混合K-均值聚类算法和遗传算法的机械加工路径规划方法与流程
- 国知局
- 2024-08-19 14:24:27
本发明涉及机械加工,更具体地说,涉及混合k-均值聚类算法和遗传算法的机械加工路径规划方法。
背景技术:
1、通过数控机床加工复杂对象或物体时,若采用合理、较短的加工路径,可以有效减少末端执行器的多余行程,对于提升加工效率具有重要意义。加工效率的提升可以更好地适应行业需求,例如,近年来飞速发展的3c(即计算机、通信和消费电子产品)行业,产品更新迭代速度快、加工速度要求高。然而,在很长一段时间里,大多数螺丝或螺栓锁付、点胶、打孔等工序的加工路径规划,都是基于工程师的以往经验,该方式虽然能够简化工作流程,方便工程师编写数控机床的移动程序,但也意味着凭经验设计的路径通常也不是最优路径。而产线的加工任务是长期持续运行的,多余行程的积累效应会明显降低生产产能。
2、而随着人工智能的飞速发展,智能算法逐渐被应用于各行业。其中,遗传算法是一种被用来寻找最优路径的概率性算法,能够用于求解旅行商问题,它具有分布性的特点,鲁棒性强并且容易与其它算法结合等优点。因此,遗传算法很适合应用在3c加工中的锁付、点胶、打孔路径规划等场景。但是,遗传算法作为启发式算法,在求解大规模加工路径规划时容易陷入局部最优解,造成求解精度较低,不能很好地进行路径规划。
3、因此,仍需对现有加工路径规划方法做改进,以解决求解精度低的问题。
技术实现思路
1、本发明要解决的技术问题在于,针对现有技术的上述缺陷,提供混合k-均值聚类算法和遗传算法的机械加工路径规划方法。
2、本发明解决其技术问题所采用的技术方案是:
3、提供一种混合k-均值聚类算法和遗传算法的机械加工路径规划方法,包括如下步骤:
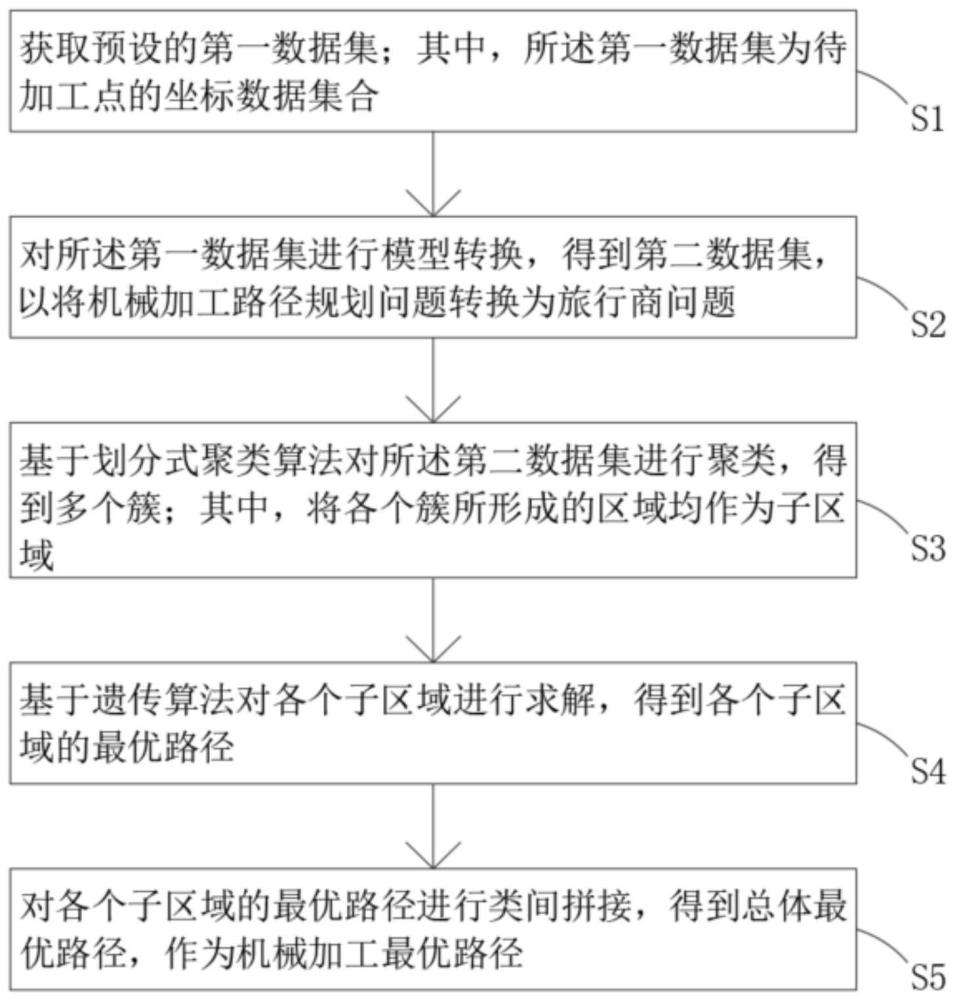
4、s1,获取预设的第一数据集;其中,所述第一数据集为待加工点的坐标数据集合;
5、s2,对所述第一数据集进行模型转换,得到第二数据集,以将机械加工路径规划问题转换为旅行商问题;
6、s3,基于划分式聚类算法对所述第二数据集进行聚类,得到多个簇;其中,将各个簇所形成的区域均作为子区域;
7、s4,基于遗传算法对各个子区域进行求解,得到各个子区域的最优路径;
8、s5,对各个子区域的最优路径进行类间拼接,得到总体最优路径,作为机械加工最优路径。
9、可选的,步骤s1中,所述第一数据集为g=(v,e),其中,v=(1,2,…,n),n为待加工点的数量,e为任意两个待加工点所连成的边的集合;
10、步骤s2中,所述第二数据集为dijxij+lstart+lend,其中,f(x)为总体路径长度,i,j∈v,i≠j,dij为边对应的权重,xij为集合e中边的长度,lstart为末端执行器距离起始加工点的欧式距离,lend为末端执行器距离最终加工点的欧式距离。
11、可选的,步骤s3中,所采用的划分式聚类算法为k-均值聚类算法。
12、可选的,步骤s3中,根据以下公式计算簇个数k:
13、
14、其中,sk为总体平均轮廓系数,-1≤sk≤1,si为第i个样本的轮廓系数,bi为第i个待加工点与最近簇中所有样本点之间的平均距离,ai表示第i个待加工点与同簇内其他样本点的平均距离。
15、可选的,步骤s5包括:
16、类间拼接方法为子区域最近领域类间连接,且总体最优路径的求解公式为
17、minz=∑zk-∑si+∑sj
18、其中,z为总体路径长度,zk为子区域的最优路径长度,si为子区域连接时的断开链长度,sj为子区域之间的连接链长度。
19、可选的,步骤s3中,根据以下公式计算待加工点到簇中心的距离:
20、
21、其中,c(i)为第i个待加工点到第j个簇中心的距离,x(i)为第i个待加工点的坐标,uj为第j个簇的质心坐标。
22、可选的,步骤s3中,根据以下公式计算各个簇的质心:
23、
24、可选的,步骤s3中,聚类终止条件为以下的一种或任意组合:
25、所有簇中心移动均小于第一预设值、迭代次数大于第二预设值、不再重新分配簇中心。
26、可选的,步骤s4中,适应度函数为其中,distance为子区域的路径长度。
27、可选的,步骤s4中,迭代终止条件为适应度大于第三预设值和/或迭代次数大于第四预设值。
28、本发明的有益效果在于:在路径加工时,读取预先录入的待加工点的坐标数据,即可实现最优路径的自动规划,进而应用最优路径进行加工,有效提高加工效率。例如,首先对锁付路径进行模型转换(也可称为优化),将其锁付路径规划问题求解转换为求解tsp问题,接着利用k-均值聚类方法,将数据进行分组,再利用遗传算法分别对子问题进行路径优化求解,并进行子问题的类间连接,得出最终优化路径,很好地解决了传统路径规划算法在求解大规模tsp问题时收敛速度慢、求解时间长、精度低等问题,在3c加工中的锁付、点胶、打孔路径规划具有显著优势。
技术特征:1.一种混合k-均值聚类算法和遗传算法的机械加工路径规划方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的混合k-均值聚类算法和遗传算法的机械加工路径规划方法,其特征在于:
3.根据权利要求2所述的混合k-均值聚类算法和遗传算法的机械加工路径规划方法,其特征在于,步骤s3中,所采用的划分式聚类算法为k-均值聚类算法。
4.根据权利要求3所述的混合k-均值聚类算法和遗传算法的机械加工路径规划方法,其特征在于,步骤s3中,根据以下公式计算簇个数k:
5.根据权利要求4所述的混合k-均值聚类算法和遗传算法的机械加工路径规划方法,其特征在于,步骤s5包括:
6.根据权利要求3所述的混合k-均值聚类算法和遗传算法的机械加工路径规划方法,其特征在于,步骤s3中,根据以下公式计算待加工点到簇中心的距离:
7.根据权利要求6所述的混合k-均值聚类算法和遗传算法的机械加工路径规划方法,其特征在于,步骤s3中,根据以下公式计算各个簇的质心:
8.根据权利要求3所述的混合k-均值聚类算法和遗传算法的机械加工路径规划方法,其特征在于,步骤s3中,聚类终止条件为以下的一种或任意组合:
9.根据权利要求1所述的混合k-均值聚类算法和遗传算法的机械加工路径规划方法,其特征在于,步骤s4中,适应度函数为其中,distance为子区域的路径长度。
10.根据权利要求8所述的混合k-均值聚类算法和遗传算法的机械加工路径规划方法,其特征在于,步骤s4中,迭代终止条件为适应度大于第三预设值和/或迭代次数大于第四预设值。
技术总结本发明涉及机械加工技术领域,更具体地涉及混合K‑均值聚类算法和遗传算法的机械加工路径规划方法。通过先获取预设的第一数据集,进而,对第一数据集进行模型转换,得到第二数据集,进而,基于划分式聚类算法对第二数据集进行聚类,得到多个簇,进而,基于遗传算法对各个子区域进行求解,得到各个子区域的最优路径,进而,对各个子区域的最优路径进行类间拼接,得到总体最优路径,作为机械加工最优路径。采用前述方法,在路径加工时,读取预先录入的待加工点的坐标数据,即可实现最优路径的自动规划,进而应用最优路径进行加工,有效提高加工效率。技术研发人员:王怀智,王靖东受保护的技术使用者:南通市普蓝机器人有限公司技术研发日:技术公布日:2024/8/16本文地址:https://www.jishuxx.com/zhuanli/20240819/275094.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。