一种永磁电机定子绕组浸漆工艺及装置的制作方法
- 国知局
- 2024-07-31 17:27:29
本发明属于石油钻采领域,具体涉及一种永磁电机定子绕组浸漆工艺及装置。
背景技术:
1、在石油钻采过程中,尤其在海上平台上,一般采用人工举升工艺通过潜油电机定子进行采油,常规电机定子由于存在电生磁、磁生电的能量转化过程,其耗电量较大,永磁电机定子由于是永磁体结构,无需经过电生磁环节,永磁电机定子启动转矩较大,这对永磁电机定子的生产工艺,提出了新的要求,常规电机定子浸漆工艺存在效果不好,固化困难,烘干效果等问题。
技术实现思路
1、本发明是为了克服现有永磁电机定子绕组浸漆工艺技术中存在的缺点而提出的,其目的是提供一种永磁电机定子绕组浸漆工艺及装置。
2、本发明是通过以下技术方案实现的:
3、一种永磁电机定子绕组浸漆工艺,包括以下步骤:
4、(ⅰ)浸漆工艺准备
5、确保漆桶内绝缘漆充足,启动空压机、压缩气除湿器、变频器和中控计算机,设定空压机和调压阀后压力;
6、所述浸漆工艺准备时,漆桶液位在0.3m以上,空压机压力设定在0.9mpa,调压阀后压力设定为0.55mpa。
7、(ⅱ)烘干
8、将电机定子放置于浸漆台架上,且电机定子头部位置朝向北,通过手摇丝杠将电机定子头部升高到恰当高度;在电机三相电磁线引出接头位置,将电机定子电磁线三相用铜引线串接,串接后的电机定子与变频器连接;将温度检测装置等距离吸附于电机定子壳上,将顶部温湿度计探头插入电机定子头部,将地线夹夹住电机定子尾部壳体,将保温石棉毯裹住整个电机定子,将鼓风机推送至电机定子头部,同时吸烟罩位于电机定子出口正上方,设置烘干条件,中控计算机控制变频器通过给铜引线通电开始烘干,烘干结束,掀开保温石棉毯,冷却后开始安装涨胎及工装;
9、所述电机定子头部升高到的恰当高度为电机定子轴线与浸漆台架顶面之间的夹角为15°;
10、所述烘干温度为140℃,烘干时间为120min;
11、(ⅲ)安装涨胎及工装并对涨胎充气
12、涨胎密封座安装引线引出接头;在定子延长管上缠绕聚四氟带,裹紧定子延长管和涨胎;将定子延长管及涨胎密封座安装入电机定子,电机定子尾部安装输漆管线快速接头,输漆管线快速接头圆周阵列有多组;
13、(ⅳ)第一次浸漆:
14、连接电机电子头部和尾部的输漆管线快速接头;在电机定子尾部连接涨胎气压装置及压力检测快速接头,中控计算机控制变频器,带动空压机中的气体通过压缩气体除湿器,经过调压阀,传入涨胎气压装置,持续为涨胎提供气源,涨胎膨胀后,充盈整个电机定子内部中空空间,涨胎顶住顶部温湿度计探头,浸漆过程中,涨胎保护电机定子内部中空空间不会沾上漆,保持电机定子环空位置的导电性和介电性能;
15、将滴漆电磁阀接入涨胎密封座的任意一个输漆管线快速接头,将盲堵接入涨胎密封座其余输漆管线快速接头,旋转电机定子至滴漆电磁阀连接的输漆管线快速接头最下方,盖上保温石棉毯,设定浸漆程序条件,开始第一次浸漆,通过灌漆泵驱动漆桶里的漆,通过滴漆电磁阀灌入电机定子上输漆管线快速接头,待漆从上方输漆管线快速接头冒出,充满储漆罐时,提示灌漆完成;
16、滴漆程序具体为:保温温度60℃、抽真空时间15min、保压时间10min、回漆时间10min、滴漆温度80℃、滴漆时间30min、浸漆温度135℃、浸漆固化温度60min;
17、(ⅴ)第二次浸漆:
18、第一次浸漆结束后,掀开保温石棉毯,冷却电机定子,
19、旋转电机定子,将与第一次浸漆不同的任意一个输漆管线快速接头移至最下方;将滴漆电磁阀拆下,接在位于最下方的输漆管线快速接头上,盲堵其余输漆管线快速接头,开始第二次浸漆,通过灌漆泵驱动漆桶里的漆,通过滴漆电磁阀灌入电机定子上的输漆管线快速接头的,待漆从电机定子的头部的输漆管线快速接头冒出,充满储漆罐时,提示灌漆完成;
20、所述第三次浸漆开始前,将电机定子室温下自然冷却至60℃;
21、滴漆程序具体为:保温温度60℃、抽真空时间15min、保压时间10min、回漆时间10min、滴漆温度80℃、滴漆时间30min、浸漆温度135℃、浸漆固化温度60min;
22、(ⅵ)第三次浸漆:
23、第二次浸漆结束后,掀开保温石棉毯,冷却电机定子,旋转电机定子,将与第一、二次浸漆不同的输漆管线快速接头移至最下方;将滴漆电磁阀拆下,接在位于最下方的输漆管线快速接头上,盲堵其余滴漆接头,开始第三次浸漆,通过灌漆泵驱动漆桶里的漆,通过滴漆电磁阀灌入电机定子1上的输漆管线快速接头,待漆从电机定子的头部的输漆管线快速接头冒出,充满储漆罐时,提示灌漆完成;
24、所述第三次浸漆开始前,将电机定子室温下自然冷却至60℃;
25、滴漆程序具体为:保温温度60℃、抽真空时间15min、保压时间10min、回漆时间10min、滴漆温度80℃、滴漆时间30min、浸漆温度135℃、浸漆固化温度60min;
26、(ⅶ)高温固化
27、第三次浸漆结束后,拆除输漆管线快速接头和滴漆盲堵头后,进行程序升温固化;所述程序升温固化的条件为:第一阶段于160℃下固化240min;第二阶段于180℃固化60min。
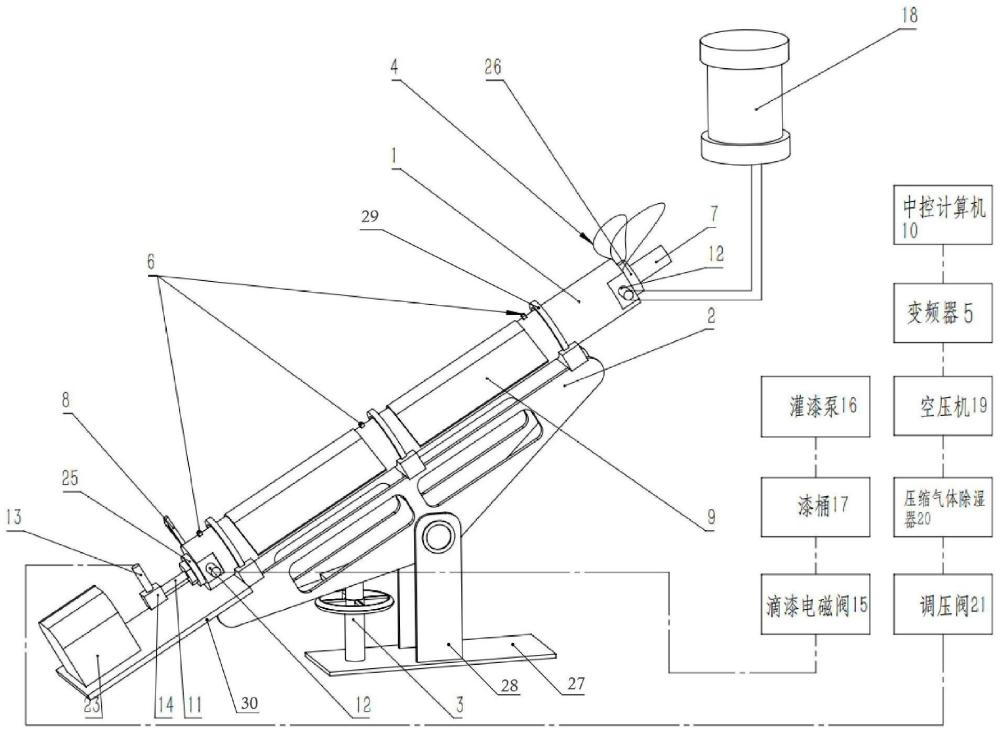
28、一种永磁电机定子绕组浸漆装置,包括基座机构、检测机构、浸漆机构和涨胎机构;
29、所述基座机构包括底座和手摇丝杠,底座上垂直固定支架,支架通过轴连接的浸漆台架,所述手摇丝杠一端固定于底座上,其上的丝杆螺母与浸漆台架的一端固定,电机定子通过卡箍固定于浸漆台架的顶面;
30、所述检测机构包括多个等距离吸附于电机定子壳体上的温度检测装置以及一端插入电机定子头部的温湿度计探头;所述温度检测装置和温湿度计探头均与中控计算机电连接;
31、所述浸漆机构包括漆桶、储漆罐和多个输漆管线快速接头,漆桶通过灌漆泵、滴漆电磁阀和管路连接位于电机定子尾部的输漆管线快速接头,储漆罐通过管路连接位于电机定子头部的输漆管线快速接头;多个输漆管线快速接头分为两组,一组设置于电机定子的尾部,另一组设置于电机定子头部,每组输漆管线快速接头沿电机定子的圆周阵列分布;
32、所述涨胎机构包括涨胎以及通过管路依次连接的空压机、压缩气体除湿器、调压阀、涨胎气压装置和涨胎;涨胎套设于定子延长管外部,涨胎与定子延长管之间涂覆高温硅脂,涨胎和位于涨胎外部的定子延长管外缠绕聚四氟带,将两者裹紧;涨胎置于电机定子内部,且靠近电机定子头部的一端顶住温湿度计探头;空压机电连接变频器,变频器与中控计算机电连接;涨胎气压装置下方连接压力检测快速接头,压力检测快速接头连接压力管,压力管穿过涨胎密封座后与另一侧的定子延长管连通;所述电机定子的电磁线三相通过铜引线串接,且串接后与变频器连接;所述电机定子的尾部壳体设置地线夹,地线夹连接地线。
33、在上述技术方案中,所述浸漆台架纵截面呈倒三角形,与支架连接的轴设置于顶角处;所述浸漆台架的顶面靠近手摇丝杆的一端还设置有延长板,延长板用于安装鼓风机。
34、在上述技术方案中,进行烘干,浸漆操作时,所述电机定子外部包覆保温石棉毯;进行烘干时,所述电机定子的出口正上方设置吸烟罩。
35、本发明的有益效果是:
36、本发明提供了一种永磁电机定子绕组浸漆工艺及装置,在浸漆工艺开始前设置准备工序,保证浸漆过程漆液充裕、浸漆压力正常;浸漆前烘干时采用保温石棉毯裹住整个电机定子,保证烘干过程快速升温;且烘干时设置除烟器和吸烟罩,有效避免污染性烟尘;浸漆时通过将定子头部升高,保证漆在重力作用下向下蔓延,同时通过设定温度检测装置和压力检测,保证浸漆过程中实时检测设备情况;通过采用保温石棉毯,确保电机定子端部也被石棉毯覆盖,保证迅速温升至预定状态;通过设定滴漆程序,保证内部无杂质,顺利回漆,固化可靠;每次浸漆完成均旋转定子,保证滴漆电磁阀连接的滴漆接头位于最下方,保证定子充分与漆接触;高温固化时通过设定固化程序保证固化的可靠性。
本文地址:https://www.jishuxx.com/zhuanli/20240731/175587.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表