一种低密度热塑板的制作方法
- 国知局
- 2024-08-02 13:22:09
本技术涉及发泡板制造领域,特别是涉及一种低密度热塑板。
背景技术:
1、发泡板材是一种由高分子化学原料经发泡加工成型的材料,具有轻质、保温隔热、防水防潮、防火、隔音等特点。发泡板材广泛应用于建筑、地下工程、装修、家电等领域。目前市场上有各式各样的发泡板,如中国专利cn201620817407.8揭示了一种pvc发泡板,pvc层上设有第一防火层、第二防火层,pvc层位于第一防火层与第二防火层之间,第一防火层与pvc层之间设有加强层,第二防火层与pvc层之间设有连接层。第一防火层、第二防火层的设置使得pvc发泡板具有防火功能,优化了pvc发泡板的使用性能,加强层的设置提高了pvc发泡板的强度,但发泡板本身的结构强度还能作出进一步地提升。
技术实现思路
1、有鉴于此,本实用新型提供了一种低密度热塑板,以解决上述问题。
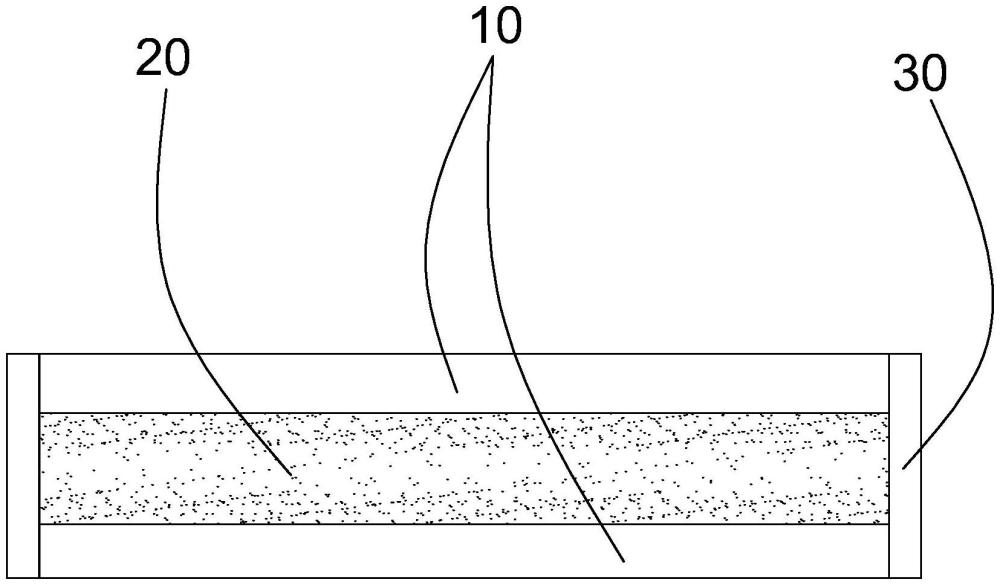
2、一种低密度热塑板,其包括两个对应设置的基板层,一个夹设在两个所述基板层中的发泡层,以及两个分别设置于两个所述基板层与所述发泡层的四周的封边部。所述基板层贴设在所述发泡层的两侧,所述发泡层内部中层位置的密度为200kg/m3-400 kg/m3,并朝向四周逐渐变大为2-3倍。所述发泡层热压挤出成型后进行定型。
3、进一步地,所述基板层包括一个保护层,一个设置于所述保护层的一侧的装饰层,以及一个设置于所述装饰层的一侧的支撑层。
4、进一步地,所述保护层为一层透明薄膜。
5、进一步地,两个所述支撑层分别固定贴设于所述发泡层的两侧
6、进一步地,所述支撑层可以由spc、pet、pp、pe、petg、tps制成。
7、进一步地,制作所述支撑层时的弹性模量大于500mpa,优选的大于1500mpa,该支撑层的圆盘测试大于50mm,优选的大于100mm。
8、进一步地,所述封边部围绕贴设于基板层与所述发泡层的四周。
9、进一步地,所述发泡层的六个侧面由所述基板层覆盖,发泡层内的密度由内部朝向周围逐渐变大。
10、进一步地,所述发泡层的密度在400kg/m3-1200kg/m3之间。
11、进一步地,所述低密度热塑板的一侧还可以设置有一个螺钉,该螺钉上设置有一个卡盘。
12、进一步地,所述发泡层热压挤出成型后,采用钢板冷却定型,或者用钢辊烫平。
13、与现有技术相比,本实用新型提供的低密度热塑板通过热压成型所述发泡层,使得所述发泡层内部中层位置的密度为200kg/m3-400kg/m3并朝向外部的两侧逐渐变大为2-3倍,如此形成所述发泡层的硬度和强度都得到了显著的提高,从而保证了所述低密度热塑板的结构强度,使得该低密度热塑板在家具装饰,建筑地板等领域得到了广泛应用。
技术特征:1.一种低密度热塑板,其特征在于:所述低密度热塑板包括两个对应设置的基板层,一个夹设在两个所述基板层中的发泡层,以及两个分别设置于两个所述基板层与所述发泡层的四周的封边部,所述基板层贴设在所述发泡层的两侧,所述发泡层内部中层位置的密度为200kg/m3-400 kg/m3,并朝向四周逐渐变大为2-3倍,所述发泡层热压挤出成型后进行定型。
2.根据权利要求1所述的低密度热塑板,其特征在于:所述基板层包括一个保护层,一个设置于所述保护层的一侧的装饰层,以及一个设置于所述装饰层的一侧的支撑层。
3.根据权利要求2所述的低密度热塑板,其特征在于:所述保护层为一层透明薄膜。
4.根据权利要求2所述的低密度热塑板,其特征在于:两个所述支撑层分别固定贴设于所述发泡层的两侧。
5.根据权利要求2所述的低密度热塑板,其特征在于:所述支撑层可以由spc、pet、pp、pe、petg、tps制成。
6.根据权利要求2所述的低密度热塑板,其特征在于:制作所述支撑层时的弹性模量大于500mpa,该支撑层的圆盘测试大于50mm。
7.根据权利要求1所述的低密度热塑板,其特征在于:所述封边部围绕贴设于基板层与所述发泡层的四周。
8.根据权利要求1所述的低密度热塑板,其特征在于:所述发泡层的六个侧面由所述基板层覆盖,发泡层内的密度由内部朝向周围逐渐变大。
9.根据权利要求1所述的低密度热塑板,其特征在于:所述发泡层的密度在400kg/m3-1200kg/m3之间。
10.根据权利要求1所述的低密度热塑板,其特征在于:所述低密度热塑板的一侧还可以设置有一个螺钉,该螺钉上设置有一个卡盘。
11.根据权利要求1所述的低密度热塑板,其特征在于:所述发泡层热压挤出成型后,采用钢板冷却定型,或者用钢辊烫平。
技术总结一种低密度热塑板,其包括两个对应设置的基板层,一个夹设在两个所述基板层中的发泡层,以及两个分别设置于两个所述基板层与所述发泡层的四周的封边部。所述封边部围绕贴设于基板层与所述发泡层的四周。所述基板层贴设在所述发泡层的两侧,所述发泡层内部中层位置的密度为200kg/m3‑400kg/m3,并朝向四周逐渐变大为2‑3倍。所述发泡层热压挤出成型后,采用钢板冷却定型,或者用钢辊烫平。该热塑板通过热压成型所述发泡层,使得所述发泡层内部中层位置的密度为200kg/m3‑400kg/m3并朝向外部的两侧逐渐变大为2‑3倍,如此形成所述发泡层的硬度和强度都得到了显著的提高,从而保证了所述低密度热塑板的结构强度,使得该低密度热塑板在家具装饰,建筑地板等领域得到了广泛应用。技术研发人员:曾志文,博宇轩受保护的技术使用者:财纳福诺木业(中国)有限公司技术研发日:20231116技术公布日:2024/7/9本文地址:https://www.jishuxx.com/zhuanli/20240801/239440.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
一种雷管销毁箱的制作方法
下一篇
返回列表