用于将表镜与表壳组装在一起的方法与流程
- 国知局
- 2024-07-30 10:19:09
本发明涉及一种用于将表镜与表壳组装在一起的方法,更具体地,涉及一种设置在模拟时间显示器上方的表镜。在本发明的范围内,表镜旨在通过粘结紧固在表壳上,以形成手表。在表壳包括形成表圈的部分的有利情况下,优选在表镜的侧壁和面向该侧壁定位的表圈的内壁之间没有弹性垫圈的情况下进行组装。
背景技术:
1、针对各种手表,尤其是针对不具有沿径向围绕表镜的表壳上边沿(即不具有常规的表圈)的设计,已经提出了通过粘结紧固手表表镜,尤其是晶体表镜。例如,在瑞士专利no.622 151中提出了这样的实施例,其描述了一种表壳,该表壳由中间部件形成,该中间部件具有水平的上表面,蓝宝石表镜通过其内表面的面向中间部件的水平的上表面定位的外周区域粘结到所述上表面。为了从观察成品手表的用户视线中隐藏粘合剂,表镜可以在表镜的所述外周区域具有不透明的薄金属涂层,该金属涂层高度粘附于被选取用于组装的粘合剂。可以设置该涂层,使得其向内延伸略微超出所述外周区域,从而从透过表镜的轴向视角掩盖表盘的边缘。
2、该文献公开了一种用于改善组装好的“表圈和表镜”组件的美学外观的技术,即用于加工(包括研磨)表镜的侧表面和中间部件的外表面的顶部的技术。这在表镜的侧表面和中间部件之间提供了连续的表面,此外,这种加工去除了可能流到水平的上表面外侧(这很有可能)的任何粘合剂残留物。应当注意的是,去除在表壳的外侧的过多的粘合剂还可以通过其他方式来实现,例如使用化学物质。然而,由于粘合剂可能流到表壳内侧,进入在表盘和表镜之间的用于模拟时间显示器的空间内,尤其是沿着中间部件的界定该空间的竖直内表面流动,所以出现了很大的问题。这就是通过在位于表盘的边缘处的区域上延伸的掩盖金属涂层减小该空间的原因。
3、日本专利no.s56-27686 u描述了表壳的上部的各种替代实施例,该表壳的上部被设置成接纳表镜,并且通过粘结将表镜紧固到表壳的上部上。该上部限定了环形表面,该环形表面被粘结到表镜的下表面上。粘合剂很容易沿限定在表镜下方并且透过表镜可见的封闭空间的侧表面从环形表面的内侧溢出,使得可以从手表的中央侧清晰地看见任何粘合剂溢出,如在第一个图中所示的那样。
4、法国专利no.2524992结合其图1至图3描述了一种手表,该手表具有粘结到法兰的表镜,该法兰通过卡爪紧固到中间部件上。在图3所示的替代实施例中,表壳的形成中间部件的上边沿的突出部覆盖表镜的侧表面。在法兰的竖直外表面和突出部之间的沟槽允许过多的粘合剂流到该沟槽内。这解决了在法兰的外侧的过多的粘合剂的问题,只要沟槽的顶部可以用粘合剂均匀地覆盖即可;然而,因为法兰因此被粘结到表壳上,这使得在例如必须更换表镜的情况下,特别是如果该表镜潜在地变成有裂纹的情况下,很难移除“法兰和表镜”组件,所以出现了另一个问题。透过表镜可见的能够沿法兰的内侧表面流动的过多的粘合剂的问题在法国专利no.2524992中仍未解决。
技术实现思路
1、本发明的主要目的是,解决与将表镜粘结到表壳的环形肩部、尤其是水平的环形表面相关的上述问题,同时防止粘合剂流到用于手表的显示器、尤其是模拟显示器的封闭空间内。第二个目的是,实现主要目的并同时确保表壳的旨在粘结到表镜的内表面的下外周表面的环形表面可以接纳足够多的粘合剂,以确保该环形表面被粘合剂充分地并且优选地均匀地覆盖。
2、为此,本发明涉及一种用于将表镜组装到表壳以形成手表的组装方法,该表壳具有环形表面,该环形表面旨在粘结到表镜的内表面的下外周表面。该手表包括法兰,该法兰具有上表面并且尺寸确定成能够沿着表壳的上部的轴向内表面沿插入轴线被强制插入,所述轴向内表面在所述表壳的中央侧界定所述环形表面。
3、该组装方法包括下列步骤:
4、-将所述法兰部分地插入到由所述轴向内表面限定的开口内;
5、-将粘合剂沉积在所述表壳的所述环形表面上和/或沉积在所述下外周表面上;
6、接下来是下列步骤:
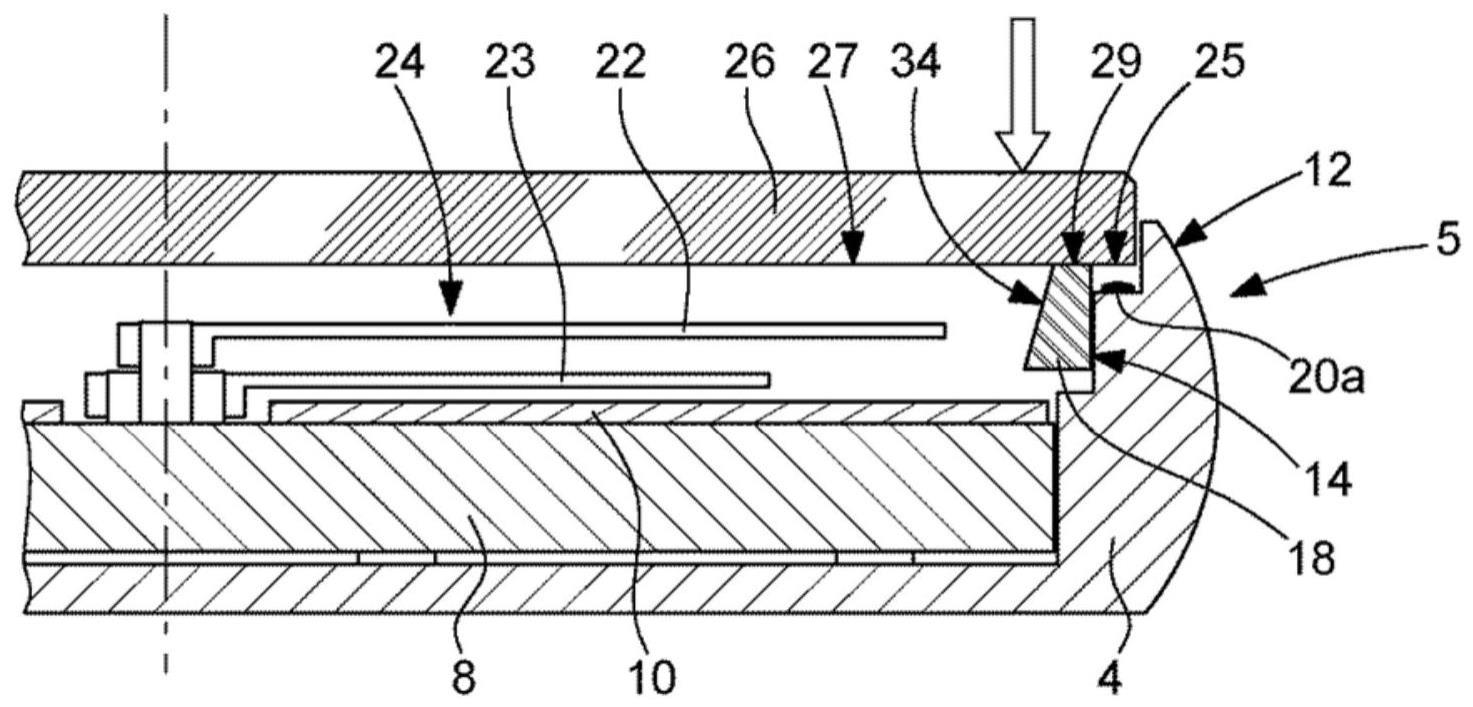
7、-使所述表镜靠在所述法兰的所述上表面上并进入所述表镜的最终水平位置,在所述最终水平位置,所述表镜的下外周表面沿轴向叠置在所述环形表面上,所述法兰的所述上表面因此与所述表镜的所述内表面的邻近所述下外周表面的接触表面相接触,所述接触表面和所述法兰的所述上表面构造成使得在这两个表面之间存在至少一个连续的环形接触区域;
8、-向所述表镜的外表面施加轴向压力,所述轴向压力的强度允许所述法兰向所述开口内的插入逐渐进行,直到所述法兰的所述上表面到达设置在所述环形表面上方的最终轴向位置,并且直到所述表镜的所述下外周表面被粘合剂覆盖,以便在所述表壳的所述环形表面和所述表镜的所述下外周表面之间形成连续的粘合剂环;
9、-硬化所述粘合剂以形成牢固接头。
10、根据有利的替代实施例,在向所述表镜的外表面施加轴向压力的步骤结束时,所述法兰的所述上表面沿轴向位于所述表壳的所述环形表面上方,在大于20微米并且小于100微米的轴向距离处。为此,在一个特定的替代实施例中,表壳包括肩部,该肩部形成用于法兰的轴向止挡部。优选地,该止挡部限定环形止挡表面,该环形止挡表面是连续的且平行于法兰的下表面,在向表镜的外表面施加轴向压力的步骤结束时,该法兰的下表面抵靠在整个连续的环形止挡表面上。
11、在另一有利的替代实施例中,所述轴向内表面与法兰的外侧表面的至少一个连续的环形区域平行,所述至少一个连续的环形区域构造成使得:一旦该连续的环形区域已经沿着该轴向内表面插入,则所述连续的环形区域与所述轴向内表面连续地接触。
12、根据主要实施例,表壳的上部包括形成边沿的突出部,该边沿限定侧壁,该侧壁从所述环形表面的外周边沿轴向向上延伸,在向表镜的外表面施加轴向压力的步骤结束时,该侧壁沿径向围绕表镜。在有利的替代实施例中,粘合剂中的一些上升至在表镜的侧面和边沿的侧壁之间的沟槽中,所形成的牢固接头完全覆盖所述环形表面,并且至少部分地填充沟槽。
技术特征:1.一种用于将表镜(26)组装到表壳(4)以形成手表(2)的组装方法,所述表壳具有环形表面(13),所述环形表面(13)旨在粘结到所述表镜的内表面(27)的下外周表面(25);其特征在于,所述手表包括法兰(18),所述法兰(18)具有上表面(19)并且尺寸确定成能够沿着所述表壳的上部(5)的轴向内表面(14)沿插入轴线被强制插入,所述轴向内表面在所述表壳的中央侧界定所述环形表面;
2.根据权利要求1所述的组装方法,其特征在于,所述表壳(4)包括肩部,所述肩部形成用于所述法兰(18)的止挡部(15)。
3.根据权利要求2所述的组装方法,其特征在于,所述止挡部(15)限定环形止挡表面,所述环形止挡表面是连续的并且平行于所述法兰的下表面(32),在向所述表镜的外表面施加轴向压力的步骤结束时,所述法兰的所述下表面抵靠在整个连续的所述环形止挡表面上。
4.根据前述权利要求中任一项所述的组装方法,其特征在于,所述轴向内表面与所述法兰的外侧表面(30)的至少一个连续的环形区域平行,所述连续的环形区域构造成使得:一旦所述连续的环形区域已经沿着该轴向内表面插入,则所述连续的环形区域与所述轴向内表面连续地接触。
5.根据前述权利要求中任一项所述的组装方法,其特征在于,至少在硬化所述粘合剂的步骤的第一阶段期间保持施加在所述表镜(26)的所述外表面上的所述轴向压力。
6.根据前述权利要求中任一项所述的组装方法,其特征在于,在向所述表镜(26)的外表面施加轴向压力的步骤结束时,所述上表面(19)位于所述环形表面(13)上方,在大于20微米并且小于100微米的轴向距离处。
7.根据前述权利要求中任一项所述的组装方法,其特征在于,所述表壳的所述环形表面(13)或所述表镜(26)的所述下外周表面(25)具有图案,所述图案限定用于所述粘合剂的凹区域和/或凹路径。
8.根据权利要求1至6中任一项所述的组装方法,其特征在于,将间隔件结合到所述粘合剂(20a)内,以便保证所述牢固接头(20b)在整个所述环形表面(13)上的最小厚度。
9.根据前述权利要求中任一项所述的组装方法,其特征在于,所述表壳的所述上部(5)包括形成边沿(12)的突出部,所述边沿限定侧壁(28),所述侧壁从所述环形表面的外周边沿轴向向上延伸,在向所述表镜的外表面施加轴向压力的步骤结束时,所述侧壁沿径向围绕所述表镜。
10.根据权利要求9所述的组装方法,其特征在于,在沉积粘合剂的步骤中提供的粘合剂的量设计成使得:在向所述表镜的外表面施加轴向压力的步骤中,所述粘合剂中的一些上升进入在所述表镜的侧面和所述边沿的所述侧壁之间的沟槽内,所形成的所述牢固接头完全覆盖所述环形表面并且至少部分地填充所述沟槽。
技术总结用于通过粘结将表镜(26)组装到表壳(24)的方法提供了法兰(18),该法兰(18)与表壳分离并且尺寸确定成使得能够被强制插入到在表壳中的开口内,该开口在内侧界定环形表面(13)。将法兰部分地插入到开口内,并且将粘合剂(20a)施加到环形表面上,然后将表镜正确地放置在法兰上,并且在表镜上施加压力,以使得法兰向所述开口内的插入持续,直到粘合剂覆盖表镜的内表面(27)的面向环形表面的下外周表面(25)。最后,粘合剂硬化并因此在表镜和表壳之间形成牢固接头。技术研发人员:F·巴尔曼受保护的技术使用者:ETA瑞士钟表制造股份有限公司技术研发日:技术公布日:2024/1/15本文地址:https://www.jishuxx.com/zhuanli/20240730/152354.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表