钻地工具中的选择性浸取热稳定切削元件、具有选择性浸取切削元件的钻地工具、以及相关方法与流程
- 国知局
- 2024-07-27 10:34:00
本公开的实施方案涉及切削元件、钻地工具以及形成切削元件的方法。
背景技术:
1、用于在地下地层中形成井筒的钻地工具可以包括固定到主体的多个切削元件。例如,固定式切削器钻地旋转钻头(例如,切削型钻头)包括多个切削元件,这些切削元件固定地附接到钻头的钻头本体上并且被配置用于通过剪切作用去除地层材料。类似地,牙轮钻地旋转钻头可以包括安装在轴承销上的构件(例如,牙轮),该轴承销从钻头体的支腿延伸,使得每个牙轮能够绕安装有牙轮的轴承销旋转。呈所谓“插入件”形式的切削元件可安装到钻头的每个锥体上,所述“插入件”构造成用于压碎和刨削动作以去除地下地层材料。利用一种或多种类型的切削元件的其他钻地工具包括,例如,取芯钻头、双中心钻头、偏心钻头、混合钻头(例如,与固定切削元件组合的滚动部件)、扩孔器、以及套管铣削工具。
2、在这种钻地工具中使用的切削元件通常包括一定体积的超硬磨料材料,典型地以多晶金刚石(“pcd”)材料的形式安装在并且结合到一个支撑基底上。多晶金刚石的表面用作所谓的多晶金刚石复合片(“pdc”)切削元件的切削面。pcd材料是包括相互键合的金刚石材料晶粒或晶体的材料。换句话讲,pcd材料包括金刚石材料晶粒或晶体之间的直接晶粒间的键。术语“晶粒”和“晶体”在本文中同义且可互换使用。
3、pdc切削元件通常如下形成:在存在第viii族金属催化剂(例如,钴、铁、镍或其合金和混合物)的情况下,在高温和高压条件下,将相对小的金刚石(合成、天然或组合)晶粒(称为“粗砂”)烧结并结合在一起,以形成pcd材料的一个或多个层(例如,“复合片”或“台”)。这些过程通常称为高温/高压(“hthp”)工艺。切削元件基底可以包括金属陶瓷材料(例如,陶瓷-金属复合材料),诸如例如钴烧结碳化钨。在一些情况下,pcd材料可以例如在hthp工艺期间形成在切削元件上。在此类情况下,在烧结期间,制成基底中的催化材料(例如钴)可以被扫掠到金刚石晶粒中,并且用作由金刚石晶粒形成金刚石台面的催化剂材料。在hthp工艺中将晶粒烧结在一起之前,粉末状催化剂材料也可以与金刚石晶粒混合。在其他方法中,金刚石台可以与支撑基底分开形成并且随后例如通过铜焊附接到支撑基底。
4、在使用常规hthp方法和常规催化剂材料形成金刚石台时,催化剂材料可以保留在金刚石晶粒之间的间隙空间中。当切削元件在使用期间被加热时,由于切削元件和地层之间的接触点处的摩擦,金刚石台中催化材料的存在可能导致金刚石台中的热损坏。其中催化材料保留在金刚石台中的多晶金刚石切削元件通常在高达约750摄氏度(750℃)的温度下是基本上热稳定的,尽管多晶金刚石台内的内应力可能在超过约350摄氏度(350℃)的温度下开始发展。该内应力至少部分地是由于金刚石台和其所结合的切削元件基底之间的热膨胀率的差异。这种热膨胀率的差异可能导致在金刚石台和基底之间的界面处的相对大的压缩和拉伸应力,并且可能导致金刚石台从基底脱层。在约750摄氏度(750℃)及以上的温度下,金刚石台内的应力可能由于金刚石台自身内的金刚石材料和催化材料的热膨胀系数的差异而显著增加。例如,钴比金刚石显著更快地热膨胀,这可能导致裂纹在金刚石台内形成和传播,最终导致金刚石台的劣化和切削元件的无效。
5、此外,在约750摄氏度(750℃)或以上的温度下,金刚石台内的一些金刚石晶体可与催化材料反应,导致金刚石晶体经历化学分解或转化为碳的另一种同素异形体。例如,金刚石晶体可以在被称为“反石墨化(back graphitization)”的反应中在金刚石晶体边界处石墨化,这可以实质上弱化金刚石台。另外,在极高的温度下,除了石墨之外,一些金刚石晶体可以转化为一氧化碳和二氧化碳。
6、为了减少与多晶金刚石切削元件中的不同热膨胀速率相关联的问题,利用浸取工艺从金刚石台中的金刚石晶粒之间的间隙空间中去除催化材料(例如钴),例如使用专门配制以从金刚石台从金刚石台中去除某些相的催化材料的酸或者酸的组合。可以从金刚石台中除去几乎或基本上所有的催化材料,或者可以仅从金刚石台的一部分中除去催化剂。已经报道了其中基本上所有催化材料已经从金刚石台中浸取的热稳定多晶金刚石台在高达约1200摄氏度(1200℃)的温度下是热稳定的。然而,还报道了这种完全浸取的金刚石台比非浸取的或部分浸取的金刚石台相对更脆并且易受剪切应力、压缩应力和拉伸应力的影响。因此,仅从金刚石台的一部分选择性地去除催化材料可具有许多优点。
7、例如,已知的是从切削面、从金刚石台的侧面(例如,“环形浸取”)或从这两者浸取催化材料,以达到金刚石台内的期望深度。已知常规的浸取金刚石台含有在浸取之后残留在金刚石台的浸取部分中的1.5wt%-2.5wt%的金属催化剂。
技术实现思路
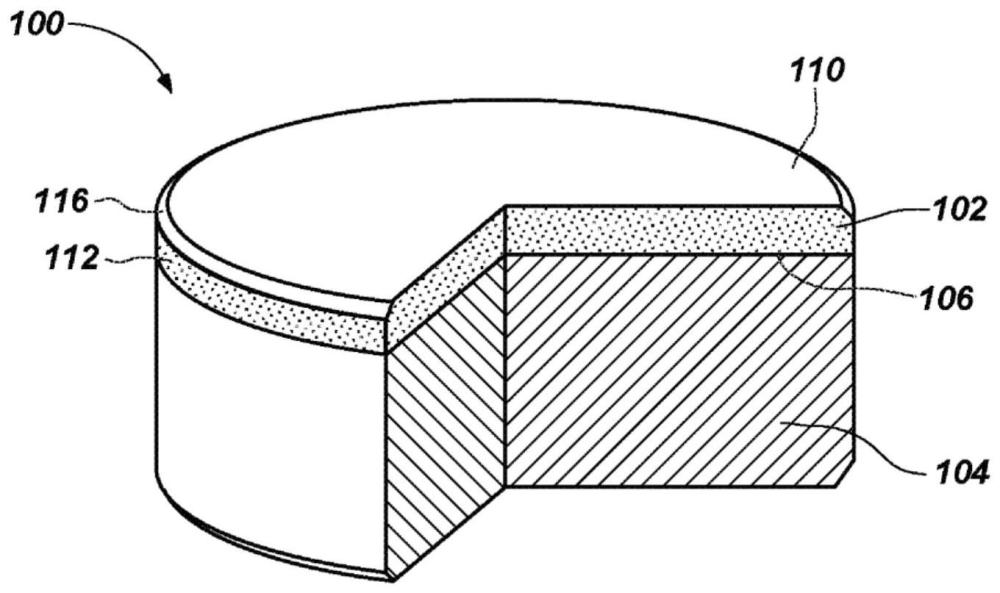
1、本文所述的实施方案包括切削元件和相关的钻地工具、结构、支撑基底以及形成切削元件、结构和支撑基底的方法。例如,根据本文所述的一个实施方案,切削元件包括支撑基底和附接到支撑基底的端部的切削台。切削台包括第一区域和第二区域。第一区域包含相互结合的金刚石颗粒并且基本上不含相互结合的金刚石颗粒之间的至少高催化金属相、相互结合的金刚石颗粒之间的间隙空间内的一种或多种非催化化合物、以及相互结合的金刚石颗粒之间的间隙空间内的空隙。第二区域包括相互结合的金刚石颗粒、在相互结合的金刚石颗粒之间的间隙空间内的一种或多种非催化化合物、以及在相互结合的金刚石颗粒之间的间隙空间内的一种或多种金属相。切削台的第一区域还包括至少约2.6wt%的元素金属含量。
2、在另外的实施方案中,形成切削元件的方法包括在基底上提供含金刚石材料。在存在均质化粘合剂的情况下烧结含金刚石材料以形成切削台。在烧结期间,将相互结合的金刚石颗粒之间的间隙空间内的均质化粘合剂的部分转化为一种或多种非催化化合物和一种或多种金属相。将所述一种或多种金属相中的一定量的至少高催化金属相从所述切削台基本上去除以达到选定深度,以形成所述切削台的基本上仅包含相互结合的金刚石颗粒、非催化化合物和空隙的第一区域。
技术特征:1.一种用于钻地工具的切削元件,所述切削元件包括:
2.根据权利要求1所述的切削元件,其中所述一种或多种非催化化合物包括具有以下化学通式的κ-碳化物沉淀:
3.根据权利要求1所述的切削元件,其中,所述切削台的所述第一区域的厚度大于约50μm。
4.根据权利要求1-3中任一项所述的切削元件,其中所述第一区域包括内部部分和外部部分,其中所述切削台的所述第一区域的所述内部部分的厚度为约50μm至约1500μm,并且其中所述切削台的所述第一区域的所述外部部分的厚度为约1000μm至约4000μm。
5.根据权利要求1-3中任一项所述的切削元件,其中在所述切削台的第二区域的所述相互结合的金刚石颗粒之间的间隙空间内的金属相包括钴、铁、镍和/或其合金中的一种或多种。
6.根据权利要求1-3中任一项所述的切削元件,其中所述切削台的所述第一区域具有从约3wt%至约6wt%的元素金属含量。
7.根据权利要求1-3中任一项所述的切削元件,其中所述切削台的所述第二区域基本上没有空隙。
8.根据权利要求1-3中任一项所述的切削元件,其中所述切削台具有倒圆切削边缘和倒角切削边缘中的一者或多者。
9.根据权利要求1-3中任一项所述的切削元件,其中所述切削台具有在约0.3mm至约5mm的范围内的厚度。
10.根据权利要求1-3中任一项所述的切削元件,其中所述切削台包括:
11.一种形成切削元件的方法,包括:
12.根据权利要求11所述的方法,还包括在所选浸取深度下方保留切削台的第二区域,所述第二区域包括相互结合的金刚石颗粒、一种或多种非催化化合物以及一种或多种金属相。
13.根据权利要求11或权利要求12所述的方法,其中基本上除去一定量的所述至少高催化金属相包括从所述相互结合的金刚石颗粒之间的间隙空间内浸取所述一种或多种金属相。
14.根据权利要求13所述的方法,其中浸取所述一种或多种金属相包括使所述切削台经受所述浸取剂,所述浸取剂包括约1体积份的hno3和3体积份的hcl至约3体积份的hno3和1体积份的hcl。
15.根据权利要求13所述的方法,其中浸取所述一种或多种金属相包括使所述切削台经受所述浸取剂,所述浸取剂包括约3体积份h2so4和约1体积份h2o2至约7体积份h2so4和约1体积份h2o2。
技术总结切削元件包括支撑基底和附接到支撑基底的端部的切削台。切削台包括第一区域和第二区域。第一区域包含相互结合的金刚石颗粒并且基本上不含至少高催化性金属化合物、在相互结合的金刚石颗粒之间的间隙空间内的一种或多种非催化性化合物、以及在相互结合的金刚石颗粒之间的间隙空间内的空隙。第二区域包括相互结合的金刚石颗粒、在相互结合的金刚石颗粒之间的间隙空间内的一种或多种非催化化合物、以及在相互结合的金刚石颗粒之间的间隙空间内的一种或多种金属相。切削台的第一区域具有至少约2.6wt%的元素金属含量。还描述了一种形成切削元件和钻地工具的方法。技术研发人员:尼古拉斯·J·莱昂斯,马克·伯德,A·罗伯森受保护的技术使用者:贝克休斯油田作业有限责任公司技术研发日:技术公布日:2024/6/26本文地址:https://www.jishuxx.com/zhuanli/20240726/114035.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表