一种可漂浮的防弹头盔及其制作方法与流程
- 国知局
- 2024-08-02 13:12:20
本发明涉及一种可漂浮的防弹头盔防弹及其制作方法,属于军工军品。
背景技术:
1、防弹头盔是用于阻止弹丸或破片穿透,有效保护人体头部安全,能够抵御子弹伤害,随着作战环境越来越复杂,防弹头盔除了具备基本的防弹性能外,还需能适应各样的环境,在江、河、湖泊及海上训练及执勤工作中,如不慎将头盔掉落到水中,由于盔体沉重,易沉入水中,打捞费时费力造成不必要的损失。
技术实现思路
1、本发明所要解决技术问题是提供一种防弹性能好且能在水上漂浮的头盔防弹及其制作方法。
2、为了实现上述目的,本发明采用了如下技术方案:
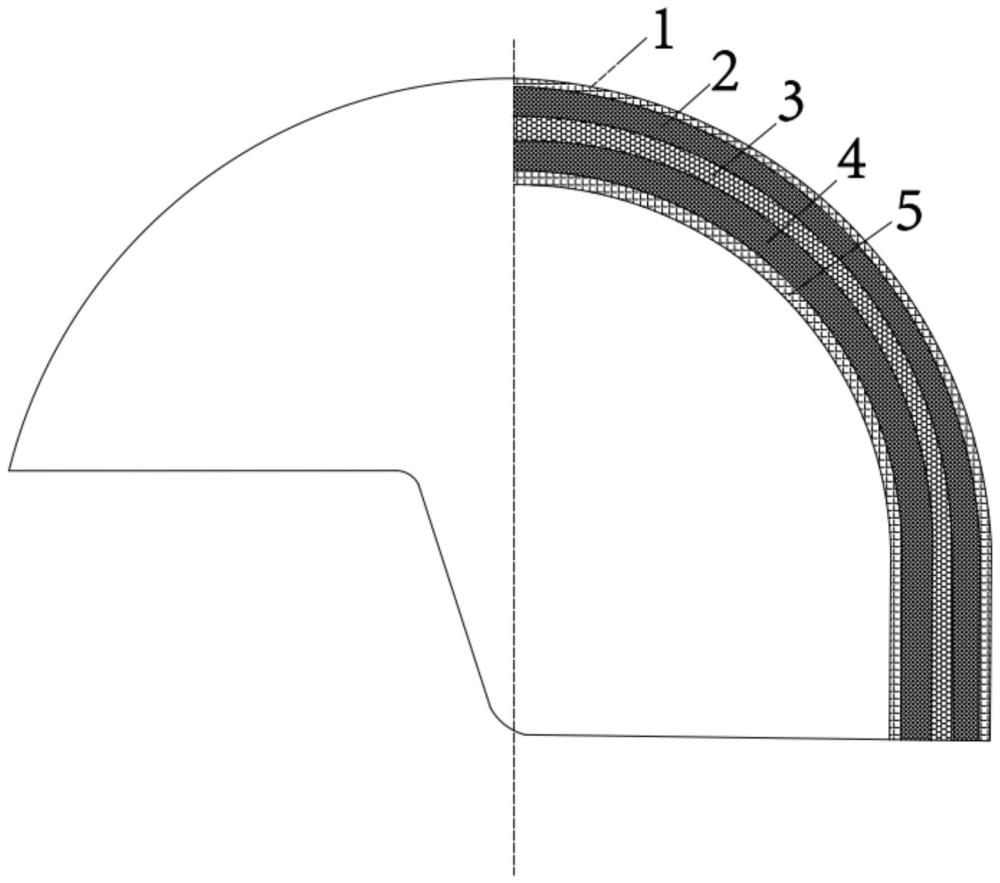
3、本发明可漂浮的防弹头盔包括外壳、内壳以及粘接在外壳和内壳之间的浮力材料裁片;外壳从外到内为依次胶粘接的芳纶机织布a裁片和超高分子量聚乙烯无纬布a裁片;内壳从外到内为依次胶粘接的超高分子量聚乙烯无纬布b裁片和芳纶机织布b裁片;所述浮力材料裁片为2~5层,厚度为1~2.5mm;所述超高分子量聚乙烯无纬布a和超高分子量聚乙烯无纬布b均为14层;芳纶机织布a和芳纶机织布b为1层。
4、本发明可漂浮的防弹头盔的浮力材料为聚氨酯闭孔泡沫。
5、本发明可漂浮的防弹头盔的超高分子量聚乙烯无纬布a和超高分子量聚乙烯无纬布b的材质相同,其面密度为75~200g/m2,纤维含量为82~93%;芳纶机织布a和芳纶机织布b的材质相同,面密度为425~473g/m2,纤维含量为80~95%。
6、本发明可漂浮的防弹头盔制备方法采用如下制作步骤制作:
7、s1、裁剪下料,将超高分子量聚乙烯无纬布、芳纶机织布和浮力材料按照头盔样板进行裁片;
8、s2、铺片,
9、外壳铺片,首先在外壳模具表面从下至上依次铺14层超高分子量聚乙烯无纬布a裁片,再在最外层的超高分子量聚乙烯无纬布a裁片表面上铺1层芳纶机织布a裁片;
10、内壳铺片,首先在内壳模具表面铺1层芳纶机织布b裁片,再在芳纶机织布b裁片表面从下至上依次铺14层超高分子量聚乙烯无纬布b裁片;
11、s3、外壳预成型:将s2铺片的外壳模具压在外壳预成型模具内,保温保压后脱模;
12、成型压制:将预成型的外壳放入外壳成型模具中,保温保压,使各裁片上的热塑性聚合物树脂充分粘接纤维,冷却,制成外层壳体;
13、s4、内壳预成型:将s2铺片的内壳压在内壳预成型模具内,保温保压后脱模;
14、成型压制:将预成型的内壳放入内壳成型模具中,保温保压,使各裁片热塑性聚合物树脂充分粘接纤维,冷却,制成内层壳体;
15、s5、将2~5层浮力材料裁片之间用聚氨酯胶粘接;
16、s6、整体压制:将外壳内侧表面均匀涂刷聚氨酯胶水,内壳外表面均匀涂刷聚氨酯胶,将s5的浮力材料粘接在外壳和内壳之间制得。
17、本发明方法的s3、外壳预成型温度为60~90℃,压力5~15mpa,保温保压10min;
18、s4、内壳预成型温度为60~90℃,压力为5~15mpa,保温保压10min;
19、本发明方法s3的成型压制温度为110~130℃,压力为10~20mpa,保温保压30~60min,冷却压力为10~20mpa;
20、s4的成型压制温度为110~130℃,压力为10~20mpa,冷却压力为10~20mpa。
21、本发明方法的s6的压制温度为100℃,压力为0.5mpa,压制20min。
22、本发明积极效果如下:本发明超高分子量聚乙烯纤维是坚强有韧性的纤维,强度是钢铁的15倍,其质轻、高强、比能理吸收高,芳纶机织布的高分子的结构是很长的直链,其韧性高,超高分子量聚乙烯纤维与芳纶机织布结合制成的防弹头盔具有防破片和防枪弹的功能,浮力材料裁片为2~5层,厚度为1~2.5mm,可减小头盔整体密度,使头盔能在水中漂浮。
23、本发明防弹头盔采用多层结构,既保证了头盔防弹功能,又能浮在水上,扩大了防弹头盔的应用领域。
技术特征:1.一种可漂浮的防弹头盔,其特征在于,其包括外壳、内壳以及粘接在外壳和内壳之间的浮力材料(3)裁片;
2.根据权利要求1所述的一种可漂浮的防弹头盔,其特征在于,所述浮力材料(3)为聚氨酯闭孔泡沫。
3.根据权利要求1所述的一种可漂浮的防弹头盔,其特征在于,所述超高分子量聚乙烯无纬布a(2)和超高分子量聚乙烯无纬布b(4)的材质相同,其面密度为75~200g/m2,纤维含量为82~93%;
4.一种可漂浮的防弹头盔制作方法,其特征在于,采用如下制作步骤制作:
5.根据权利要求书4所述的一种可漂浮的防弹头盔制作方法,其特征在于,s3、外壳预成型温度为60~90℃,压力为5~15mpa,保温保压10min;
6.根据权利要求书4所述的一种可漂浮的防弹头盔制作方法,其特征在于,s3的成型压制温度为110~130℃,压力为10~20mpa,保温保压30~60min,冷却压力为10~20mpa;
7.根据权利要求书4所述的一种可漂浮的防弹头盔制作方法,其特征在于,s6的压制温度为100℃,压力为0.5mpa,压制20min。
技术总结本发明涉及一种可漂浮的防弹头盔防弹及其制作方法,防弹头盔包括外壳、内壳以及浮力材料裁片;外壳从外到内为依次胶粘接的芳纶机织布A裁片和超高分子量聚乙烯无纬布A裁片;内壳从外到内为依次胶粘接的超高分子量聚乙烯无纬布B裁片和芳纶机织布B裁片;制作步骤如下:裁剪下料、铺片、外壳预成型、内壳预成型、将2‑5层浮力材料裁片之间用聚氨酯胶粘接和整体压制,本发明防弹头盔采用多层结构,既保证了头盔防弹功能,又能使头盔浮在水上,扩大了防弹头盔的应用领域。技术研发人员:刘向荣,陆明旭,李海涛,马永树,江双杰,刘浩洋,曾新杰,姚龙云,张娜娜,赵品受保护的技术使用者:际华三五零二职业装有限公司技术研发日:技术公布日:2024/6/26本文地址:https://www.jishuxx.com/zhuanli/20240801/238967.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表