一种高阻氧的纯PE液体自立袋的制作方法
- 国知局
- 2024-08-02 13:46:53
本发明涉及一种高阻氧的纯pe液体自立袋,属于塑料薄膜。
背景技术:
1、自立袋一般是指底部有水平支撑结构,不倚靠任何支撑以及无论开袋与否均可自行站立的软包装袋,它的显著优点包括携带轻便、使用便利、密封性好、具有一定保鲜作用等。作为一种相对新颖的包装形式,能够提升产品档次、强化货架视觉效果,目前已广泛应用于食品、洗涤用品、化妆品以及医药用品等行业。
2、市面上流行的自立袋大多数采用多层复合工艺完成,常见的结构有pet/pe、pet/ny/pe、ny/ny/pe等。这些多材质多层复合结构的自立袋,成型工序复杂繁琐,成品良率难以控制,复合强度不足,难以物理回收再利用,不环保,用于对氧气敏感的药品、食品行业时,其氧气阻隔性能又不理想。
3、pe、pp这一类聚烯烃材料价格低廉,是最常用的包装材料,但pp、pe极性低,由相似相溶原理推断聚烯烃材料易透过非极性气体,所以pp、pe的阻氧性能比较差。提高pp、pe的结晶度或分子链排布的有序性,减少自由体积等,可以提高阻氧性能,但这也会带来成型加工方面的困难,提高成本的同时还会降低pp、pe材料成型后的透明度。目前阻氧性能较好的包装材料,多采用高极性的高聚物,如聚乙烯醇(pva)、聚偏氯乙烯(pvdc)、聚乳酸(pla)、聚2,5-呋喃二甲酸乙二醇酯(pef)、聚对苯二甲酸乙二醇酯(pet)、聚萘二甲酸乙二醇酯(pen)、共聚酰胺(mxd6)等,这些材质虽然透气率低,但各自均存在难以克服的缺点,比如,pva在高湿条件下阻氧性能剧烈下降;pvdc中含有氯元素,难以降解且焚烧处理时易产生有毒有害物质;pla和pef脆性大,抗冲击强度低,用于软包装行业时困难重重;pet、pen、mxd6价格相对较高,大规模用于软包装行业时,其成本远高于pp、pe等聚烯烃材料。因此如何简单有效的改善pe、pp这些聚烯烃材料的阻氧性能,制备出纯聚烯烃类的高阻氧软包装材料,是低成本解决自立袋用于药品、食品行业时,氧气阻隔性能不佳问题的有效途径之一。
4、中国专利cn110669273a公开了一种多层共挤超薄阻氧改性聚乙烯薄膜,该专利在聚乙烯树脂中添加阻氧剂和pvc树脂来实现高阻氧性能,该专利中并未披露得到的改性聚乙烯薄膜的氧气透过率,再者添加pvc树脂肯定会引入氯元素,这和使用pvdc材质类似,存在相同的环保问题。中国专利cn106084422a公开了一种高强度阻湿阻氧耐热的高密度聚乙烯膜及其制备方法,该专利在高密度聚乙烯中加人了大量的无机填料,对最终高密度聚乙烯膜的阻氧性能有何影响,该专利文本中并没有给出具体测试数据,而且大量无机填料的加入会严重影响聚乙烯薄膜的力学性能。
5、从以上论述可以看出,pe材质的高阻氧包装材料仍存在阻氧性能差、力学性能低、难以回收利用等多方面的问题,寻找简单有效的方法来改善pe的阻氧性能并通过简单复合工艺来制备pe材质的包装材料对医药食品行业意义重大。
技术实现思路
1、针对上述现有技术存在的不足,本发明提供一种高阻氧的纯pe液体自立袋,实现以下发明目的:该自立袋使用pe材质,复合工艺简单,阻氧性能优异且耐压耐跌落性能好,易于回收再利用。
2、为实现上述发明目的,本发明采取以下技术方案:
3、一种高阻氧的纯pe液体自立袋,所述高阻氧的纯pe液体自立袋由内、外两层组成,其中自立袋外层为单向拉伸pe膜(mdope膜),自立袋内层为7层共挤高阻氧pe膜,其具体结构为pe1/pe2/tie3/evoh/tie3/pe2/pe1;
4、所述单向拉伸pe膜由改性pe树脂经单向拉伸工艺制备得到;
5、所述单向拉伸工艺包括挤出吹塑、单向拉伸、电晕、收卷四个步骤;
6、所述单项拉伸步骤的操作单元包括预热导辊、拉伸导辊、退火导辊、冷却导辊;
7、所述拉伸导辊包括慢速导辊、过渡导辊和快速导辊;
8、所述7层共挤高阻氧pe膜的pe1层,其组成为:65~85wt%的茂金属聚乙烯、0.3~1.5wt%的聚乙烯蜡,其余不足100wt%部分为低密度聚乙烯;
9、所述7层共挤高阻氧pe膜的pe2层,其组成为:60~75wt%的茂金属聚乙烯、0.4~1.8wt%的聚乙烯蜡,其余不足100wt%部分为高密度聚乙烯;
10、所述7层共挤高阻氧pe膜的tie3层,其组成为6~15wt%的马来酸酐接枝聚乙烯、2~5wt%dcpd氢化树脂,其余不足100wt%部分为低密度聚乙烯;
11、所述马来酸酐接枝聚乙烯,其马来酸酐质量含量为3~9wt%;
12、所述dcpd氢化树脂的软化点为100~120℃;
13、所述7层共挤高阻氧pe膜的evoh层,其组成为75~85wt%的乙烯-乙烯醇共聚物树脂、3~7wt%的马来酸酐接枝聚乙烯、0.3~1.3wt%的聚乙烯蜡,其余不足100wt%部分为高密度聚乙烯;
14、所述高阻氧的纯pe液体自立袋,其制备方法包括单向拉伸pe膜的制备、7层共挤高阻氧pe膜的制备、印刷、干式复合、熟化、分切袋底、制袋七个步骤;
15、以下是对上述技术方案的进一步改进:
16、步骤1、单向拉伸pe膜的制备
17、(1)挤出吹塑
18、按改性pe树脂的具体组成,将聚异丁烯、1,3-2,4-二(3,4-二甲基)苄叉木糖醇、苯甲酸钠、爽滑剂、高密度聚乙烯注入双螺杆内,控制螺杆熔融段温度90~140℃、挤出段温度160~200℃、模头温度170~205℃、挤出速度在130~260kg/h、吹塑的吹胀比为1:(1.5~2.4)。
19、(2)单向拉伸
20、控制预热导辊温度在50~110℃、拉伸导辊温度在55~110℃、退火导辊温度在75~105℃、冷却导辊温度在30~45℃,慢速导辊与过渡导辊之间的拉伸倍率为1.2~2,过渡导辊与快速导辊间的拉伸倍率为1.6~2.2。
21、(3)电晕
22、放电电压控制在9000~11000v/m2。
23、(4)收卷
24、收卷张力控制在1.3~2mpa,得到单向拉伸pe膜。
25、步骤2、7层共挤高阻氧pe膜的制备
26、按pe1/pe2/tie3/evoh/tie3/pe2/pe1七层所用原料的具体配比,将七层各自所用原料分别加入螺杆挤出机的七个料筒内,同时开启七个料筒的加热段,每个料筒的加热段均分成三段控温,第一段加热温度控制在110~150℃,第二段加热温度控制在150~180℃,第三段加热温度控制在180~220℃,模头温度控制在220~240℃,挤出压力控制在30~50mpa,挤出后用压缩空气控制吹胀比为1:1.8~2.6,吹胀后风冷至室温得到7层共挤高阻氧pe膜。
27、步骤3、印刷
28、在单向拉伸pe膜上印刷,烘箱温度控制在40~60℃,最小印刷张力4~13n。
29、步骤4、干式复合
30、将印刷后的单向拉伸pe膜与7层共挤高阻氧pe膜干式复合,烘箱温度控制在50~65℃,复合张力控制在3~10kg,得到干式复合膜。
31、步骤5、熟化
32、将干式复合膜放入低温40~45℃烘箱熟化24~48h。
33、步骤6、分切袋底
34、分切出袋底。
35、步骤7、制袋
36、热封温度120~160℃,温度波动控制在±1℃,袋子的每个位置经过3~5次热封,制袋的速度控制在60~80刀/分。
37、与现有技术相比,本发明取得以下有益效果:
38、1、本发明设计出了具有优异阻氧性能的7层共挤高阻氧pe膜,通过乙烯-乙烯醇共聚物树脂与马来酸酐接枝聚乙烯的物理共混促进了乙烯-乙烯醇共聚物与基体pe树脂的相容性,使乙烯-乙烯醇共聚物在薄膜层中的分布更为均匀统一,进而得到了高阻氧性能的pe膜;
39、2、本发明通过在高密度聚乙烯中物理共混聚异丁烯,同时引入1,3-2,4-二(3,4-二甲基)苄叉木糖醇和苯甲酸钠两种成核剂,极大促进了高密度聚乙烯在单向拉伸工艺过程中的结晶速率和细晶化,显著提高了高密度聚乙烯的力学强度,最终提升了自立袋整体的力学性能;
40、3、本发明所涉及的复合工序只有一道,即单向拉伸pe膜与7层共挤高阻氧pe膜的干式复合,工艺简单,成品良率容易控制;
41、4、本发明制备出的自立袋为pe材质,易于回收重新利用;
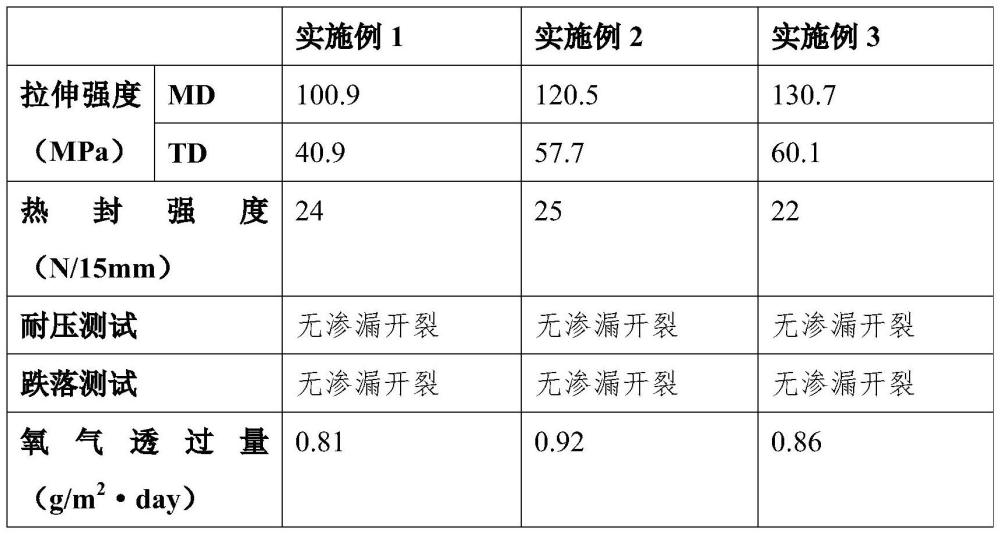
42、5、本发明制备出的自立袋,其氧气透过量为0.81~0.92g/m2·day,拉伸强度md方向100.9~130.7mpa,td方向40.9~60.1mpa,热封强度22~25n/15mm,耐压方面用80kg重物平压,压合状态下维持60s不发生破损或开裂,抗跌落性能方面,自立袋内装500g水后,从1m高度跌落6次而不发生破损或开裂。
本文地址:https://www.jishuxx.com/zhuanli/20240801/240623.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表