一种电机生产线的管理方法及管理系统
- 国知局
- 2024-07-31 23:24:50
本发明涉及生产线管理,具体涉及一种电机生产线的管理方法及管理系统。
背景技术:
1、电机生产线是一套专门用于生产各种类型电机的自动化系统,通常由多个工序组成,这些工序通过精确的控制系统和传送系统联合起来,自动完成电机的制造过程,在现代工业中,电机作为机电一体化产品,广泛应用于家用电器、机械制造、航空航天等各个领域。
2、在实际的经营过程中,厂家通常会接收更多的订单,这样做的原因包括以下几点:1、市场竞争压力:在激烈的市场竞争中,厂家为了保持市场份额,往往需要接受尽可能多的订单,可以防止客户转向竞争对手。2、市场需求的不确定性:在面对市场需求不稳定或不确定的情况下,厂家可能会倾向于接收更多订单以应对未来可能的订单减少,这种做法可以作为一种风险管理策略,以减少未来市场波动对企业的影响。
3、然而,在接收更多订单的情况下,可能引出其他的问题,如逾期交货的风险,逾期交货可能损害企业的信誉,影响与客户的长期合作关系,甚至可能面临违约赔偿。基于此,提供一种电机生产线的管理方法,更好地满足市场需求,减少交货延迟的情况,提高客户满意度。
技术实现思路
1、本发明的目的在于提供一种电机生产线的管理方法及管理系统,解决上述技术问题。
2、本发明的目的可以通过以下技术方案实现:
3、一种电机生产线的管理方法,包括以下步骤:
4、s1:设定n个采集周期,n为预设值,在所述的采集周期,以预设的时间间隔设置若干个时间节点,在每个时间节点上获取当前厂家收到的订单,并确定所述的订单中所需的同一种类型电机的数量;
5、计算相同时间节点上同一种类型电机的数量的均值c,并在坐标系中生成对应的数据点,通过最小二乘法对所述的数据点进行拟合,所述的拟合公式为 f(t),获得同一种类型电机的数量随时间变化的曲线;
6、s2:获取第j种类型的电机的数量随时间变化的曲线 fj(t)中的最大值d,其计算公式为:;
7、获取当前厂家生产第j种类型的电机的最大日产量m,当存在所述的最大产量m<d时,执行以下步骤:
8、将所述的最大日产量m代入 fj(t)中,得出超产时间t,并将所述的超产时间按照时间轴顺序进行排序;
9、获取当前时间ta,并获取与当前时间ta相邻的下一个超产时间tb,计算超产量pove,其计算公式为:
10、;
11、其中,tb+1表示与超产时间tb相邻的下一个超产时间;
12、s3:获取当前时间上第j种类型的电机的库存量scur,计算生产总量stot,其计算公式为:
13、;
14、计算日产量m'=stot/(tb-b)。
15、作为本发明进一步的方案:所述的步骤s1中,计算所述的同一种类型电机的数量的均值c的过程中,执行以下步骤:
16、计算评估差值∆c=ci-c,其中ci表示第i个采集周期内的相同时间节点上所需的电机的数量,当存在所述的评估差值∆c大于等于预设值时,去除ci并重新计算均值,并执行后续步骤。
17、作为本发明进一步的方案:设定补充周期,以所述的补充周期内的相同时间节点上所需的电机的数量代替ci。
18、作为本发明进一步的方案:所述的步骤s2中,当存在所述的最大产量m≥d时,不进行后续步骤。
19、作为本发明进一步的方案:所述的步骤s2中,还执行以下步骤:
20、获取当前时间厂家接收的第j种类型的电机的订单,并确定所需的第j种类型的电机的总量p;
21、当存在p-scur>m时,不执行后续步骤,并按照最大日产量进行生产。
22、作为本发明进一步的方案:所述的步骤s2中,还执行以下步骤:
23、计算时间差值∆t=tb-ta,当存在所述的时间差值∆t大于等于预设值时,不执行后续步骤,并按照预设的产量进行生产。
24、作为本发明进一步的方案:所述的步骤s3中,当存在所述的日产量m'≥m时,按照所述的最大日产量m进行生产。
25、一种电机生产线的管理系统,包括:
26、拟合模块:设定n个采集周期,n为预设值,在所述的采集周期,以预设的时间间隔设置若干个时间节点,在每个时间节点上获取当前厂家收到的订单,并确定所述的订单中所需的同一种类型电机的数量;
27、计算相同时间节点上同一种类型电机的数量的均值c,并在坐标系中生成对应的数据点,通过最小二乘法对所述的数据点进行拟合,所述的拟合公式为 f(t),获得同一种类型电机的数量随时间变化的曲线;
28、超产量计算模块:获取第j种类型的电机的数量随时间变化的曲线 fj(t)中的最大值d,其计算公式为:;
29、获取当前厂家生产第j种类型的电机的最大日产量m,当存在所述的最大产量m<d时,执行以下步骤:
30、将所述的最大日产量m代入 fj(t)中,得出超产时间t,并将所述的超产时间按照时间轴顺序进行排序;
31、获取当前时间ta,并获取与当前时间ta相邻的下一个超产时间tb,计算超产量pove,其计算公式为:
32、;
33、其中,tb+1表示与超产时间tb相邻的下一个超产时间;
34、调节模块:获取当前时间上第j种类型的电机的库存量scur,计算生产总量stot,其计算公式为:
35、;
36、计算日产量m'=stot/(tb-b)。
37、本发明的有益效果:在本发明,首先设定n个采集周期,并计算采集周期的相同时间节点上同一种类型电机的数量的均值,并对其进行拟合,得到每种类型电机的数量随时间变化的曲线;值得注意的是,在实际情况中,电机的数量会呈现随时间变化的趋势,如在炎热的夏天,由于空调、风扇等制冷产品的需求增加,这些产品中使用的电机数量也会相应增加;
38、其次,是通过最大日产量、当前时间以及电机的数量随时间变化的曲线帮助厂家提前预测生产能力可能不足以满足市场需求的时刻,方便后续进行处理;因为可以理解的是,在实际的生产过程中,为了完成过多的订单,员工可能需要加班加点,这不仅增加了成本,还可能导致员工过劳,影响员工健康和工作效率,因此提前预测可能无法满足市场需求的时刻,提前进行生产;最后,根据库存量以及超产量计算生产总量,并确定日产量。本发明可以更好地满足市场需求,减少交货延迟的情况,提高客户满意度。
技术特征:1.一种电机生产线的管理方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种电机生产线的管理方法,其特征在于,所述的步骤s1中,计算所述的同一种类型电机的数量的均值c的过程中,执行以下步骤:
3.根据权利要求2所述的一种电机生产线的管理方法,其特征在于,设定补充周期,以所述的补充周期内的相同时间节点上所需的电机的数量代替ci。
4.根据权利要求1所述的一种电机生产线的管理方法,其特征在于,所述的步骤s2中,当存在所述的最大产量m≥d时,不进行后续步骤。
5.根据权利要求1所述的一种电机生产线的管理方法,其特征在于,所述的步骤s2中,还执行以下步骤:
6.根据权利要求1所述的一种电机生产线的管理方法,其特征在于,所述的步骤s2中,还执行以下步骤:
7.根据权利要求1所述的一种电机生产线的管理方法,其特征在于,所述的步骤s3中,当存在所述的日产量m'≥m时,按照所述的最大日产量m进行生产。
8.一种电机生产线的管理系统,其特征在于,包括:
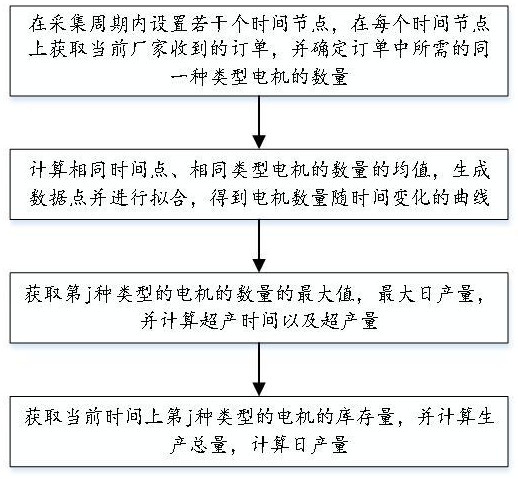
技术总结本发明涉及生产线管理技术领域,具体公开了一种电机生产线的管理方法及管理系统,所述的方法包括以下步骤:S1:在采集周期内设置若干个时间节点,在每个时间节点上获取当前厂家收到的订单,并确定订单中所需的同一种类型电机的数量;计算相同时间点、相同类型电机的数量的均值,生成数据点并进行拟合,得到电机数量随时间变化的曲线;S2:获取第j种类型的电机的数量的最大值,最大日产量,并计算超产时间以及超产量;S3:获取当前时间上第j种类型的电机的库存量,并计算生产总量,计算日产量。本发明可以更好地满足市场需求,减少交货延迟的情况,提高客户满意度。技术研发人员:江玉才,孙吴松,杨晶,徐巧玲,姚钢受保护的技术使用者:六安职业技术学院技术研发日:技术公布日:2024/7/29本文地址:https://www.jishuxx.com/zhuanli/20240730/197412.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。