一种超薄柔性盖板贴合方法及其贴合装置与流程
- 国知局
- 2024-08-02 13:25:44
本发明属于超薄柔性盖板生产,更具体地说,是涉及一种超薄柔性盖板贴合方法,本发明还涉及一种超薄柔性盖板贴合方法。
背景技术:
1、折叠屏开发的主要技术发展趋势分别为utg coat i ng技术和ufg工艺技术,超薄玻璃优势在于厚度、折痕、透光率、耐磨性等方面,而且可弯曲性更好,反复折叠不易产生折痕,寿命更长。目前国内开发超薄折叠盖板叠构方式主要以涂布方式展开,然而,因为超薄盖板厚度孝(厚度仅0.03mm左右)在实际生产中无法单独制程,需要通过载板贴合进行转送加工,且清洗后的超薄盖板表面需单独覆膜进行保护,涂布前需要将超薄盖板粘附于载板上,同时还要保证和底板接触无气泡、无异物,涂布作业需要底膜带动,对于光固型胶水涂布还需覆膜隔氧固化,然后再单独切割裁膜、再换膜等一系列工序后再流通贴合制程。这些复杂的工艺流程无疑大大加大超薄盖板叠构开发的难度,转运过程繁琐,良率无法保证,且生产涉及到载板、膜材、胶材等额外配件的消耗,对公司运营成本也是一种极大的负担。
2、现有技术中有名称为“一种超薄柔性盖板及其生产方法”、公开号为“cn113411431a”的技术,该技术公开了一种超薄柔性盖板的生产方法,包括进料、表面清洁、表面涂布、板厚测量、成品覆膜和出料工序,全过程为自动化操作;超薄柔性玻璃放置在加工轨道上依次经过进料、表面清洁、表面涂布、板厚测量、成品覆膜和出料工序,在板厚测量工序与表面涂布工序之间设有返工轨道,在板厚测量工序与进料工序之间设有不良品输出轨道,返工轨道与不良品输出轨道设置在加工轨道的两侧。本发明在超薄柔性玻璃表面涂布柔性高分子材料制备柔性盖板以兼顾超高的强度和优异的弯折性能,解决了现有技术中玻璃脆存在危害的问题。
3、然而,该技术没有涉及本申请的技术问题和技术方案。
技术实现思路
1、本发明所要解决的技术问题是:针对现有技术的不足,提供一种步骤简单,容易操作,改变超薄柔性盖板贴合技术思路,无需采用载板贴合、覆膜、换膜等配件就能够完成贴合作业,提高生产效率、降低外部环境影响,有利于良率进一步提升的超薄柔性盖板贴合方法。
2、要解决以上所述的技术问题,本发明采取的技术方案为:
3、本发明为一种超薄柔性盖板贴合方法,所述的超薄柔性盖板贴合方法的贴合步骤为:
4、s1.在ufg上加工ufg开槽;切割成型oca;
5、s2.将oca2和ufg进行二和一贴合,贴合以后得到ufg+oca图形;
6、s3.超薄柔性盖板贴合装置包括真空设备和基座,基座上设置左卡槽部和右卡槽部;将海绵条在胶液中湿润,将ufg+oca图形卡装在左卡槽部和右卡槽部之间,此时ufg1的开槽垂直于基座,在左卡槽部和右卡槽部之间的基座位置放置在胶液中湿润后的海绵条;
7、s4.将超薄柔性盖板贴合装置放置到真空设备的真空腔体中,对真空腔体抽真空;控制ufg的开槽下端贴合海绵条,利用压差,ufg的开槽和oca之间形成的凹槽部位因为压差,从下部吸取胶液至凹槽部位内,完成注胶。
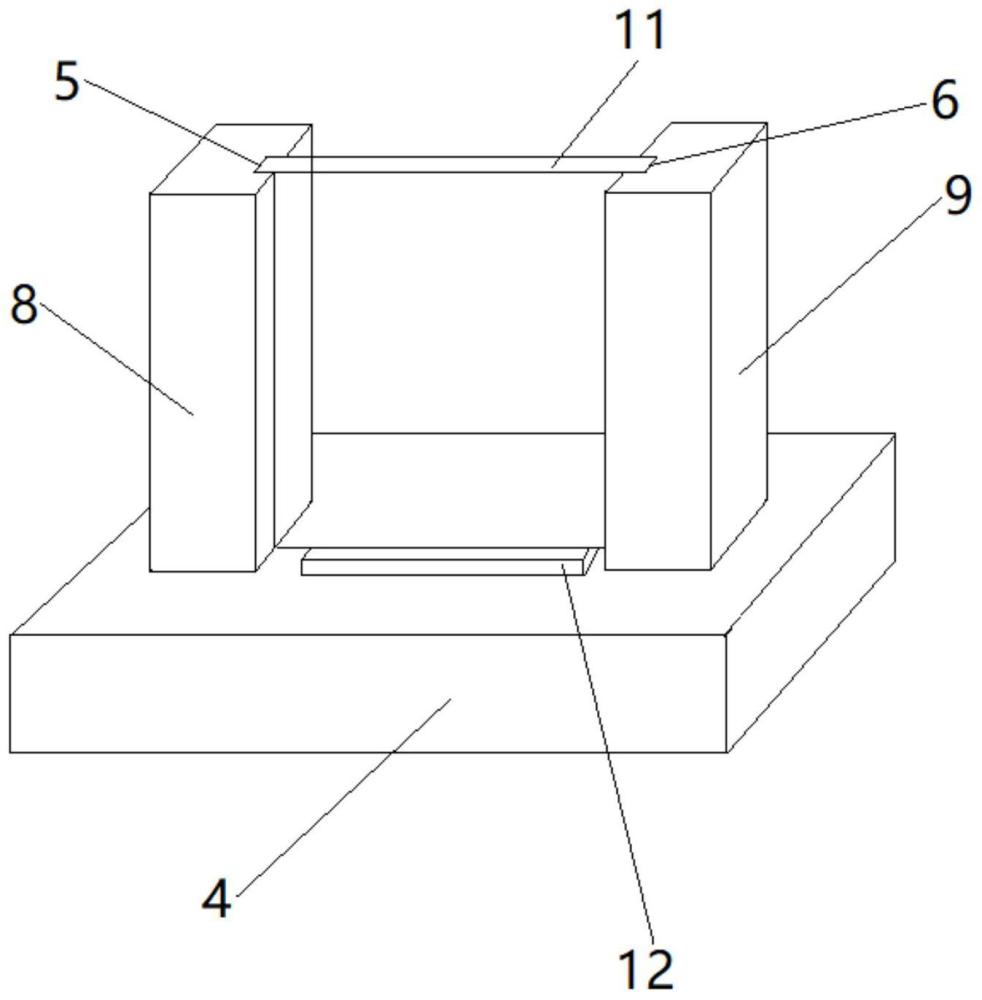
8、所述的超薄柔性盖板还包括ufg7,得到ufg+oca图形后,再将得到ufg+oca图形与ufg进行三和一贴合,贴合以后得到ufg+oca+utg叠构样品,ufg位于oca和utg之间。
9、卡装在左卡槽部和右卡槽部之间的是ufg+oca+utg叠构样品。
10、所述的基座上设置左升降部和右升降部,左卡槽部设置在左升降部靠近右升降部一侧,右卡槽部设置在右升降部靠近左升降部一侧,左升降部通过左气缸连接基座上表面,右升降部通过右气缸连接基座上表面。
11、所述的海绵条放置在基座上后,用胶管吸取胶液润湿海绵条。
12、所述的左气缸和右气缸分别连接控制部件,控制部件设置为能够带动左气缸和右气缸同步升降,从而带动左升降部和右升降部相对于基座4同步升降。
13、所述的ufg+oca图形卡装在左卡槽部和右卡槽部之间时,ufg的开槽和oca3之间的凹槽部位下端为注胶口。
14、将oca和ufg进行二和一贴合前,将oca2和ufg对位,对位时,先在切割平台上放置白纸,切割机在白纸上进行oca图形位置切割,形成oca图形位置标记线,切割机在白纸上进行ufg图形位置切割,形成ufg图形位置标记线,将ufg放置在白纸上对准ufg图形位置标记线的位置,然后将oca放置在白纸上对准oca图形位置标记线的位置,实现oca和ufg对位,再将oca和ufg进行二和一贴合。
15、本发明还涉及一种结构简单,容易操作,改变超薄柔性盖板贴合技术思路,无需采用载板贴合、覆膜、换膜等配件就能够完成贴合作业,提高生产效率、降低外部环境影响,有利于良率进一步提升的超薄柔性盖板贴合装置。
16、所述的超薄柔性盖板贴合装置包括真空设备和承载部件,承载部件包括基座,基座上设置左升降部和右升降部,左卡槽部设置在左升降部靠近右升降部一侧,右卡槽部设置在右升降部靠近左升降部一侧,左升降部通过左气缸连接基座上表面,右升降部通过右气缸连接基座上表面。
17、所述的左气缸和右气缸分别连接控制部件。
18、采用本发明的技术方案,工作原理及有益效果如下所述:
19、本发明所述的超薄柔性盖板贴合方法,工艺流程简单、易于推广及实用性较强,而传统的工艺方法,需要在产品的狭缝部位进行涂布,涂布工艺要求超薄盖板贴合载板后才能进行转送加工、载板传送,不仅需要依靠底膜传送载板上贴合的玻璃,还需要膜材进行覆膜涂布,膜材表观对涂布后产品影响较大,且换膜操作也会引入异物,导致涂布产品良率无法有效提升;本发明取消贴合、涂布及覆膜等流程,简化为贴合注胶工艺,工艺成熟,自动化程度高;注胶工艺设备简单,且注胶在真空环境中进行,无异物影响,胶液灌注后不会受到污染,且产品在注胶中不会出现折痕,开发成本低、市场前景更广阔。
技术特征:1.一种超薄柔性盖板贴合方法,其特征在于:所述的超薄柔性盖板贴合方法的贴合步骤为:
2.根据权利要求1所述的超薄柔性盖板贴合方法,其特征在于:所述的超薄柔性盖板还包括ufg(7),得到ufg+oca图形后,再将得到ufg+oca图形与ufg(7)进行三和一贴合,贴合以后得到ufg+oca+utg叠构样品(11),ufg(7)位于oca(2)和utg(1)之间。
3.根据权利要求2所述的超薄柔性盖板贴合方法,其特征在于:卡装在左卡槽部(5)和右卡槽部(6)之间的是ufg+oca+utg叠构样品。
4.根据权利要求2或3所述的超薄柔性盖板贴合方法,其特征在于:所述的基座(4)上设置左升降部(8)和右升降部(9),左卡槽部(5)设置在左升降部(8)靠近右升降部(9)一侧,右卡槽部(6)设置在右升降部(9)靠近左升降部(8)一侧,左升降部(8)通过左气缸连接基座(4)上表面,右升降部(9)通过右气缸连接基座(4)上表面。
5.根据权利要求1或2所述的超薄柔性盖板贴合方法,其特征在于:所述的海绵条放置在基座(4)上后,用胶管吸取胶液润湿海绵条。
6.根据权利要求4所述的超薄柔性盖板贴合方法,其特征在于:所述的左气缸和右气缸分别连接控制部件,控制部件设置为能够带动左气缸和右气缸同步升降,从而带动左升降部(8)和右升降部(9)相对于基座(4)同步升降。
7.根据权利要求1或2所述的超薄柔性盖板贴合方法,其特征在于:所述的ufg+oca图形卡装在左卡槽部(5)和右卡槽部(6)之间时,ufg(1)的开槽(2)和oca(3)之间的凹槽部位下端为注胶口。
8.根据权利要求1或2所述的超薄柔性盖板贴合方法,其特征在于:将oca(2)和ufg(1)进行二和一贴合前,将oca(2)和ufg(1)对位,对位时,先在切割平台上放置白纸,切割机在白纸上进行oca(2)图形位置切割,形成oca(2)图形位置标记线,切割机在白纸上进行ufg(1)图形位置切割,形成ufg(1)图形位置标记线,将ufg(1)放置在白纸上对准ufg(1)图形位置标记线的位置,然后将oca(2)放置在白纸上对准oca(2)图形位置标记线的位置,实现oca(2)和ufg(1)对位,再将oca(2)和ufg(1)进行二和一贴合。
9.一种超薄柔性盖板贴合装置,其特征在于:所述的超薄柔性盖板贴合装置包括真空设备和承载部件,承载部件包括基座(4),基座(4)上设置左升降部(8)和右升降部(9),左卡槽部(5)设置在左升降部(8)靠近右升降部(9)一侧,右卡槽部(6)设置在右升降部(9)靠近左升降部(8)一侧,左升降部(8)通过左气缸连接基座(4)上表面,右升降部(9)通过右气缸连接基座(4)上表面。
10.根据权利要求9所述的超薄柔性盖板贴合装置,其特征在于:所述的左气缸和右气缸分别连接控制部件。
技术总结本发明属于超薄柔性盖板生产技术领域的超薄柔性盖板贴合方法,本发明还涉及一种超薄柔性盖板贴合方法。所述的超薄柔性盖板贴合装置的承载部件包括基座(4),基座(4)上设置左升降部(8)和右升降部(9),左卡槽部(5)设置在左升降部(8)靠近右升降部(9)一侧,右卡槽部(6)设置在右升降部(9)靠近左升降部(8)一侧,左升降部(8)通过左气缸连接基座(4)上表面,右升降部(9)通过右气缸连接基座(4)上表面。本发明所述的超薄柔性盖板贴合装置及方法,无需采用载板贴合、覆膜、换膜等配件就能够完成贴合作业,提高生产效率、降低外部环境影响,有利于盖板的良率提升。技术研发人员:胡井亮,汪晓玲,徐炯,齐彦杰,杨夫舜,岳伟受保护的技术使用者:芜湖东信光电科技有限公司技术研发日:技术公布日:2024/7/11本文地址:https://www.jishuxx.com/zhuanli/20240801/239659.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表