一种增压挤出全水性油漆复合不锈钢板及其制造设备的制作方法
- 国知局
- 2024-08-02 12:29:29
本发明涉及涂层金属板制造,具体涉及一种增压挤出全水性油漆复合不锈钢板及其制造设备。
背景技术:
1、金属板在工业和生活中的应用比较广泛,汽车、家电、高档家具、厨房设备、工业和民用建筑等领域都需要使用;一般,金属需在其表面涂上防护层或装饰层后才能作为正式产品使用。
2、现有的复合金属板一般以铝板、不锈钢板或不锈铁板作为基板,然后在基板的两面均设置一些功能层。如中国公开专利文献号为cn217803723u公开了一种复合金属板,从上至下依次设有保护膜层、纳米水性聚氨酯油漆层、纳米聚氨酯底漆层、第一高分子隔热层、金属基材层、第二高分子隔热层和水性防腐保护层;保护膜层通过压合的方式与纳米水性聚氨酯油漆层结合。其中金属基材可为铝板、不锈钢板或不锈铁板。上述技术方案的复合板,其中的纳米水性聚氨酯油漆层和纳米聚氨酯底漆层均是通过常规的油漆涂布工艺,这种常规的涂布工艺涂布而成的漆层存在的问题是表面光洁度较差且厚度难以保持均匀,进而导致产品外观品质较差。因此,有必要提供一种新的制造设备来解决上述技术问题。
技术实现思路
1、针对上述存在的技术问题至少之一,本发明目的是提供一种增压挤出全水性油漆复合不锈钢板及其制造设备。
2、本发明的技术方案是:
3、本发明的一个目的在于提供一种增压挤出全水性油漆复合不锈钢板,包括以下步骤:
4、包括不锈钢基材层,所述不锈钢基材层厚度方向的一个面上由内至外依次设置有等离子处理层、钝化层、无溶剂水性底漆层、无溶剂水性面漆层和保护膜层。
5、在其中的一些实施方式中,所述无溶剂水性底漆层通过增压泵增压挤出方式喷涂结合在所述钝化层上。
6、在其中的一些实施方式中,所述无溶剂水性面漆层通过增压泵增压挤出方式喷涂结合在所述无溶剂水性底漆层上。
7、在其中的一些实施方式中,所述不锈钢基材层的材质为2系不锈铁、4系不锈铁或3系不锈钢;和/或
8、所述保护膜层为pe保护膜。
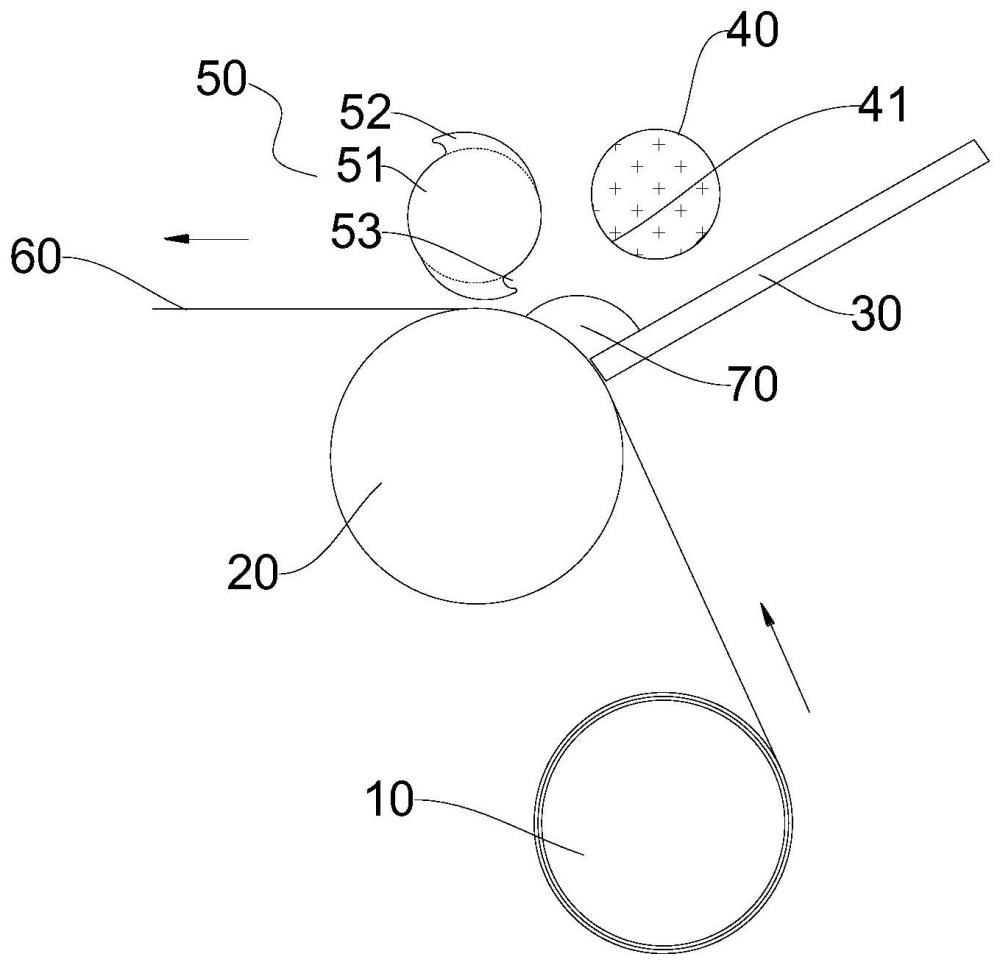
9、本发明的另一个目的在于提供一种增压挤出全水性油漆复合不锈钢板的制造设备,包括输入机构、托辊、挡板、喷管、头刀、增压泵和输出机构,所述输入机构用于将待喷涂油漆的不锈钢基材向所述托辊方向输送,所述托辊设置在所述输入机构与所述输出机构之间且位于所述输入机构的斜上方,所述托辊用于支撑所述的不锈钢基材并改变所述不锈钢基材的输送方向,所述的不锈钢基材具有待喷涂面和与待喷涂面相对的并与所述托辊的外周面滑动接触的接触面,所述挡板可活动地设置在所述托辊的上方且与所述托辊上的待喷涂油漆的不锈钢基材的待喷涂面之间限定出可防止喷出的油漆由喷涂位置滑落的间隙,所述喷管可移动地设于所述托辊上的待喷涂油漆的不锈钢基材的上方并相对于所述挡板靠近所述输出机构一侧且所述喷管面向所述不锈钢基材的一面开设有喷孔,所述喷管内用于装填油漆并与所述增压泵的出口端相连,所述增压泵用于向所述喷管内增压以使所述喷管内的油漆挤出喷射在所述待喷涂面上,所述头刀可绕其轴线转动并可朝着靠近或远离喷涂好的不锈钢基材的方向移动地设于所述不锈钢基材的上方且位于所述输出机构的一侧以用于控制所述待喷涂面上的油漆的厚度,所述头刀的轴线与所述托辊的轴线平行,所述输出机构用于将喷涂好油漆的不锈钢基材输出。
10、在其中的一些实施方式中,所述挡板可沿所述托辊的径向方向做靠近或远离所述托辊的移动;和/或,
11、所述挡板可沿水平方向做靠近或远离所述托辊的移动;和/或,
12、所述挡板可沿所述托辊与不锈钢基材接触的圆弧面的切线方向移动。
13、在其中的一些实施方式中,所述输入机构为放卷轮,所述输出机构为沿水平方向间隙排布的一排输送辊。
14、在其中的一些实施方式中,所述喷管的轴线方向与所述托辊的轴线方向平行且所述喷管面向所述托辊的一面上沿所述喷管的轴线方向间距设有一排所述喷孔。
15、在其中的一些实施方式中,所述头刀的截面包括一个圆形的刀本体和沿所述刀本体的外周面一体成型设置的至少两个间隔的且向外突出的凸出部,任一所述凸出部的外边缘为弧形,所述凸出部的内边缘与所述刀本体的外边缘限定出一个可容纳刮下的油漆的容纳凹腔。
16、与现有技术相比,本发明的优点是:
17、本发明的增压挤出全水性油漆复合不锈钢板的制造设备,无溶剂水性底漆层和无溶剂水性面漆层均采用增压泵增压挤出方式喷涂加工而成,相比现有技术中的涂布方式,一方面,表面更加光洁平整且厚度均匀性更好,产品品质更好;另一方面,无溶剂水性底漆层与不锈钢基材层的结合及与无溶剂水性面漆层的结合更加牢固,可以提高产品的使用寿命。制造设备结构简单,制造成本较低。
技术特征:1.一种增压挤出全水性油漆复合不锈钢板,其特征在于,包括不锈钢基材层,所述不锈钢基材层厚度方向的一个面上由内至外依次设置有等离子处理层、钝化层、无溶剂水性底漆层、无溶剂水性面漆层和保护膜层。
2.根据权利要求1所述的复合不锈钢板,其特征在于,所述无溶剂水性底漆层通过增压泵增压挤出方式喷涂结合在所述钝化层上。
3.根据权利要求2所述的复合不锈钢板,其特征在于,所述无溶剂水性面漆层通过增压泵增压挤出方式喷涂结合在所述无溶剂水性底漆层上。
4.根据权利要求1所述的复合不锈钢板,其特征在于,所述不锈钢基材层的材质为2系不锈铁、4系不锈铁或3系不锈钢;和/或
5.一种增压挤出全水性油漆复合不锈钢板的制造设备,其特征在于,包括输入机构、托辊、挡板、喷管、头刀、增压泵和输出机构;
6.根据权利要求5所述的制造设备,其特征在于,所述挡板可沿所述托辊的径向方向做靠近或远离所述托辊的移动;和/或,
7.根据权利要求5所述的制造设备,其特征在于,所述输入机构为放卷轮,所述输出机构为沿水平方向间隙排布的一排输送辊。
8.根据权利要求5所述的制造设备,其特征在于,所述喷管的轴线方向与所述托辊的轴线方向平行且所述喷管面向所述托辊的一面上沿所述喷管的轴线方向间距设有一排所述喷孔。
9.根据权利要求5所述的制造设备,其特征在于,所述头刀的截面包括一个圆形的刀本体和沿所述刀本体的外周面一体成型设置的至少两个间隔的且向外突出的凸出部,任一所述凸出部的外边缘为弧形,所述凸出部的内边缘与所述刀本体的外边缘限定出一个可容纳刮下的油漆的容纳凹腔。
技术总结本发明公开一种增压挤出全水性油漆复合不锈钢板及其制造设备,复合不锈钢板包括不锈钢基材层,所述不锈钢基材层厚度方向的一个面上由内至外依次设置有等离子处理层、钝化层、无溶剂水性底漆层、无溶剂水性面漆层和保护膜层。制造设备包括输入机构、托辊、挡板、喷管、头刀、增压泵和输出机构。无溶剂水性底漆层和无溶剂水性面漆层均采用增压泵增压挤出方式喷涂加工而成,相比现有技术中的涂布方式,一方面,表面更加光洁平整且厚度均匀性更好,产品品质更好;另一方面,无溶剂水性底漆层与不锈钢基材层的结合及与无溶剂水性面漆层的结合更加牢固,可以提高产品的使用寿命。制造设备结构简单,制造成本较低。技术研发人员:王欣南受保护的技术使用者:苏州新颖新材料科技股份有限公司技术研发日:技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240802/236355.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。