、测量图像高度的像素值、测量图像中两个劈刀结构内边缘间距的像素值;
36、外边宽度标签为测量图像宽度的像素值乘以系数,劈刀的高度标签为测量图像的像素值乘以系数,内边宽度标签为测量图像中两个劈刀结构内边缘间距的像素值乘以系数;
37、a6、使用a5提取到的特征及历史图片的标签训练卷积神经网络模型,生成识别模型。
38、进一步的,所述历史图中劈刀的高度标签、内边宽度标签、外边宽度标签通过测量未使用劈刀得到。
39、进一步的,所述s42包括以下步骤:
40、s421、使用平面扫描设备扫描劈刀的工作端面,记录的高度数据;
41、s422、根据高度数据生成波形图,计算波形图中最大高度与最小高度的差值的绝对值作为平面高差;
42、如果平面高差小于0.02mm,则,则进入步骤s43;
43、否则判定劈刀未清洗干净,返回步骤s1重新进行清洗。
44、进一步的,所述s43包括以下步骤:
45、s431、使用激光扫描设备对劈刀的工作端面进行扫描,获取工作端面的三维数据;
46、s432、根据s431扫描得到的三维数据,计算劈刀工作端面的实际面积;
47、s433、计算磨损率,计算公式如下:
48、磨损率=(理论面积-实际面积)/理论面积;
49、其中理论面积为未经使用的劈到工作端面的面积;
50、s434、如果磨损率小于磨损阈值,则判定劈刀合格可以继续使用;
51、否则判定劈到不能继续使用;
52、磨损阈值的取值范围为3%-6%。
53、本发明第二方面提供了一种电子设备,包括处理器以及与处理器通信连接,且用于存储所述处理器可执行指令的存储器,所述处理器用于执行上述第一方面所述的方法。
54、本发明第三方面提供了一种服务器,包括至少一个处理器,以及与所述处理器通信连接的存储器,所述存储器存储有可被所述至少一个处理器执行的指令,所述指令被所述处理器执行,以使所述至少一个处理器执行如第一方面所述的方法。
55、本发明第四方面提供了一种计算机可读取存储介质,存储有计算机程序,所述计算机程序被处理器执行时实现第一方面所述的方法。
56、相对于现有技术,本发明所述的一种劈刀清洗及检测方法具有以下有益效果:
57、(1)本发明所述的一种劈刀清洗及检测方法,通过对待清洗劈刀进行清洗,防止杂质的残留,使用洁净空气吹扫清洗后的待清洗劈刀,防止了灰尘的附着,通过首先判断劈刀的高度、内边宽度、外边宽度是否符合要求,初步判断,劈刀上的铝屑是否清洗干净,以及劈刀是否发生变形或腐蚀,然后通过平面扫描的方式进一步检测劈刀是否清洗干净,最后通过扫描面积计算磨损率的方式判定经过清洗后的劈刀能否继续使用,相较于人工目测判断而言,通过多次检测,提高了检测的效率,保证检测结果的准确性。
58、(2)本发明所述的一种劈刀清洗及检测方法,劈刀的高度、内边宽度、外边宽度通过自动识别的方式进行测量,减少人工标注图片或卡尺测量过程中可能存在主观误差,且提高了检测效率。
本文地址:https://www.jishuxx.com/zhuanli/20240725/143085.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表