板材识别加工方法、装置及系统与流程
- 国知局
- 2024-08-01 00:03:17
本发明涉及激光加工,尤其涉及一种板材识别加工方法、系统及装置。
背景技术:
1、在激光加工过程中,一般使用的是规则的矩形板材,但是零件的形状通常是不规则的,激光下料后通常存在大量形状不规则的余料尾料,如果不加利用会造成很大的浪费和损失。现有的余料加工方法存在操作复杂、工序较多、对余料板的尺寸要求过高、余料不能即来即用等问题,无法满足市场对于余料加工的需求。
2、现有的余料处理方法有:(1)点动示教——操作人员沿着余料板边缘点动切割头,在多个位置取点,将点连成余料轮廓;(2)2d相机识别,通过相机画面手动实时摆放工件。
3、上述方案都存在一定的缺点:方案(1)需要操作人员手动在机床幅面范围内取点,轮廓精度取决于操作人员取点的质量,板材利用率低;取点过程需要手动操作,且每次只能生成一张板材轮廓,效率低下。方案(2)不能自动排样,图纸处理效率低;余料没有安全保护,没有判断可加工区域;另外该方案只包含两个维度的信息,容易受透视关系的影响,并且无法有效识别板材的弯曲、翘起等情况,使用场景受限,在复杂的加工环境中难以得到广泛的应用。
技术实现思路
1、本发明提供一种板材识别加工方法、装置及系统,以解决现有技术中效率低、使用场景受限的问题。
2、为解决上述技术问题,本发明是通过如下技术方案实现的:
3、根据本发明的第一方面,提供一种板材识别加工方法,其包括:
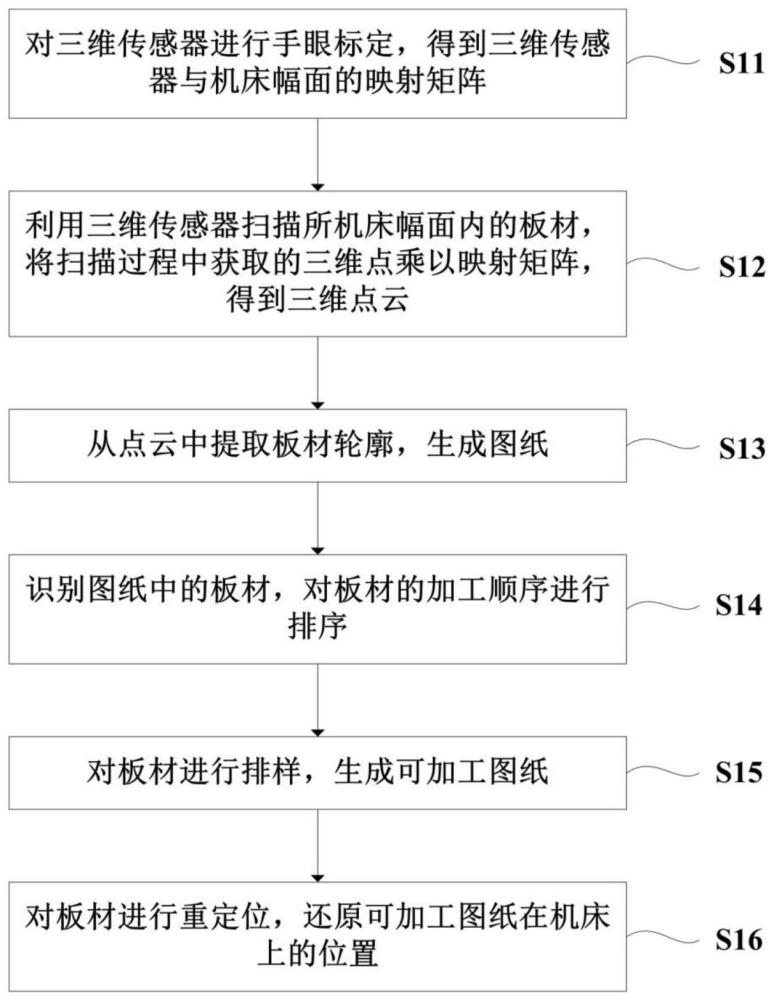
4、对三维传感器进行手眼标定,得到所述三维传感器与机床幅面的映射矩阵;
5、利用所述三维传感器扫描所述机床幅面内的板材,将扫描过程中获取的三维点点乘以所述映射矩阵,得到点云;
6、从所述点云中提取板材轮廓,生成图纸;
7、识别所述图纸中的余料板材,对所述余料板材的加工顺序进行排序;
8、对所述余料板材进行排样,生成可加工图纸;
9、对所述余料板材进行重定位,还原所述可加工图纸在机床上的位置。
10、较佳地,所述三维传感器的辐射范围沿所述机床幅面的第一轴方向分布,所述三维传感器的辐射范围不能完全覆盖所述机床幅面内的第一轴方向板材范围。
11、较佳地,所述扫描所述机床幅面内的板材包括:
12、控制所述三维传感器沿所述机床幅面的第二轴方向做往返运动;
13、其中,当所述三维传感器沿所述机床幅面的第二轴方向单程运动结束后,控制所述三维传感器沿所述机床幅面的第一轴方向运动预设距离;
14、扫描结束后,所述三维传感器的多次辐射范围能够完全覆盖所述机床幅面内的第一轴方向板材范围。
15、较佳地,所述三维传感器的辐射范围沿所述机床幅面的一轴方向分布,所述三维传感器的辐射范围能够完全覆盖所述机床幅面内的该轴方向板材范围。
16、较佳地,所述扫描所述机床幅面内的板材包括:
17、控制所述三维传感器沿所述机床幅面的另一轴方向运动;
18、其中,所述运动范围能够覆盖所述机床幅面的另一轴方向板材范围。
19、较佳地,还包括:控制所述三维传感器沿与所述机床幅面垂直的方向运动。
20、根据本发明的第二方面,提供一种板材识别加工装置,其包括:
21、手眼标定模块,用于对三维传感器进行手眼标定,得到所述三维传感器与机床幅面的映射矩阵;
22、扫描模块,用于扫描所述机床幅面内的板材,将扫描过程中获取的激光线点乘以所述映射矩阵,得到点云;
23、图纸生成模块,用于从所述点云中提取板材轮廓,生成图纸;
24、板材排序模块,用于识别所述图纸中的板材,对所述板材的加工顺序进行排序;
25、可加工图纸生成模块,用于对所述板材进行排样,生成可加工图纸;
26、板材重定位模块,用于对所述板材进行重定位,还原所述可加工图纸在机床上的位置。
27、根据本发明的第三方面,提供一种板材识别加工系统,其包括:三维传感器以及如上述所述的余料识别加工装置。
28、较佳地,所述三维传感器的辐射范围沿所述机床幅面的一轴方向分布,所述三维传感器的辐射范围不能完全覆盖所述机床幅面内的该轴方向板材范围;此时所述三维传感器被配置为:能够沿所述机床幅面的该轴方向以及另一轴方向运动;
29、或者,
30、所述三维传感器的辐射范围沿所述机床幅面的一轴方向分布,所述三维传感器的辐射范围能够完全覆盖所述机床幅面内的该轴方向板材范围;此时所述三维传感器被配置为:能够沿所述机床幅面的另一轴方向运动。
31、较佳地,所述三维传感器还被配置为:能够沿与所述机床幅面垂直的方向运动。
32、根据本发明的第四方面,提供一种电子设备,其包括:处理器;
33、以及,用于存储处理器可执行指令的存储器;
34、其中,所述处理器通过运行所述可执行指令实现上述任一项所述方法中的步骤。
35、根据本发明的第五方面,提供一种计算机可读存储介质,其上存储有计算机程序,所述计算机程序被处理器执行时实现上述任一项所述方法中的步骤。
36、本发明提供的板材识别加工方法、装置及系统,通过对三维传感器的利用和控制,实现了板材识别和加工的自动化,提高了板材加工的效率;另外,其中的板材可以为任意形状、任意数量的板材;因此对于异形的余料板材也适用,进而提高了余料加工的效率和余料利用率,降低了余料加工的难度。
37、进一步地,本发明提供的板材识别加工方法、装置及系统,通过三维传感器得到的信息包含深度信息,能够建立整个机床幅面范围内的三维模型,不受透视关系的影响,板材识别更精准;并且能够识别板材的厚度、弯曲、翘起等情况,实现更高效智能的余料加工。
技术特征:1.一种板材识别加工方法,其特征在于,包括:
2.根据权利要求1所述的板材识别加工方法,其特征在于,所述三维传感器的辐射范围沿所述机床幅面的第一轴方向分布,所述三维传感器的辐射范围不能完全覆盖所述机床幅面内的第一轴方向板材范围。
3.根据权利要求2所述的板材识别加工方法,其特征在于,所述扫描所述机床幅面内的板材包括:
4.根据权利要求1所述的板材识别加工方法,其特征在于,所述三维传感器的辐射范围沿所述机床幅面的第一轴方向分布,所述三维传感器的辐射范围能够完全覆盖所述机床幅面内的该轴方向板材范围。
5.根据权利要求4所述的板材识别加工方法,其特征在于,所述扫描所述机床幅面内的板材包括:
6.根据权利要求2至5任一项所述的板材识别加工方法,其特征在于,还包括:控制所述三维传感器沿与所述机床幅面垂直的方向运动。
7.一种板材识别加工装置,其特征在于,包括:
8.一种板材识别加工系统,其特征在于,包括:三维传感器以及如权利要求7所述的板材识别加工装置。
9.根据权利要求8所述的板材识别加工系统,其特征在于,所述三维传感器的辐射范围沿所述机床幅面的一轴方向分布,所述三维传感器的辐射范围不能完全覆盖所述机床幅面内的该轴方向板材范围;此时所述三维传感器被配置为:能够沿所述机床幅面的该轴方向以及另一轴方向运动;
10.根据权利要求9所述的板材识别加工系统,其特征在于,所述三维传感器还被配置为:能够沿与所述机床幅面垂直的方向运动。
11.一种电子设备,其特征在于,包括:
12.一种计算机可读存储介质,其特征在于,其上存储有计算机程序,所述计算机程序被处理器执行时实现权利要求1-6中任一项所述方法中的步骤。
技术总结本发明提供了一种板材识别加工方法、装置及系统,包括:对三维传感器进行手眼标定,得到三维传感器与机床幅面的映射矩阵;扫描机床幅面内任意数量的板材,将扫描过程中获取的激光线点乘以映射矩阵,得到点云;从点云中提取板材轮廓,生成图纸;识别图纸中的板材,对板材的加工顺序进行排序;对板材进行排样,生成可加工图纸;对板材进行重定位,还原可加工图纸在机床上的位置。本发明的板材识别加工方法、装置及系统,通过对三维传感器的利用和控制,实现了板材识别和加工的自动化,提高了效率,另外,提高了余料利用率,降低了余料加工难度;进一步地获得的信息包括深度信息,不受透视关系的影响,提高了板材识别准确度。技术研发人员:谢淼,刘子彬,沈文立,陈华,舒登登,孙艺丹,吴敏受保护的技术使用者:上海柏楚电子科技股份有限公司技术研发日:技术公布日:2024/7/4本文地址:https://www.jishuxx.com/zhuanli/20240730/199554.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表