一种焊道在线检测系统及其检测方法与流程
- 国知局
- 2024-07-30 10:39:37
本发明涉及焊道在线检测系统,尤其是一种焊道在线检测系统及其检测方法。
背景技术:
1、涡流热成像检测技术是一种无损检测技术,它通过探测和分析金属工件表面的温度分布来判断工件表面是否存在缺陷。在焊缝表面缺陷检测中,涡流热成像技术被广泛用于检测焊缝中存在的缺陷,如裂纹、未焊透、气孔等。涡流热成像技术可以实现对焊缝表面的快速检测,对检测过程中产生的热干扰不敏感,因此适合于无损检测。
2、涡流红外热成像检测技术是将一束连续的电流脉冲在被测物体表面以一定的速度扫描,物体表面将产生温度变化。由于被测物体表面温度场分布与其内部热辐射之间存在差异,因此, ccd摄像机把从温度传感器上接收到的热辐射转换为电信号,经数字处理后输出视频信号。它能自动地分辨出不同表面上不同类型和程度的缺陷和异常情况,并能对其进行分类。因此可以通过分析热像仪输出的热像图来判断被测物体内部是否存在缺陷或异常情况。
3、中国专利公告号为cn210401318u,公开了一种焊道检测装置,用于对焊接结构的焊道的焊接情况进行检测,包括集成有涡流探头和摄像头的探头,与涡流探头相连的涡流检测仪、与摄像头相连的目视检测显示记录装置,与涡流检测仪和目视检测显示记录装置相连的信息综合接收处理记录显示装置,探头设置在定距器的一端,定距器能够调整并保持探头与焊道表面之间的距离。采用本实用新型的焊道检测装置,由于探头与焊道表面是非接触方式,可克服渗透检测操作速度较慢的缺点,而对焊道和焊道分区进行电子影像定位标识,目视检测拍照摄影和涡流检测以及所有检测信息的记录显示是一个自动的程序动作,可以相对在很短的时间内完成,从而大大提高了检测效率。
4、上述中的现有技术方案存在以下缺陷:在雾天、雨天等湿度较高的环境中,水汽对红外辐射的吸收会显著增大。这会导致目标物体辐射的红外能量在传输过程中衰减加剧,进而影响到红外热成像仪接收到的信号强度,导致红外热成像仪无法获取到足够清晰的图像,所以我们提出了一种焊道在线检测系统及其检测方法,以便于解决上述中提出的问题。
技术实现思路
1、本发明的目的在于提供一种焊道在线检测系统及其检测方法,以解决上述背景技术中提出在雾天、雨天等湿度较高的环境中,水汽对红外辐射的吸收会显著增大。这会导致目标物体辐射的红外能量在传输过程中衰减加剧,进而影响到红外热成像仪接收到的信号强度,导致红外热成像仪无法获取到足够清晰的图像的问题。
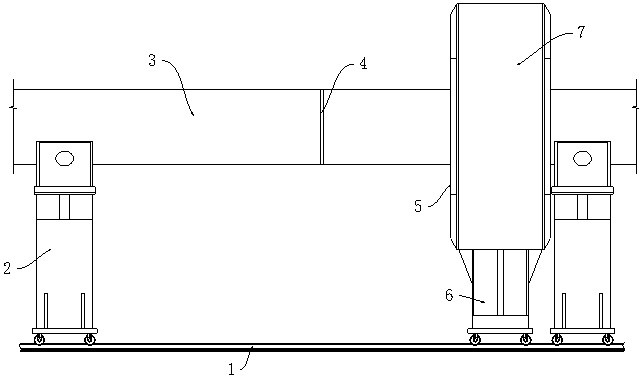
2、为实现上述目的,本发明提供如下技术方案:一种焊道在线检测系统,包括地轨,所述地轨的上方滑动设置有无缝钢管支撑座,所述无缝钢管支撑座的上方放置有无缝钢管,一侧所述无缝钢管支撑座的一侧设置有焊道检测机构,且无缝钢管穿过焊道检测机构的内部,所述焊道检测机构的上端设置有检测筒,所述检测筒的内部设置有检测腔,所述检测筒的内侧开设有涡流红外热成像仪驱动环槽,所述涡流红外热成像仪驱动环槽的内部活动安装有涡流红外热成像仪驱动环,所述涡流红外热成像仪驱动环内侧的中间位置处开设有电动伸缩缸槽,所述电动伸缩缸槽的内部安装有电动伸缩缸,所述电动伸缩缸的下方固定安装有涡流红外热成像仪支架,所述涡流红外热成像仪支架的下方固定安装有涡流红外热成像仪,所述检测筒的内部开设有空气除湿槽,所述空气除湿槽的内部安装有环形蒸发器和环形冷凝器,且环形蒸发器位于环形冷凝器的内部,所述空气除湿槽下端的一侧安装有压缩机。
3、优选的,相邻所述无缝钢管之间设置有焊道,所述焊道检测机构的下端设置有焊道检测机构支撑座,所述焊道检测机构支撑座下方的四个拐角处对称设置有滚轮,且滚轮与地轨滑动连接,所述焊道检测机构支撑座下端的一侧内部安装有滚轮驱动电机,且滚轮驱动电机与压缩机之间通过链条传动连接,所述空气除湿槽的前端固定安装有进气滤网,所述检测腔内部的一侧安装有第一光阑,所述检测腔内部的另一侧安装有第二光阑。
4、优选的,所述环形蒸发器的输出端与压缩机的输入端通过连接管密封连接,所述压缩机的输出端与环形冷凝器的输入端通过连接管密封连接,所述环形冷凝器的输出端与环形蒸发器的输入端通过连接管密封连接,所述环形蒸发器上端和下端的下方均开设有集水槽,且环形蒸发器上端下方的集水槽与环形蒸发器下端下方的集水槽通过连接管相贯通。
5、优选的,所述空气除湿槽上端的一侧开设有风机槽,所述风机槽的内部安装有风机,所述空气除湿槽内端的一侧密封连接有第一三通阀,所述第一三通阀的上端密封连接有第一进气管,且第一进气管延伸至检测筒上端的外侧,所述第一三通阀的一侧密封连接有第二进气管,所述第二进气管的一端与风机的进气端密封连接。
6、优选的,所述风机的输出端密封连接有吸气管,所述吸气管的上方密封连接有第二三通阀,所述第二三通阀的上端密封连接有检测进气管,所述第二三通阀的一端密封连接有喷气进气管。
7、优选的,所述检测筒内侧的中间位置处开设有出气槽,且出气槽与检测腔相贯通,所述出气槽的内壁固定安装有出气滤板,所述出气槽与检测进气管密封连接。
8、优选的,所述检测腔一端的内部固定安装有喷气管,所述喷气管的一侧环形设置有多个喷气嘴,所述喷气管与喷气进气管的下端密封连接。
9、优选的,所述涡流红外热成像仪驱动环槽上端的一侧开设有涡流红外热成像仪驱动环电机槽,所述涡流红外热成像仪驱动环电机槽的内部安装有涡流红外热成像仪驱动环电机,所述涡流红外热成像仪驱动环电机的下方传动连接有齿轮,所述涡流红外热成像仪驱动环一端的外侧固定设置有齿排,且齿排与齿轮啮合连接。
10、优选的,所述涡流红外热成像仪驱动环的两侧对称设置有滑块,所述涡流红外热成像仪驱动环槽的两侧对称开设有滑块槽,且滑块槽与滑块滑动连接。
11、一种焊道在线检测系统的检测方法,包括以下步骤:
12、步骤一:开启风机,此时第一三通阀通知第二进气管与第一进气管相接通,同时第二三通阀控制吸气管与喷气进气管相接通,通过第一进气管吸入的空气通过风机的驱动穿过喷气进气管从气管的喷气嘴喷出,再开启滚轮驱动电机,滚轮驱动电机通过链条带动压缩机在地轨上滚动,从而让焊道检测机构向焊道方向靠近,通过喷气嘴吹出的空气对无缝钢管的表面进行吹动,从而吹除无缝钢管表面的杂质;
13、步骤二:当焊道位于涡流红外热成像仪下方时,关闭滚轮驱动电机让涡流红外热成像仪与焊道相对应,调节第一光阑和第二光阑进行关闭,让第二光阑的遮光板与无缝钢管外壁之间保持三至五毫米的距离;
14、步骤三:调节第一三通阀和第二三通阀,让空气除湿槽与第二进气管相接通,同时吸气管与检测进气管相接通,由于风机的吸力促使空气穿过进气滤网,空气与环形蒸发器相接触,降低空气温度并将空气中的水蒸气凝结成水滴,预处理后的空气进入环形冷凝器进行加热通过空气除湿槽的引导进入检测进气管的内部,并通过分散在出气槽的内部,干燥空气穿过出气滤板,与无缝钢管相接触;
15、步骤四:伸展电动伸缩缸促使涡流红外热成像仪支架下移,通过涡流红外热成像仪支架带动涡流红外热成像仪靠近焊道直至距离焊道五至十毫米,通过涡流红外热成像仪将一束连续的电流脉冲通过焊道,形成涡流场,并在焊道上形成涡流磁场;当电流脉冲流过焊道时,会在其表面产生感应电动势,在磁芯中产生交变磁场;由于金属材料具有良好的热传导性能,通过对检测对象表面上的热图像进行分析处理可以获得焊道是否存在缺陷,同时启动涡流红外热成像仪驱动环电机,涡流红外热成像仪驱动环电机的输出端带动齿轮转动,齿轮通过啮合连接带动设置有齿排的涡流红外热成像仪驱动环在滑块槽的限位下进行匀速转动,从而对焊道进行环形监测。
16、与现有技术相比,本发明的有益效果是:
17、1.本发明调节第一三通阀和第二三通阀,让空气除湿槽与第二进气管相接通,同时吸气管与检测进气管相接通,由于风机的吸力促使空气穿过进气滤网,空气与环形蒸发器相接触,降低空气温度并将空气中的水蒸气凝结成水滴,预处理后的空气进入环形冷凝器进行加热通过空气除湿槽的引导进入检测进气管的内部,并通过分散在出气槽的内部,干燥空气穿过出气滤板,与无缝钢管相接触,解决了在雾天、雨天等湿度较高的环境中,水汽对红外辐射的吸收会显著增大。这会导致目标物体辐射的红外能量在传输过程中衰减加剧,进而影响到红外热成像仪接收到的信号强度,导致红外热成像仪无法获取到足够清晰的图像的问题。
18、2.本发明吹除无缝钢管表面的杂质时,开启风机,此时第一三通阀通知第二进气管与第一进气管相接通,同时第二三通阀控制吸气管与喷气进气管相接通,通过第一进气管吸入的空气通过风机的驱动穿过喷气进气管从气管的喷气嘴喷出,再开启滚轮驱动电机,滚轮驱动电机通过链条带动压缩机在地轨上滚动,从而让焊道检测机构向焊道方向靠近,通过喷气嘴吹出的空气对无缝钢管的表面进行吹动,解决了当空气中的尘埃含量较高,即洁净度较低时,尘埃颗粒可能会散射或吸收部分红外辐射,导致红外热像仪接收到的红外辐射信号减弱或失真,影响成像的清晰度,使得热像图上的温度分布信息变得模糊或不准确的问题。
本文地址:https://www.jishuxx.com/zhuanli/20240730/153746.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表