一种高压紧固耐张线夹的制作方法
- 国知局
- 2024-07-31 17:58:58
本发明涉及耐张线夹的,特别是涉及一种高压紧固耐张线夹。
背景技术:
1、架空输电线路中,大多采用耐张线夹对钢芯铝绞线的终端进行连接或进行耐张段导线的固定。铝管和钢锚一起构成了耐张线夹,铝管连接钢芯铝绞线,采用液压或爆压方式对铝管和钢锚进行压接塑型,导线和耐张线夹结合成一个整体,既能承担导线的张力,也实现了载流任务。
2、现有技术中提出了多种耐张线夹,例如公开号为cn117477470a的中国发明专利申请提出的耐张线夹,该耐张线夹的铝管上的钢锚压接段用于与钢锚相压接,通过在钢锚压接段的外周面上设置第一定位线,并将第一定位线设置在于压接凸起相对应的区域内,以使得通过压接设备对相应区域进行压接时,提供定位指引,如此设置,一方面,使得工作人员在对钢锚和铝管进行压接时,无需划线,从而可提高作业效率,另一方面,可保证压接位置的准确率,从而有效解决漏压问题,从而保证钢锚与铝管压接后的机械承载力,从而提高压接质量。
3、但是上述耐张线夹的线缆与铝管的连接是仅通过铝管变形压接的,线缆与铝管之间的连接部仅在线缆的外边缘与铝管的内壁接触面上,由于压接工艺的限制,使得铝管只有局部向内变形挤压线缆,导致线缆与铝管内壁之间始终存在孔隙,孔隙的存在导致线缆与铝管连接处的导电率下降。
技术实现思路
1、为解决上述技术问题,本发明提供一种采用焊料热熔填充消除线缆和接线管的孔隙,提高线缆与接线管连接处的导电率,实用性好的高压紧固耐张线夹。
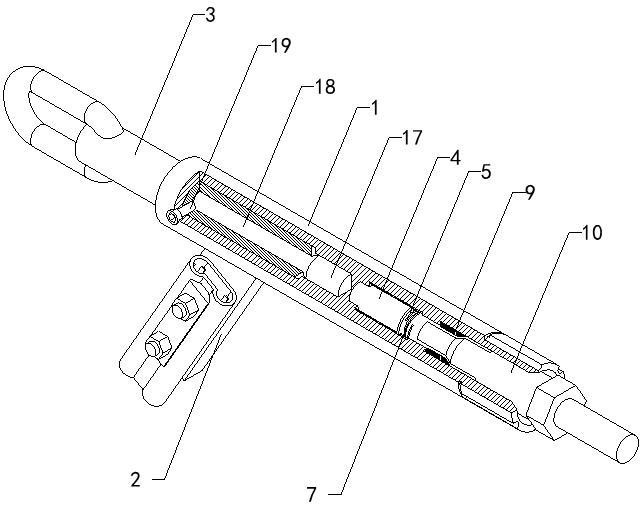
2、本发明的一种高压紧固耐张线夹,包括接线管、导流板和锚杆组件,接线管的右部为插装线缆的插装部,接线管的左部外壁上设置导流板,接线管的左部安装锚杆组件;还包括焊接腔、压板和喷枪,接线管的插装部的内部左端设置焊接腔,焊接腔的直径大于接线管的插装部直径,焊接腔中填充焊料,压板滑动安装在焊接腔的右端,压板的中部设置供线缆穿过的开孔,所述开孔上覆盖可刺破的薄膜,喷枪用于透过接线管对焊料加热;所述焊接腔中填充的焊料为颗粒或粉末状的锡焊料或铜焊料,压板将所述焊料封闭在焊接腔中,在将线缆与接线管安装时,将线缆的端部通过接线管的右端插入并刺破压板开孔上的薄膜伸入焊接腔中,压板通过开孔套装在线缆的端部上,穿过压板的开孔的线缆端部将焊接腔中的焊料向焊接腔的内壁挤压紧实,使用喷枪对接线管的外壁均匀加热,从而透过接线管对焊接腔中的焊料加热至融化,推动线缆,使得压板挤压融化的焊料,使得焊料充分填满线缆的缝隙和线缆与焊接腔的内壁之间的缝隙,关闭喷枪停止加热,焊料冷却凝固,使得线缆、焊料和焊接腔的内壁充分全面接触,消除了压接工艺造成的孔隙,提高线缆与铝管连接处的导电率,实用性好。
3、优选的,还包括弹簧,弹簧的一端与压板连接,弹簧的另一端与焊接腔的右端连接,弹簧的弹力将压板向焊接腔的左端推动;弹簧的弹力将压板向焊接腔的左端推动从而将焊料自动压实,在焊料融化时自动排出气泡,提高焊料焊接的密实性。
4、优选的,还包括多个导向片,焊接腔的内壁上设置多个导向片,压板上设置多个导向片的避让卡槽,多个导向片和压板的多个避让卡槽滑动连接;多个导向片和多个避让卡槽配合对压板的滑动进行导向,提高压板的稳定性。
5、优选的,还包括导向套管和夹线套管,导向套管同心安装在接线管的插装部的中部内壁上,导向套管的右端的内孔边缘设置倒角,夹线套管的右部外壁与接线管的插装部的右部内壁转动螺接,夹线套管的左部设置多个开槽形成多个夹片,所述多个夹片被导向套管的倒角向内导向夹紧线缆;安装线缆时,线缆的端部穿过夹线套管,将夹线套管插入接线管的插装部中并与插装部的内壁转动螺接,拧紧夹线套管,使得夹线套管的多个夹片插入导向套管中,所述多个夹片被导向套管的倒角向内导向,从而使多个夹片压紧在线缆的外壁上,实现线缆与接线管的初步连接,提高连接的牢固性。
6、优选的,还包括环形槽和多个纵槽,接线管的插装部的右端外壁设置环形槽,接线管的插装部的右端外壁圆周均匀设置多个纵槽,多个纵槽的左端与环形槽连通;通过设置环形槽和多个纵槽,在使用液压钳对接线管的插装部右端进行压接时,接线管的插装部的右端在环形槽和多个纵槽处向内变形,从而使多个纵槽之间的部分将夹线套管和线缆压紧,提高压接效果。
7、优选的,还包括隔热罩一、隔热罩二、喷枪架和磁铁,隔热罩一和隔热罩二相对布置,隔热罩一和隔热罩二的一端通过铰链连接,喷枪通过喷枪架安装在隔热罩二上,隔热罩二上设置与喷枪的喷火口对齐的进火孔,隔热罩一和隔热罩二的另一端通过两个磁铁吸附连接,隔热罩一和隔热罩二对齐后转动套装在接线管的外壁上;对焊料加热时,将隔热罩一和隔热罩二打开后套装在接线管的插装部的外壁上,并使两个磁铁吸附连接使隔热罩一和隔热罩二形成环形结构,开启喷枪,喷枪喷出火焰,火焰通过进火孔对接线管的外壁加热,隔热罩一和隔热罩二起到保温效果,提高对焊接腔中焊料的加热效果。
8、优选的,还包括柱头和内螺杆,锚杆组件设置为管状的锚杆和吊环,所述管状的锚杆的内壁和外壁均设置螺纹,接线管的左部同心设置螺纹锚接孔,柱头同心安装在内螺杆的右端上,柱头通过内螺杆同心安装在接线管的螺纹锚接孔的右端,锚杆组件的管状的锚杆的内壁螺纹与内螺杆转动螺接,锚杆组件的管状的锚杆的外壁螺纹与接线管的左部内壁转动螺接;锚杆组件的管状的锚杆分别与接线管的左部内壁和内螺杆的外壁转动螺接,实现双螺纹连接,相比单螺纹连接,提高锚杆组件和接线管连接后的抗拉强度。
9、优选的,还包括定位螺栓,接线管的左部、锚杆组件的管状的锚杆和内螺杆上设置对齐匹配的插销孔,定位螺栓穿过所述插销孔将接线管、锚杆组件的管状的锚杆和内螺杆插销定位并螺接拧紧;避免锚杆组件、接线管和内螺杆发生松动,提高锚杆组件、接线管的连接可靠性。
10、优选的,还包括导流线缆管、压块和多个压紧螺栓,导流线缆管的中部外壁向内凹陷形成纵向的凹槽,导流线缆管的内部在所述凹槽的两侧形成两个线缆插装通道,压块位于导流线缆管的凹槽中,多个压紧螺栓穿过压块和导流线缆管的凹槽与导流板转动螺接;导流线缆的端部分成两束分别插进导流线缆管的两个线缆插装通道中,转动拧紧多个压紧螺栓,使得压块将导流线缆管压紧在导流板上,并使导流线缆管被压缩,使得导流线缆管的两个线缆插装通道将导流线缆压紧连接,简化导流线缆端部与接线端子压接的步骤,提高工作效率。
11、优选的,还包括多个焊料条,导流线缆管的两个线缆插装通道的内壁上均设置多个焊料条;导流线缆管的两个线缆插装通道将导流线缆压紧连接后,通过喷枪对导流线缆管加热使得焊料条融化后再固化,从而使得导流线缆管的两个线缆插装通道和导流线缆端部焊接,提高导电率。
12、与现有技术相比本发明的有益效果为:在将线缆与接线管安装时,将线缆的端部通过接线管的右端插入并刺破压板开孔上的薄膜伸入焊接腔中,压板通过开孔套装在线缆的端部上,穿过压板的开孔的线缆端部将焊接腔中的焊料向焊接腔的内壁挤压紧实,使用喷枪对接线管的外壁均匀加热,从而透过接线管对焊接腔中的焊料加热至融化,推动线缆,使得压板挤压融化的焊料,使得焊料充分填满线缆的缝隙和线缆与焊接腔的内壁之间的缝隙,关闭喷枪停止加热,焊料冷却凝固,使得线缆、焊料和焊接腔的内壁充分全面接触,消除了压接工艺造成的孔隙,提高线缆与铝管连接处的导电率,实用性好。
本文地址:https://www.jishuxx.com/zhuanli/20240731/177500.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。