一种复杂孔位的铸件检验工装的制作方法
- 国知局
- 2024-07-30 10:48:09
本技术涉及检验工装,更具体地说是一种复杂孔位的铸件检验工装。
背景技术:
1、铸件是用各种铸造方法获得的金属成型物件,即把冶炼好的液态金属,用浇注、压射、吸入或其它浇铸方法注入预先准备好的铸型中,冷却后经打磨等后续加工手段后,所得到的具有一定形状,尺寸和性能的物件。
2、铸件在制造业中的应用是非常普遍的,但也对铸件的精度要求很高,因此对于铸件成品的检验成为了一道很重要的工序。
3、目前对于大批量生产的复杂铸件,需要检验孔的位置尺寸及孔与面之间的尺寸,由于铸件外形复杂,孔位复杂,孔的相对位置尺寸无法快速确定,检验难度大,过程繁琐,耗时耗工、效率低。
技术实现思路
1、为了克服现有技术的上述缺陷,本实用新型提供一种复杂孔位的铸件检验工装,通过将旋转轴放置于铸件上,而后将铸件放置到固定轴一端,并使铸件与侧板靠紧,之后调整旋转轴,使两个旋转轴端面平行,借此可以使铸件准确快速的装配在工装上进行检验,保证产品质量和提高生产效率,节约生产成本,以解决上述背景技术中出现的问题。
2、为实现上述目的,本实用新型提供如下技术方案:一种复杂孔位的铸件检验工装,包括用于检验复杂孔位铸件的检验组件;
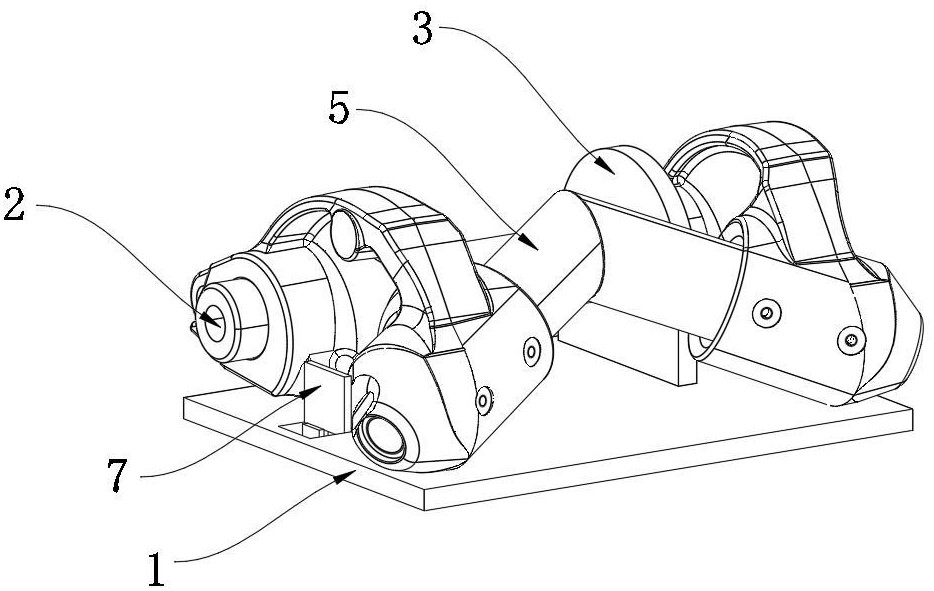
3、所述检验组件包括底板,所述底板后端顶部设有固定轴,所述固定轴两端外部均安装有支撑板,所述支撑板底端与底板顶部相连接,两个支撑板相远离的一侧均安装有侧板,所述侧板套设于固定轴外部;
4、所述固定轴后端设有两个旋转轴,通过将旋转轴放置于铸件上,而后将铸件放置到固定轴一端,并使铸件与侧板靠紧,之后调整旋转轴,使两个旋转轴端面平行,借此可以使铸件准确快速的装配在工装上进行检验,保证产品质量和提高生产效率,节约生产成本。
5、在一个优选地实施方式中,所述底板顶部开设有两个凹槽,两个凹槽关于底板中心轴线对称分布,所述凹槽内部设有压板,所述压板顶端贯穿凹槽并延伸至凹槽顶部,所述压板位于固定轴和旋转轴之间,所述压板底端安装有连接板,所述连接板底端外部套设有连接支架,所述连接板底端前后两侧均通过转轴分别与连接支架两侧内壁活动连接,所述连接支架远离凹槽的一侧安装有挡板,通过压板的设置,便于对铸件一侧进行挤压限位,使得铸件可以与固定轴紧密接触,避免铸件出现松动与固定轴分离的情况,借此可以保障铸件被检验时的稳定性,又因压板借助连接板与连接支架活动连接,使得压板可以被收纳至凹槽内部,便于工作人员进行收纳。
6、在一个优选地实施方式中,所述压板的宽度等于凹槽的宽度,通过将压板的宽度设为等于凹槽的宽度,使得压板可以被收纳至凹槽内部,避免压板占用空间,也能避免影响铸件的安装。
7、在一个优选地实施方式中,所述挡板的高度小于凹槽的深度,通过将挡板的高度设于小于凹槽的深度,通过将挡板的高度设为小于凹槽的深度,使得挡板不会影响铸件的安装,保障安装铸件的顺畅性。
8、在一个优选地实施方式中,所述凹槽内部设有两个定位柱,两个定位柱关于凹槽中心轴线对称分布,所述定位柱两端分别与凹槽两侧内壁固定连接;所述挡板底端套设于两个定位柱外部,所述挡板远离连接支架的一侧设有两个弹簧,两个弹簧分别套设于两个定位柱外部,通过弹簧的张力推动挡板和压板向内运动,由此可以使压板对铸件进行挤压固定,保障铸件的稳定性。
9、在一个优选地实施方式中,两个压板相靠近的一侧均安装有缓冲垫板,通过缓冲垫板的设置,可以对压板运动时产生的冲击进行缓冲,避免压板对铸件造成损坏。
10、本实用新型的技术效果和优点:
11、通过将旋转轴放置于铸件上,而后将铸件放置到固定轴一端,并使铸件与侧板靠紧,之后调整旋转轴,使两个旋转轴端面平行,借此可以使铸件准确快速的装配在工装上进行检验,保证产品质量和提高生产效率,节约生产成本;
12、通过弹簧的张力推动挡板和压板向内运动,由此可以使压板对铸件进行挤压固定,避免铸件出现松动与固定轴分离的情况,保障铸件被检验时的稳定性,又因压板借助连接板与连接支架活动连接,使得压板可以被收纳至凹槽内部,便于工作人员进行收纳,也能避免影响铸件的安装。
技术特征:1.一种复杂孔位的铸件检验工装,其特征在于:包括用于检验复杂孔位铸件的检验组件;
2.根据权利要求1所述的一种复杂孔位的铸件检验工装,其特征在于:所述底板(1)顶部开设有两个凹槽(6),两个凹槽(6)关于底板(1)中心轴线对称分布,所述凹槽(6)内部设有压板(7),所述压板(7)顶端贯穿凹槽(6)并延伸至凹槽(6)顶部,所述压板(7)位于固定轴(2)和旋转轴(5)之间,所述压板(7)底端安装有连接板(8),所述连接板(8)底端外部套设有连接支架(9),所述连接板(8)底端前后两侧均通过转轴分别与连接支架(9)两侧内壁活动连接,所述连接支架(9)远离凹槽(6)的一侧安装有挡板(10)。
3.根据权利要求2所述的一种复杂孔位的铸件检验工装,其特征在于:所述凹槽(6)内部设有两个定位柱(11),两个定位柱(11)关于凹槽(6)中心轴线对称分布,所述定位柱(11)两端分别与凹槽(6)两侧内壁固定连接;
4.根据权利要求2所述的一种复杂孔位的铸件检验工装,其特征在于:所述压板(7)的宽度等于凹槽(6)的宽度。
5.根据权利要求2所述的一种复杂孔位的铸件检验工装,其特征在于:所述挡板(10)的高度小于凹槽(6)的深度。
6.根据权利要求2所述的一种复杂孔位的铸件检验工装,其特征在于:两个压板(7)相靠近的一侧均安装有缓冲垫板(13)。
技术总结本技术公开了一种复杂孔位的铸件检验工装,具体涉及检验工装技术领域,包括用于检验复杂孔位铸件的检验组件;所述检验组件包括底板,所述底板后端顶部设有固定轴,所述固定轴两端外部均安装有支撑板,所述支撑板底端与底板顶部相连接,两个支撑板相远离的一侧均安装有侧板,所述侧板套设于固定轴外部;所述固定轴后端设有两个旋转轴。本技术通过将旋转轴放置于铸件上,而后将铸件放置到固定轴一端,并使铸件与侧板靠紧,之后调整旋转轴,使两个旋转轴端面平行,借此可以使铸件准确快速的装配在工装上进行检验,保证产品质量和提高生产效率,节约生产成本。技术研发人员:曾凡静,史军彬,唐润升,谭治毅,关景发受保护的技术使用者:大连石岛工业有限公司技术研发日:20231110技术公布日:2024/7/23本文地址:https://www.jishuxx.com/zhuanli/20240730/154412.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。