具有末端构件的低噪声型工业轴流风扇的叶片、工业轴流风扇以及用于制造工业轴流风扇的叶片的方法与流程
- 国知局
- 2024-07-30 15:00:19
本发明涉及一种用于低噪声型工业轴流风扇(low-noise industrial axialfan)的叶片,涉及一种工业轴流风扇,并且涉及一种用于制造工业轴流风扇的叶片的方法。
背景技术:
1、众所周知,工业轴流风扇通常包括叶毂和多个叶片,这些叶片基本从叶毂沿径向方向延伸。
2、叶毂围绕轴线旋转,并且连接到电动机以经由传动系统接收旋转运动。
3、叶片设置有翼型部,使得由于电机提供的旋转而在叶片的外弧面与内弧面之间产生压力差。进而,该压力差产生沿大致平行于叶毂的轴线的方向的气流。
4、气流由于各种因素而设置成沿轴向运动,各种因素主要包括旋转速度、翼型部的形状以及叶片的联接角度。
5、与轴流风扇相关的一个常见现象是产生通常令人烦躁的噪声水平,该噪声水平优选地能消除或至少降低。噪声主要是由叶片旋转产生的空气湍流引起的并且受各种因素的影响。例如,叶片的旋转速度和形状对噪声的产生具有相当明显的影响。用于衰减风扇噪声的解决方案包括减小旋转速度,同时增加叶片的尺寸以保持所需的工作流量。此外,叶片的边缘和端部通常可以一起成形或者成形为保护关键区域中的流量并且减小湍流的形成。
6、原则上,类似的解决方案可能有利于其叶片通常通过模制而成的中小型风扇,而对于通常直径不小于一米的大型风扇则不然。事实上,大型工业风扇叶片的制造过程基于挤出成型技术和/或拉挤成型技术,这些技术具有成本效益并且能使产品具有令人满意的轻质和机械强度的特性,而通常不使用模制技术,这主要是由于模制技术成本太高。另一方面,挤出成型技术和/或拉挤成型技术存在获得的产品不能自由成形的特定问题。使用模具挤出成型和拉挤成型的产品实际上具有基本均匀且直的中空结构,并且该中空结构不容易变形、弯曲或弯折。在这些情况下,为了降低噪声水平,通常降低旋转速度并且同时增加叶片的宽度。在任何情况下,由于通过这些生产技术获得的叶片无法成形,因此不能显著降低产生的噪声。如所提及的,这一问题是大型工业风扇的典型问题,而较小的风扇叶片可以通过不同的且更灵活的技术(诸如模制)来制造。
技术实现思路
1、因此,本发明的目的是提供一种能够克服上面描述的限制并且具体地使得能够降低噪声水平的用于工业轴流风扇的叶片。
2、根据本发明,提供了一种用于工业轴流风扇的叶片,包括:
3、挤压成型或拉挤成型的翼型部,沿着叶片轴线延伸并且具有前边缘、后边缘、根部侧、末梢侧、内弧面和外弧面;以及
4、末端构件,布置成封闭末梢侧;
5、其中,末端构件在前边缘处具有在平面图视角中观察时呈倒圆的前部部分,并且在前部部分与后边缘之间具有在平面图视角中观察时呈倒圆的后部部分。
6、这种倒圆设计有助于空气在末端构件周围的循环,从而减少湍流。特别地,前边缘点的轨迹相对于空气的角度在叶片的末梢侧周围逐渐改变,从而避免突然变化和涡流的产生。
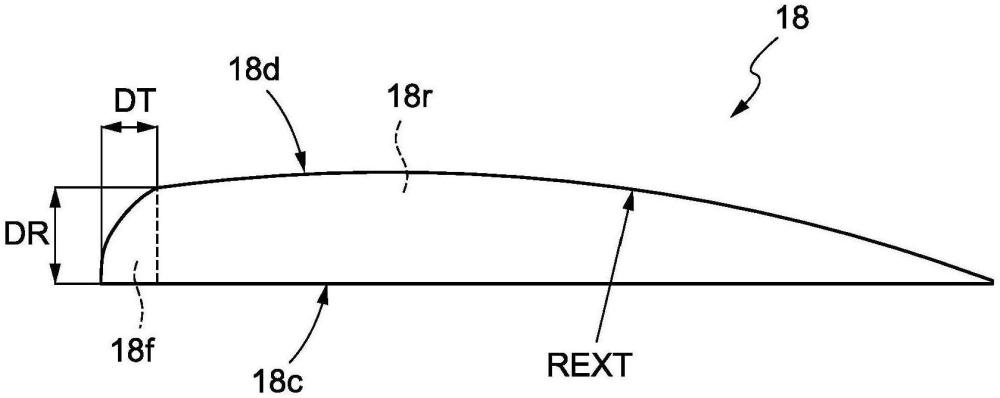
7、根据本发明的一个方面,末端构件具有外部面、与内部面相反并且联接到翼型部的内部面以及限定在内部面处的最大弦长。
8、根据本发明的一个方面,在径向方向上,末端构件的前部部分的径向尺寸的范围为最大弦长的5%至25%。
9、根据本发明的一个方面,在切向方向上,末端构件的切向尺寸的范围为最大弦长的3%至25%。
10、根据本发明的一个方面,末端构件朝向外沿叶片轴线的方向渐缩。
11、根据本发明的一个方面,末端构件具有内弧形表面、外弧形表面以及径向外部面,并且其中,内弧形表面和外弧形表面朝向彼此倾斜。
12、根据本发明的一个方面,内弧形表面和外弧形表面通过相应的倒圆拐角连接到径向外部面,这些倒圆拐角各自的弯曲半径的范围为最大弦长的0.8%至10%。
13、根据本发明的一个方面,末端构件具有与径向外部面相反并且联接到翼型部的径向内部面,并且其中,径向外部面的面积的范围为径向内部面的面积的40%至80%。
14、根据本发明的一个方面,末端构件在外部面处的最大外部厚度是末端构件在内部面处的最大内部厚度的至少50%。
15、根据本发明的一个方面,叶片包括杆,该杆具有:第一端,在插入点处穿过根部侧连接到翼型部;以及第二端,从翼型部伸出以用于联接到叶毂;
16、其中,根部侧具有倒圆的轮廓,该倒圆的轮廓具有与前边缘相邻的凹形延伸部以及与后边缘相邻的凸形延伸部;
17、其中,前边缘的根部端相对于插入点在平行于叶片轴线的方向上朝向杆的第二端伸出;
18、并且其中,翼型部在后边缘与根部侧之间的接合部处形成凸出部,并且与前边缘的根部端相比,该凸出部在平行于叶片轴线的方向上朝向杆的第二端延伸得更多。
19、从前边缘和凸出部突出的形式能够减小根部侧处的湍流,并因此降低噪声。事实上,后边缘处的凸出部以及前边缘朝向杆的与叶毂连接的端部向外延伸,即在叶片被安装的情况下朝向风扇的内部。实际上,翼型部的形式使得在使用时每个叶片的凸出部都可以与沿旋转方向紧接其后的叶片的前边缘重叠,从而保护叶片不受由根部处的回流和后边缘自然产生的湍流的影响,并从而显著降低噪声水平(甚至降低了几个分贝)。一个叶片与另一个叶片之间的重叠比例取决于轮廓的弦长/宽度、叶片的数量以及叶毂的尺寸。例如,在叶片数量较少的情况下,重叠比例可能是极小的或者不重叠,但即使在这些特定情况下,无论如何都能意识到降低噪声的优点。
20、负责降低噪声的翼型部的形式可以通过对挤出成型的条状型材(例如由铝制成)或拉挤成型的条状型材(例如由玻璃纤维制成)进行切割而容易地获得。因此,一方面,根据本发明的叶片在降低噪声方面是有效的并且能够获得与使用模制技术制造的那些叶片的结果相当的结果。另一方面,根据本发明的叶片可以用成本最低的方法(例如挤出成型或拉挤成型)来制造,然后通过切割来成形。
21、根据本发明的一个方面,凹形延伸部和凸形延伸部接合而不形成拐角。
22、不存在拐角有利于流动而不产生湍流。
23、根据本发明的一个方面,前边缘是直线的并且平行于叶片轴线。
24、有利地,前边缘可以由挤出成型或拉挤成型的翼型部的边缘直接限定。
25、根据本发明的一个方面,后边缘至少在与根部侧相邻的部分中是倒圆的。
26、根据本发明的一个方面,后边缘接合根部侧的凸形延伸部而不形成拐角。
27、同样,在后边缘处,不具有拐角的倒圆的形式也有助于减小涡流的形成,并从而降低噪声。
28、根据本发明的一个方面,翼型部包括中空的第一部分以及层状形式的第二部分,第一部分和第二部分以彼此相邻的方式从根部侧延伸到末梢侧,并且其中,第一部分限定前边缘并且第二部分限定后边缘。
29、翼型部的第一部分使得内弧面和外弧面具有所需的形式,以针对每个特定应用都能实现所需的空气动力学效果。第二部分是层状的形式并且可以根据突出偏好来容易地切割以限定后边缘。
30、根据本发明的一个方面,至少在最大弦长点周围的一个区域中,后边缘朝向外弧面弯曲。
31、由此成形的后边缘能使气流离开并且还有助于减少可能产生噪声的湍流。
32、根据本发明的一个方面,叶片包括末端构件,该末端构件布置成封闭翼型部的末梢侧并且朝向外沿叶片轴线的方向渐缩。
33、具体地,末端构件包括:内部面,联接到翼型部并且具有第一面积;以及外部面,与内部面相反并且具有比第一面积小的第二面积。
34、末端构件的朝向外部的渐缩使直接面向保持环的表面缩小,该保持环通常存在于大型轴流风扇的转子周围。这一技术还有助于降低风扇的噪声。
35、根据本发明的一个方面,末端构件具有通过相应的倒圆边缘接合到外部面的内弧形表面和外弧形表面。
36、根据本发明的一个方面,末端构件在前边缘处在平面图视角中观察时呈倒圆的。
37、根据本发明,还提供了一种工业轴流风扇,包括:叶毂,围绕旋转轴线旋转;以及多个如上所述的叶片,联接到叶毂。
38、根据本发明的一个方面,当在平面图视角中观察时,每个叶片的凸出部与沿着旋转方向紧接其后的相应的叶片的前边缘的根部端重叠。
39、叶片在风扇中的位置利用了翼型部的形状,其中前边缘的根部端和凸出部相对于杆的插入点朝向叶毂延伸。实际上,通过由此限定的叶片的布置和形状,由于所产生的湍流被偏离和/或减小而使得每个叶片所遇到的流动条件得到改善,并因此降低了噪声(甚至降低了几分贝)。
40、根据本发明的一个方面,每个叶片的根部侧的凹形延伸部是具有第一半径的圆形,其中,第一半径等于叶毂的外半径,并且凸形延伸部是具有第二半径的圆形,其中,第二半径小于第一半径。
41、叶毂的外半径可以由外壳的一部分(诸如盖或尖形拱顶)或抗回流盘(anti-recirculation)限定。根部侧的凹形延伸部的圆形形状(其半径基本上对应于叶毂的外半径中的任何游隙)避免了在翼型部与叶毂本身之间形成涡流。
42、根据本发明的一个方面,在每个叶片中,凸出部平行于相应的叶片轴线延伸直至旋转轴线。
43、根据本发明,还提供了一种用于制造工业轴流风扇的叶片的方法,包括:
44、通过挤出成型或拉挤成型形成条状型材,该条状型材沿着轴线延伸并且具有翼型区段,其中,翼型区段具有前边缘、内弧面和外弧面;
45、横向于轴线切割条状型材以限定末梢侧和根部侧,根部侧包括具有凸形延伸部和与前边缘相邻的凹形延伸部的倒圆的轮廓;以及
46、将杆的第一端在插入点处穿过根部侧插入在凹形延伸部中;
47、其中,所述切割包括使根部侧成形为使得前边缘的根部端相对于插入点在平行于叶片轴线的方向上朝向杆的第二端伸出,并且使得翼型部形成凸出部,与前边缘的根部端相比,该凸出部在平行于叶片轴线的方向上朝向杆的第二端延伸得更多。
48、该方法是简单的且成本低的(特别是与使用模制的制造方法相比),而且还能够生产噪声水平较低的叶片。
本文地址:https://www.jishuxx.com/zhuanli/20240729/169267.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。