将端子附接至用于半导体功率模块的金属衬底结构的方法以及半导体功率模块与流程
- 国知局
- 2024-10-09 16:13:19
本公开涉及一种利用绝缘树脂片材将端子附接至用于半导体功率模块的金属衬底结构的方法。本公开进一步涉及一种用于半导体器件的半导体功率模块。
背景技术:
1、传统的绝缘金属衬底形成了同时具有低绝缘要求和低热阻要求的低功率和中等功率半导体封装技术。端子附接至绝缘金属衬底,并且需要将端子可靠地连接在绝缘金属衬底上。文件de 10 2012 211952b4披露了一种功率半导体模块,该功率半导体模块具有布置在冷却装置或基板上的衬底。功率半导体部件与条形导体导电连接。调节元件和连接器布置在条形导体上。调节元件的主表面与连接器相邻地固定,使得形成两种连接类型,而调节元件的另一主表面通过连接单元导电地并且牢固地结合。文件ep 0 706 221a2公开了另外的具有接触元件的半导体布置。
技术实现思路
1、本公开的实施例涉及一种用于将端子附接至金属衬底结构的方法,该方法可以有助于实现节省成本的用于半导体功率模块的金属衬底结构,该金属衬底结构即使在高电压功率模块应用中也能够可靠工作。本公开的另外的实施例涉及一种对应的半导体功率模块。
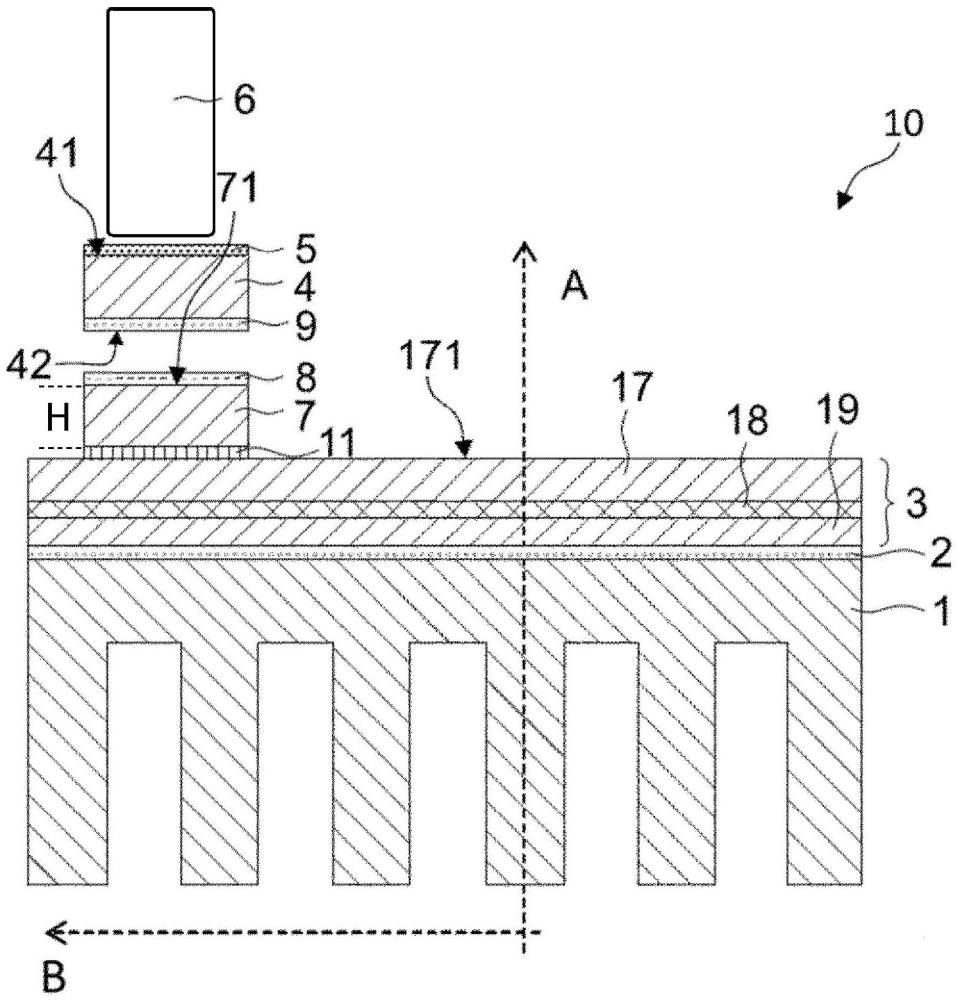
2、根据实施例,一种用于将端子附接至用于半导体功率模块的金属衬底结构的方法包括提供至少一个端子以及提供金属衬底结构,该金属衬底结构具有金属顶层、金属底层和布置在金属顶层与金属底层之间的绝缘树脂层。该方法进一步包括提供缓冲结构元件并将缓冲结构元件联接至金属顶层的顶表面,以形成用于该至少一个端子的突出部。该方法进一步包括利用超声波焊接头藉由超声波焊接将该至少一个端子联接至缓冲结构元件,超声波焊接头以作用于端子、缓冲结构元件和/或金属衬底结构的10-100khz范围内的超声波频率、10-100μm范围内的振幅以及100-1000n范围内的机械压力中的至少一者执行,使得缓冲结构元件布置在金属顶层与该至少一个端子之间并且通过焊接接头而实质上结合到该至少一个端子。
3、由于所描述的方法,可以在绝缘金属衬底上实现超声波焊接连结连接,这可以有助于半导体功率模块即使是在高电压功率模块应用中也能够稳定且可靠地工作。该方法有助于通过超声波焊接将端子牢固且经济地附接在绝缘金属衬底上,例如降低了绝缘树脂层的损坏风险。
4、对于替代性连接过程,超声波焊接提供了超声波焊接界面在热负载循环方面的可靠性,改善了界面的导热性,简化了制造,提高了生产量。由于具有缓冲结构元件,因此超声波焊接也可以用作绝缘金属衬底结构的既定技术。现在需要重新设计壳体或端子。
5、绝缘金属衬底结构实现了用于具有低绝缘要求和低热阻要求的功率半导体模块的经济性技术。
6、缓冲结构是有意形成的突出部,其能够保护树脂层免受由超声波焊接引入的机械冲击,并且实现在端子位置处金属顶层的电路敷金属具有局部较大的厚度或进行增强。另外,缓冲结构保护树脂层免受热冲击。突出部提供了焊接位置与树脂层之间更长的机械路径和热路径,并对衬底进行机械强化。
7、缓冲结构元件越厚或越宽,绝缘金属衬底结构中引入的机械应力越小。在这方面,缓冲结构元件的高度或厚度可以比宽度或长度缓冲结构元件对应力松弛的吸收或缓冲具有更大的影响。此外,为了有助于应力缓冲或吸收,缓冲结构元件可以例如包括能够减小摩擦力的金涂覆层。然而,这种涂覆层例如还有助于缓冲结构元件的可靠稳定的附接,如烧结。
8、端子、缓冲结构元件和金属衬底结构配合执行超声波焊接过程。例如,超声波焊接过程是以20khz的超声波频率执行。
9、与本公开有关的认识是,传统的绝缘金属衬底实现了同时具有低绝缘要求和低热阻要求的低功率和中等功率半导体封装技术。对于低可靠性要求,端子可以焊接或胶合在衬底上。通常,焊接提供更好的可靠性,但焊接过程对于衬底结构可能是至关重要的。对于这种绝缘金属衬底的传统设置,对应的端子使用焊接技术连接至顶部敷金属以提供连结连接,这对于衬底上的稳定过程和敷金属下方的树脂绝缘片材可能是至关重要的。焊接过程可能导致衬底结构的损坏,例如超声波焊接由于端子脚与衬底之间的摩擦和压力而对衬底结构产生热应力和机械应力的强烈冲击。在此,树脂片材受到变形和裂缝形成的强烈危害。此外,存在敷金属与树脂片材层分层的风险。当将端子脚超声波焊接在绝缘金属衬底的电路敷金属上时,可能发生对应的故障模式。
10、通过使用所描述的用于制造具有一个或多个附接端子的金属衬底结构的方法,由于在端子与金属顶层之间特别引入的缓冲结构元件,可以抵消上述不利影响。对于金属衬底结构的下层,由缓冲结构元件形成的金属顶层的顶表面上的突出部衰减或减小了由超声波焊接引起的机械应力和热应力。缓冲结构元件可以由金属顶层上的单独的金属元件形成和/或可以与金属顶层形成为一体。可以降低在树脂层中形成裂缝或损坏以及金属顶层分层的风险,并且可以实现稳定的半导体功率模块,该稳定的半导体功率模块即使在例如0.5kv至高达10.0kv的电压范围内的高电压功率模块应用中也能够可靠地工作。
11、根据该方法的实施例,提供并联接缓冲结构元件的步骤包括提供与金属顶层分开的金属块元件,并且藉由连结层将金属块元件联接至金属顶层的顶表面。替代性地或附加地,提供并联接缓冲结构元件的步骤可以包括提供与金属顶层一体形成的金属块突出部,该金属块突出部从金属顶层的顶表面突出。
12、根据该方法的另一个实施例,提供缓冲结构元件以通过例如具有0.3mm至高达2.0mm的高度的金属块或弹簧元件或弹性元件形成有意放置的突出部。高度涉及沿金属衬底结构和至少一个端子的堆叠方向的尺寸,并且还可以称为在金属顶层的相邻顶表面上方延伸的突出部的厚度。
13、缓冲结构元件可以由铜、铜合金、铝和铝合金或任何其他适用的金属或其他导电材料中的至少一者制成或包括铜、铜合金、铝和铝合金或任何其他适用的金属或其他导电材料中的至少一者。金属顶层也可以由铜、铜合金、铝和铝合金或任何其他适用的金属或其他导电材料中的至少一者制成或包括铜、铜合金、铝和铝合金或任何其他适用的金属或其他导电材料中的至少一者。缓冲结构元件和金属顶层包括例如具有相似或相同的热膨胀系数的不同或相同的材料,以提供相似或相同的热膨胀。
14、根据该方法的另一个实施例,缓冲结构元件提供有:位于被配置为在超声波焊接期间面向该至少一个端子的底表面的顶表面上的涂覆层;和/或位于被配置为在超声波焊接期间面向金属顶层的顶表面的底表面上的涂覆层。替代性地或附加地,在缓冲结构的被配置为面向金属顶层的顶表面的底表面上可以具有涂覆层,该涂覆层旨在有助于缓冲元件与衬底敷金属之间的连结连接。
15、替代性地或附加地,该至少一个端子提供有:位于被配置为在超声波焊接期间面向超声波焊接头的顶表面上的第一涂覆层;和/或位于被配置为在超声波焊接期间面向金属衬底结构的金属顶层的底表面上的第二涂覆层。
16、缓冲结构元件的上述涂覆层和端子的第一涂覆层和第二涂覆层中的一个或多个可以由贵金属(比如镍和/或银和/或金)和/或一种或多种其他金属制成或者包括贵金属和/或一种或多种其他金属。这种涂覆层可以有助于防止氧化和/或改善超声波焊接过程的条件。相应的涂覆层可以部分地或完全覆盖缓冲结构或端子的预定表面。此外,相应的涂覆层可以包括一个或多个层。
17、缓冲结构可以通过焊接、胶合、烧结和干接触中的至少一种或任何其他合适的连结方法连结到金属顶层的电路敷金属。电路敷金属或金属顶层也可以具有对应的涂覆层。缓冲结构可以被实现为金属块或弹簧元件或弹性元件以形成预定突出部。缓冲结构在金属衬底结构的顶表面上的实施被提供为位于端子通过超声波焊接结合的位置处。此外,可以存在与多于一个的端子相关联的多于一个的缓冲结构。缓冲结构有助于保护树脂层分别免受机械冲击和热冲击。
18、例如,该一个或多个端子可以直接焊接到相应的缓冲结构元件上,并且这些缓冲结构元件可以直接附接到金属顶层的顶表面上以形成相应的直接铜对铜接触。作为直接接触的替代方案,一个或多个涂覆层可以位于面向彼此的表面之间。因此,涂覆层可以位于相应的端子的底表面与相关联的缓冲结构元件的上表面或顶表面之间。替代性地或附加地,涂覆层可以位于缓冲结构元件的底表面与金属顶层的顶表面之间。
19、缓冲结构元件可以包括屈服强度大于端子或连结配对者之一的材料的屈服强度的材料。替代性地或附加地,缓冲结构元件包括熔点高于端子或连结配对者之一的材料的熔点的材料。连结配对者的材料的这种规格可以有助于牢固可靠的超声波焊接过程。
20、树脂层形成介电层,并且可以实现为预浸片材,该预浸片材组装在顶部和底部上的形成金属顶层和金属底层的两个金属板之间。这样的敷金属片材或板通过例如层压过程结合到介电树脂层。然后可以通过随后的掩模过程和蚀刻过程的步骤来完成金属顶层的所需敷金属结构,以局部去除导电金属,从而产生最终的敷金属结构。替代性地,顶部敷金属结构可以通过切割或冲压形成,例如在形成成品金属衬底结构之前。
21、替代性地,树脂层可以通过成型形成。对于这样的成型的介电层,成型物质实现具有预定材料特性的可泵送物质。可泵送物质是待形成的树脂层的液体或粘性原始材料。例如,成型物质是环氧树脂和/或陶瓷基液体。替代性地或附加地,介电层的原始材料可以是热固性或热塑性树脂材料,比如聚酰胺、pbt、pet。替代性地或附加地,介电层的原始材料可以包括无机填料(例如基于陶瓷材料),以相对于金属顶层和/或金属底层获得改进的热导率和/或cte调节。例如,成型的介电层包括具有陶瓷填充材料的树脂基介电材料,例如al2o3、aln、bn、si3n4或sio2。例如,介电层是具有填料的环氧树脂。介电层也可以基于适合于传递成型、注射成型或压缩成型或其他适用的成型技术的其他材料,比如双马来酰亚胺、氰酸酯、聚酰亚胺和/或硅树脂。替代性地或附加地,介电层可以包括陶瓷材料和/或湿定型材料或上述组分中的两种或更多种组分的材料组合。
22、金属顶层和金属底层相对于彼此其间有预定距离的对齐将基本上预先确定成型的介电层的后续厚度。例如,厚度是沿可以呈现z方向的金属衬底结构的堆叠方向限定的。然而,为了例如金属图案关于x和y方向的适当定位,也可以在垂直的x和y方向上完成对齐。例如,对齐可以通过将金属顶层放置到离型膜或衬垫或另一固定物上(例如成型工具的模具槽中)来实现。这使得能够相对于金属底层精确地定位所提供的金属顶层的敷金属结构,并且例如如果由于不同的操作电位而金属顶层包括分开的金属焊盘则可能是有用的。在层压的情况下,树脂层的厚度由层压层的厚度和行为给出。
23、绝缘树脂层的厚度可以具有100μm至高达200μm的值。金属顶层的厚度可以具有0.15mm至高达2.00mm的值。缓冲结构元件的高度或厚度例如可以具有介于0.3mm与2.0mm之间的值。端子可以包括l形,其具有主要在堆叠方向上延伸的端子本体和主要在基本上垂直于堆叠方向的侧向方向上延伸的端子脚。端子脚可以形成关于堆叠方向具有0.5mm至高达1.5mm的厚度的板。与端子的其他部分相比,端子脚和/或通过超声波焊接过程形成的焊接区域的厚度可以更小,例如以提供应力减小的超声波焊接过程。该一个或多个端子例如由铜或铜合金制成或包括铜或铜合金,并且可以实现用于半导体功率模块的电信号连接的主端子或辅助端子。
24、该至少一个端子或缓冲元件还可以包括制备用于改进超声波焊接的结构。例如,这种焊接结构可以通过粗糙化或减薄区域、通过端子的端子脚中的一个或多个狭槽、凹槽和/或凹部来实现。这种焊接结构可以在相应的端子或缓冲元件的顶侧和/或底侧上制备。特定的端子结构可以有益地影响超声波焊接过程并且可以有助于形成实质结合的焊接接头。
25、通过使用所描述的制造或附接方法以及缓冲结构元件,即使在使用超声波焊接过程中也可以抵消不利影响。因此,可以降低特别是在金属衬底结构的绝缘树脂片材中形成裂纹或损坏的风险,并且能够以低成本实现稳定的半导体功率模块,使半导体功率模块能够可靠地工作。
26、最后,要指出的是,所有提出的特征和方法可以单独使用,也可以两种或更多种组合使用。
27、根据实施例,一种半导体功率模块包括金属顶层、金属底层以及布置在金属顶层与金属底层之间与这些层联接的绝缘树脂层。该半导体功率模块进一步包括至少一个端子和缓冲结构元件,该缓冲结构元件联接至金属顶层的顶表面,以形成用于该至少一个端子的突出部。该至少一个端子利用超声波焊接头藉由超声波焊接联接至缓冲结构元件,使得缓冲结构元件实质上结合到该至少一个端子并布置在金属顶层与该至少一个端子之间。
28、其结果是,可以通过上述方法的实施例制造所描述的半导体功率模块,该方法的特征和特性也关于半导体功率模块公开,反之亦然。因此,本公开包括几个方面,其中,关于方面之一描述的每个特征也在本文关于另一方面公开,即使在特定方面的上下文中没有明确提及相应的特征。
29、根据半导体功率模块的实施例,缓冲结构元件分别包括与金属顶层分开形成的金属块元件和/或与金属顶层一体形成、与所执行的超声波焊接过程配合以预定高度从金属顶层的顶表面突出的金属块元件。缓冲结构元件可以相对于金属顶层的顶表面的相邻区域以及金属衬底结构和该至少一个端子的堆叠方向包括0.3mm或0.5mm至高达2.0mm的高度。例如,缓冲结构元件可以包括0.4mm、0.6mm、0.7mm、0.8mm、0.9mm、1.0mm等至高达2.0mm的高度。缓冲结构元件和/或端子的相应的宽度和/或长度(对应于垂直于金属衬底结构的堆叠方向的侧向方向)可以各自具有例如2mm至高达4mm的值。
30、半导体功率模块可以进一步包括与金属衬底结构的金属底层联接的散热器,以在半导体功率模块的操作期间驱散热量。金属底层形成金属衬底结构的基底,并且可以由铜、铝和/或对应的合金制成或者包括铜、铝和/或对应的合金。因此,半导体功率模块可以包括单独的散热器。替代性地或附加地,金属衬底结构的金属底层自身可以用作散热器,并且例如可以被配置为包括关于堆叠方向在底侧上的肋、翅片或突出部,以提供有益的散热。金属底层可以进一步用作半导体功率模块的基板。
31、包括金属衬底结构的半导体功率模块可以进一步被通过成型或灌封制备的树脂或介电凝胶部分地或完全地封装。端子可以用作电源端子或辅助端子,例如用于信号接线。此外,半导体功率模块可以包括上述缓冲结构的两个或更多个实施例。半导体功率模块可以进一步包括电子器件,例如芯片、集成电路、传感器和/或其他分立器件。
32、所提出的在附接至绝缘金属衬底上的缓冲结构上超声波焊接端子脚的过程具有显著降低对树脂绝缘片材的机械和热冲击的极大潜力。可以在不损坏热敏和压敏树脂层的情况下实现成功的超声波焊接过程,使得这种相对经济的衬底技术的使用值得令人关注。这种用于金属衬底结构的附接或制造方法对于大功率模块和具有高可靠性要求的用于较高电压等级的功率模块而言是值得令人关注的。然而,所描述的方法还允许制造可以应用于各种各样的产品(例如在0.5kv或以下的电压范围内操作的低压工业和汽车产品)的金属衬底结构和半导体功率模块。当用绝缘金属衬底替换焊接到基板的陶瓷衬底的标准设置时,尽管需要在端子脚位置处连结金属块或制备衬底顶部敷金属的具有增加的厚度的局部部分的附加过程步骤,但可以大幅降低成本。一方面可以降低材料成本,另一方面,不需要如功率模块组件中衬底与基板之间的连结过程等若干其他过程步骤。
本文地址:https://www.jishuxx.com/zhuanli/20240929/312247.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表