一种倾斜轧辊运动中心的自适应弧长运动优化方法
- 国知局
- 2024-08-01 00:08:28
本发明涉及柔性辊压成形倾斜轧辊的位姿和运动控制优化领域,尤其涉及的是一种倾斜轧辊运动中心的自适应弧长运动优化方法。
背景技术:
1、在现有恒定体积的柔性辊压成形技术中,顺序配置的轧辊沿型材构件的轮廓逐道次成形零件。如图1所示,为传统恒定体积成形轧辊示意及正视图(a)、俯视图(b)。在该技术背景下,轧辊运动中心的z轴通常与旋转前的笛卡尔坐标系的z轴重合。成形变截面区域时,轧辊沿自身轴线y轴的自转速度为随零件外形轮廓变化的变加速运动。这种配置方法适用于纵向变截面的型材构件的成形,解决复杂截面变化构件的成形难题。成形过程中,轧辊按照特定的轨迹实现多轴多向动态加载,属于柔性增量渐进成形的范畴。通常,成形过程中板材上表面先与上轧辊发生接触,在法向接触压强的作用下逐渐弯曲为所需的形状。但现有配置轧辊的成形存在一定的局限性。轧辊与构件的接触区域较小,导致成形后的构件在卸载后容易因弹性恢复产生较大的回弹缺陷,影响零件的成形精度和质量。此外轧辊沿着y轴的自转运动控制复杂,增加了工控系统的难度,并可能引发成形过程的不稳定性。在成形轧辊通过定截面区域与变截面过渡区以及变截面区域时,局部的变加速运动可能会导致轧辊与所成形板材之间的速度差异,从而引起成形方向上的应变分配不均,产生边波和弓形等成形缺陷。因此目前缺少一种柔性辊压成形轧辊运动优化的方法。
技术实现思路
1、本发明针对现有技术存在上述不足,提出了一种倾斜轧辊运动中心的自适应弧长运动优化方法,以优化沿x轴倾斜后轧辊运动中心的位姿矩阵和运动控制状态,提高型材构件柔性辊压成形的稳定性和效率。该方法通过计算轧辊沿x轴倾斜后运动中心的旋转矩阵,并解析轧辊各关键向量倾斜后的位置姿态,优化了柔性辊压成形轧辊的自转运动。
2、本发明是通过以下技术方案实现的:
3、一种倾斜轧辊运动中心的自适应弧长运动优化方法,包括如下步骤:
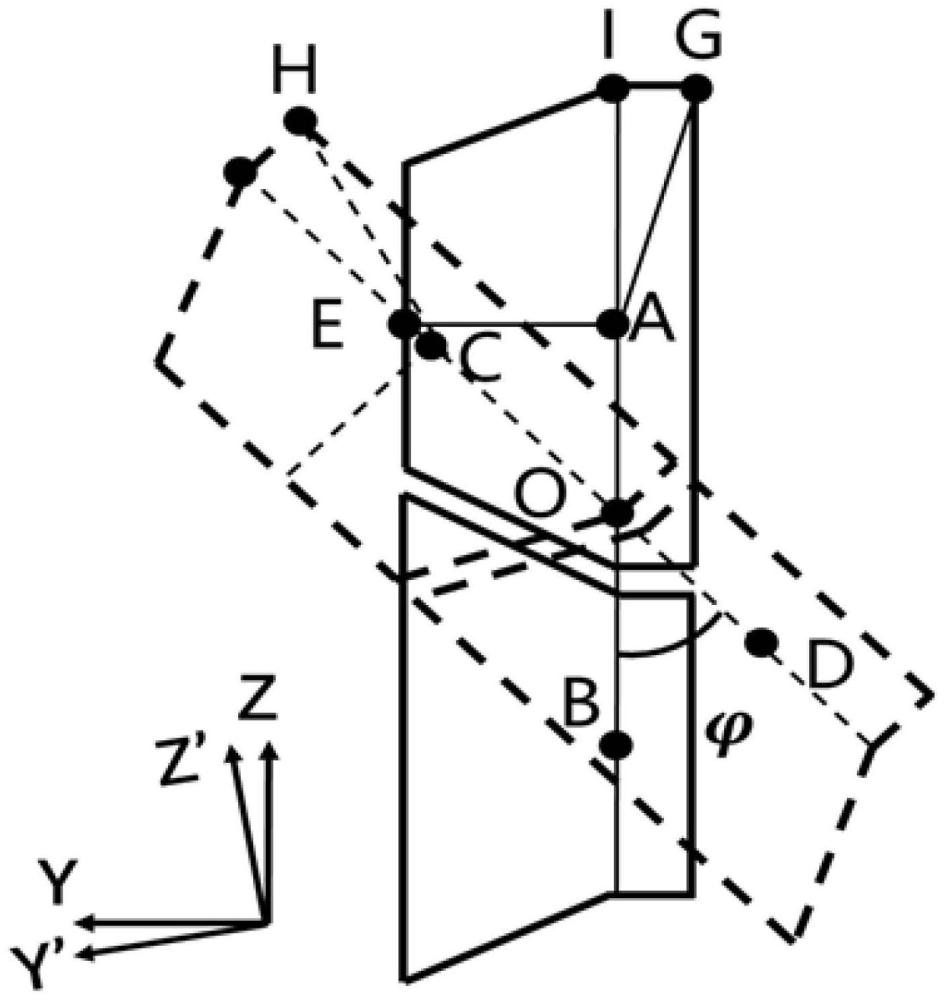
4、(1)沿着x轴使得上下轧辊在o点整体旋转一定的角度假设轧辊倾斜后自转的速度不变。规定旋转前的笛卡尔坐标系为xyz,旋转后的笛卡尔坐标系为x’y’z’,坐标原点均位于o点。已知a点坐标(xa,ya,za),b点坐标(xb,yb,zb),c点坐标(xc,yc,zc),d点坐标(xd,yd,zd)。并且旋转前后轧辊运动中心之间的距离保持不变且上下轧辊运动中心连线的中点始终为o。轧辊倾斜旋转基准轴以o点为起点,与旋转前笛卡尔坐标系的x轴同向。以上轧辊为例对旋转后轧辊运动中心的空间位姿进行解析,已知旋转前后和的模长相同;
5、(2)已知o点处的旋转基准轴与旋转前的笛卡尔坐标系的x轴同向,对向量进行矩阵变换得到旋转到位置的旋转变换矩阵:
6、
7、其中,
8、(3)求解旋转后在旋转前的笛卡尔坐标系中的表达式:
9、
10、(4)轧辊沿x轴倾斜后上轧辊运动中心c的空间位置为:
11、
12、其中,o点为a点与b点的中点,xo=xa,yo=ya,
13、(5)得到上轧辊的运动中心c在旋转前的笛卡尔坐标系下的表达:
14、
15、(6)纵向变截面零件成形过程中,在旋转前的笛卡尔坐标系中沿着z轴旋转满足轮廓的宽度变化,则需要针对旋转后的笛卡尔坐标系z’轴进行旋转,求解的旋转轴z’相对于旋转前的笛卡尔坐标系z轴的旋转矩阵:
16、
17、其中,
18、(7)的旋转基准轴与旋转前的笛卡尔坐标系的x轴同向,对向量进行矩阵变换得到旋转到位置的旋转变换矩阵:
19、
20、其中,
21、(8)得到旋转后在旋转前的笛卡尔坐标系中的表达式:
22、
23、(9)得到轧辊沿x轴倾斜后f点的空间位置为:
24、
25、其中,yo=ya,则
26、(10)倾斜后的轧辊需要沿着旋转后笛卡尔坐标系的y’轴进行自转,自转轴线变为求解自转轴线y’即
27、
28、(11)求解轧辊沿着x轴旋转后的自转轴线相对于旋转前的笛卡尔坐标系y轴的旋转矩阵:
29、
30、其中,
31、(12)规定轧辊沿着x轴的倾斜角度为定值,单一道次成形过程中不会随轮廓曲线的变化而改变即zc≡c;
32、(13)恒定体积成形型材构件的成形轨迹为平面曲线,得到轨迹曲线关于时间t的参数方程:
33、f(t)=(x(t),y(t)); (11)
34、(14)参数方程的一阶导数为:
35、
36、(15)求解曲线上任意点的局部线性速度值:
37、
38、其中,轧辊运动中心沿进给方向的运动速度等于轧辊沿着y轴转动的线速度分量vyx,即vbx为板材沿着纵向的进给速度;
39、(16)选取变截面区域引入自适应弧长计算公式:
40、
41、(17)计算弧长s关于时间t的微分:
42、
43、(18)令得到时间t关于弧长s的微分:
44、
45、(19)求解时间t关于弧长s的参数方程:
46、
47、(20)得到轧辊运动中心c的自适应弧长参数化方程:
48、f(s)=(x(s),y(s)), (18)
49、其中,x(s)=xt((s)),y(s)=yt((s));
50、(21)引入空间曲线轨迹的弧段曲率半径表达式:
51、
52、其中,k是曲线的斜率,|f”(t)|是曲线的二阶导数,
53、(22)将弧长参数化后的方程代入曲率半径的计算中,得到关于弧长的曲率半径表达式:
54、
55、(23)采用空间曲线的弧段半径与计算所得曲率半径的差值约束自适应弧长参数化方程的求解精度:
56、|rpre-r|≤0.05; (21)
57、(24)根据实际成形件的几何轮廓特征确定弧长自适应模型,求解关于弧长的约束条件,找到满足条件的弧长参数化方程;
58、(25)轧辊倾斜后运动轴线的变化:
59、z’轴转动轴线:
60、
61、y’轴转动轴线:
62、
63、(26)轧辊x轴倾斜后的y轴转动速度分析:
64、y轴转动:线速度vry=vbx;角速度转过的角度
65、(27)将优化后的轧辊运动中心c位置姿态坐标、任意时刻的转动轴线及运动速度代入工控系统中,改善零件的成形质量。
66、本发明的优化方法具有以下有益效果:增大轧辊与构件表面的接触面积,扩大塑性变形区占比,减少型材构件在弯曲过程中的局部应力集中现象,有效降低型材构件柔性辊压成形过程中的成形缺陷。通过本发明的优化方法,可以实现更加精确和高质量的型材构件成形,同时简化工控系统的操作,提高整体工艺的稳定性和可靠性。
本文地址:https://www.jishuxx.com/zhuanli/20240730/199779.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表