1.本技术涉及光纤制备技术领域,特别涉及一种光纤拉制设备和光纤拉制方法。
背景技术:
2.高功率全光纤大脉冲能量(飞秒、皮秒、纳秒)激光凭借着脉宽窄、单脉冲能量大、重复频率高等特点,在精密微加工、生物医疗及科研等领域有广泛应用。而采用全光纤激光方案实现的超短脉冲激光器,相较于固体激光器和钛宝石激光器,具有成本低、结构简单、效率高、稳定性好等优点,更有利于大规模工业应用。
3.受光纤中的非线性效应(受激拉曼散射效应)的限制,为了获得高功率大脉冲能量全光纤激光器,传统方案中采用的方法是,在激光器的主要放大级中采用大芯径普通有源光纤作为增益介质,采用包层泵浦的方式进行功率放大。也即,使用大功率窄波长的泵浦光通过光纤合束器泵浦进普通有源光纤的包层中,泵浦光在光纤包层中折射穿过纤芯,使得纤芯内传输的长波长信号光吸收能量,得到功率放大。
4.为了获得更高功率的光纤激光器,传统方案中的激光放大器采用大芯径普通有源光纤,其纤芯的归一化频率往往是远远大于光传输的单模条件的(归一化频率小于等于2.405),这将使得激光器输出光斑质量差,进而限制大功率光纤激光器的应用。即使采用模场适配器以部分提高输出光束质量,但是受振动、光纤弯曲等因素影响,激光光束质量的稳定性面临极大的考验。
5.在一些方案中,激光放大器采用锥形光纤。现有的可制备锥形光纤的技术方案大体可以分给两类:其一是通过固定夹具夹持光纤的两头,对中间进行加热后向两侧拉伸,形成锥形光纤,拉制的长度受限于机械装置等因素,光纤长度都不超过10cm且难以控制拉制的锥形光纤的形状;其二是通过对熔融的光纤预制棒通过控制牵引伸缩杆拉制锥形光纤,靠重力拉制光纤的方案中光纤易被拉断,且光纤的拉制过程易受空气流动的干扰,这将严重影响拉锥的质量和极限长度。
技术实现要素:
6.本技术的目的在于提供一种光纤拉制设备,旨在解决传统的光纤拉制设备对光纤拉制过程的可控性差的技术问题。
7.本技术是这样实现的,一种光纤拉制设备,包括送料装置、拉锥装置、控制台,以及设置于所述送料装置和所述拉锥装置之间的加热装置;所述送料装置包括第一电机和由所述第一电机驱动的第一主动轮,所述拉锥装置包括第二电机和由所述第二电机驱动的第二主动轮,所述控制台用于控制所述第一电机的转动速度、所述第二电机的转动速度,以及所述加热装置的发热功率。
8.在本技术的一个实施例中,所述光纤拉制设备还包括与所述拉锥装置相对设置的盘纤装置,所述盘纤装置包括第三电机和由所述第三电机驱动的盘纤轮,所述控制台还用于控制所述第三电机的转动速度。
9.在本技术的一个实施例中,所述第一电机、所述第二电机和所述第三电机的转动速度满足:所述盘纤轮和所述第二主动轮同速转动,所述第一主动轮和所述第二主动轮差速转动。
10.在本技术的一个实施例中,所述光纤拉制设备还包括设置于所述拉锥装置和所述盘纤装置之间的涂胶装置,所述涂胶装置包括涂胶机和设置于所述涂胶机和所述盘纤装置之间的固化机。
11.在本技术的一个实施例中,所述光纤拉制设备还包括设置于所述加热装置和所述涂胶装置之间的监测装置,所述监测装置用于监测经过所述送料装置和所述拉锥装置拉伸之后的光纤的直径。
12.在本技术的一个实施例中,所述第一主动轮设置有第一光纤槽,所述第一光纤槽环绕所述第一主动轮设置;所述送料装置包括与所述第一主动轮相对设置的第一从动轮,所述第一从动轮的轴线与所述第一主动轮的轴线平行,且所述第一从动轮与所述第一主动轮相切。所述第二主动轮设置有第二光纤槽,所述第二光纤槽环绕所述第二主动轮设置,所述拉锥装置包括与所述第二主动轮相对设置的第二从动轮,所述第二从动轮的轴线与所述第二主动轮的轴线平行,且所述第二从动轮与所述第二主动轮相切。
13.在本技术的一个实施例中,所述光纤拉制设备还包括用于安装所述送料装置、所述加热装置和所述拉锥装置的工作台;所述送料装置还包括第一支架,所述第一电机通过所述第一支架连接所述工作台;所述拉锥装置还包括第二支架,所述第二电机通过所述第二支架连接所述工作台。
14.在本技术的一个实施例中,所述加热装置包括设置有第三光纤槽的光纤导轨,以及与所述第三光纤槽相对设置的热源。
15.本技术的另一目的在于提供一种适用于如上所述的光纤拉制设备的光纤拉制方法,所述光纤拉制方法包括以下步骤:
16.绕设光纤:光纤同时贴合所述第一主动轮和所述第二主动轮,所述控制台控制所述第一主动轮和/或所述第二主动轮转动,直至所述光纤被拉直;
17.拉制光纤:所述控制台控制所述加热装置加热所述光纤,所述控制台控制所述第一主动轮和所述第二主动轮差速转动,以实现所述光纤的拉制。
18.在本技术的一个实施例中,在所述拉制光纤步骤之后,还包括:
19.涂覆胶层:所述控制台控制所述涂胶机向被拉制成型后的所述光纤涂覆保护胶层,所述控制台控制所述固化机固化所述光纤外涂覆的保护胶层;
20.盘纤:所述控制台控制所述盘纤轮与所述第二主动轮同速转动,使得涂覆有保护胶层的所述光纤缠绕所述盘纤轮。
21.实施本技术的一种光纤拉制设备,至少具有以下有益效果:
22.本技术提供的光纤拉制设备拉制光纤时,控制台控制第一电机和第二电机分别驱动第一主动轮和第二主动轮差速转动,同时控制加热装置加热光纤使其软化,正对加热装置的光纤在第一主动轮和第二主动轮的差速转动作用下被拉伸,这样的方案可以使得光纤在可控的温度条件下被拉伸,同时拉伸率受第一主动轮和第二主动轮的转速差直接控制,进而可以根据实际需要拉制特定形状的光纤,如长锥形光纤、梭形光纤或者葫芦形光纤等;由于光纤在可控条件下被定量加热和定量拉伸,可以避免光纤在拉制过程中发生断裂,提
高了拉制成型的光纤的极限长度。
附图说明
23.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
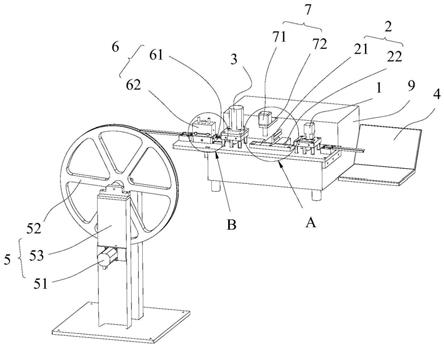
24.图1是本技术实施例提供的光纤拉制设备的结构示意图;
25.图2是图1中a处的局部放大图;
26.图3是图1中b处的局部放大图;
27.图4是本技术实施例提供的送料装置的结构示意图;
28.图5是本技术实施例提供的拉锥装置的机构示意图;
29.图6是本技术实施例提供的光纤拉制设备的工作原理示意图;
30.图7是本技术实施例提供的光纤拉制方法的流程示意图;
31.图8是本技术实施例提供的光纤拉制设备拉制出的光纤的直径变化示意图;
32.图9是本技术实施例提供的光纤拉制设备拉制出的光纤从系端导入信号光,采用反向泵浦时的粗短出光模式示意图。
33.上述附图所涉及的标号明细如下:
34.1-送料装置;11-第一电机;12-第一主动轮;121-第一光纤槽;13-第一从动轮;14-第一支架;2-加热装置;21-热源;22-光纤导轨;221-第三光纤槽;3-拉锥装置;31-第二电机;32-第二主动轮;321-第二光纤槽;33-第二从动轮;34-第二支架;4-控制台;5-盘纤装置;51-第三电机;52-盘纤轮;53-第三支架;6-涂胶装置;61-涂胶机;62-固化机;7-监测装置;71-ccd相机;72-第四支架;8-光纤;9-工作台。
具体实施方式
35.为了使本技术的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本技术,并不用于限定本技术。
36.需说明的是,当部件被称为“固定于”或“设置于”另一个部件,它可以直接或者间接位于该另一个部件上。当一个部件被称为“连接于”另一个部件,它可以是直接或者间接连接至该另一个部件上。术语“上”、“下”、“左”、“右”、“前”、“后”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置为基于附图所示的方位或位置,仅是为了便于描述,不能理解为对本技术方案的限制。术语“第一”、“第二”仅用于便于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明技术特征的数量。“多个”的含义是两个或两个以上,除非另有明确具体的限定。
37.为了说明本技术所述的技术方案,以下结合具体附图及实施例进行详细说明。
38.请参阅图1、图4和图5,本技术的一个实施例提供了一种光纤拉制设备,包括送料装置1、拉锥装置3、控制台4,以及设置于送料装置1和拉锥装置3之间的加热装置2;送料装置1包括第一电机11和由第一电机11驱动的第一主动轮12,拉锥装置3包括第二电机31和由
第二电机31驱动的第二主动轮32,控制台4用于控制第一电机11的转动速度、第二电机31的转动速度,以及加热装置2的发热功率。
39.具体而言,本实施例提供的光纤拉制设备是这样工作的:
40.请参阅图6,将待拉制的光纤8同时贴合在第一主动轮12和第二主动轮32上,手动转动第一主动轮12和/或第二主动轮32,或者控制台4控制第一主动轮12和/或第二主动轮32转动,直至光纤8被拉直;而后,控制台4控制加热装置2提高加热功率,使得部分光纤8被加热软化,同时控制台4控制第一主动轮12和第二主动轮32差速转动,具体而言第一主动轮12的转速小于或者等于第二主动轮32的转速,且在第一主动轮12和第二主动轮32的带动下,光纤8沿第一主动轮12指向第二主动轮32的方向移动。这样,由于第一主动轮12和第二主动轮32存在转速差,而光纤8在摩擦力的影响下同时紧贴第一主动轮12和第二主动轮32,光纤8受到加热装置2的加热作用的一段被软化,在拉力的作用下变得更长且更细;通过控制第一主动轮12和第二主动轮32的转速差即可控制光纤8被拉伸的程度,进而实现了光纤8的可控拉制。
41.实施本实施例提供的光纤拉制设备,至少能够达到以下有益技术效果:
42.本实施例提供的光纤拉制设备拉制光纤8时,控制台4控制第一电机11和第二电机31分别驱动第一主动轮12和第二主动轮32差速转动,同时控制加热装置2加热光纤8使其软化,正对加热装置2的光纤8在第一主动轮12和第二主动轮32的差速转动作用下被拉伸,这样的方案可以使得光纤8在可控的温度条件下被拉伸,同时拉伸率受第一主动轮12和第二主动轮32的转速差直接控制,进而可以根据实际需要拉制特定形状的光纤8,如长锥形光纤、梭形光纤或者葫芦形光纤等;由于光纤8在可控条件下被定量加热和定量拉伸,可以避免光纤8在拉制过程中发生断裂,提高了拉制成型的光纤8的极限长度。
43.请参阅图8,本实施例提供的光纤拉制设备,能够对包层直径在80~1000μm范围内的光纤8进行有效拉伸,制备出长度0.1~5m长的锥形光纤。在一些实施例中,光纤8能够拉制到10m量级而不发生断裂。在一些实施例中,利用上述的光纤拉制设备拉制出了1.6m长的锥形光纤,该光纤8较粗的一端的出射光斑的m2值可以达到1.3以内,椭圆度达到0.95以上,光纤8直径的误差范围在5μm以内,光纤8直径平滑过渡且无光纤8表面毛刺,完全能够满足光纤8放大器对锥形光纤的性能要求。
44.本实施例提供的光纤拉制设备,能够拉制出适合应用于激光放大器的长锥形光纤。
45.请参阅图9,长锥形有源光纤8由于芯径和包层直径呈极为细长的锥形,泵浦光由锥形光纤粗端入射时,可以大大增加泵浦光在光纤8中的反射次数和透过纤芯的次数,从而增大长锥形光纤中掺杂的稀土离子利用率,进而能够以普通光纤8的三分之一的长度,获得相同的激光功率放大倍数。进一步的,采用本实施例提供的光纤拉制设备拉制的长锥形光纤,具有光束质量好,不易受外界振动、光纤8弯曲等因素的影响的优点。具体而言,信号光在普通大模面积光纤8纤芯中传输时,由于芯径大,光束在芯径中来回全反射传输,震动和弯曲会影响纤芯中反射传输的信号光,使其光斑变差,产成高阶模式,其输出光斑形状由纯圆的高斯光斑变化为椭圆甚至多个光斑。
46.本实施例提供的光纤拉制设备制备的长锥形光纤,在对信号光进行传输时,长锥形光纤的细端由于芯径小,归一化频率可以控制在2.4以下。长锥形光纤采用小端信号光注
入的反向泵浦方案,从粗端输入泵浦光,从细端输入信号光,进而可以在距离细端数米的位置仍然保持芯径区域内信号光的单模状态,且受震动和弯曲的影响小,其输出的光斑质量好。采用本实施例提供的光纤拉制设备制备的长锥形光纤的激光放大器,将同泵浦功率下的放大饱和功率,也即放大增益达到饱和的信号光的功率由瓦级别降低至毫瓦级别,降低了前端预放级信号光功率的要求是因为使用锥形光纤对泵浦光吸收效率高,放大倍数大,对信号光功率需求低。
47.请参阅图1和图6,在本技术的一个实施例中,光纤拉制设备还包括与拉锥装置3相对设置的盘纤装置5,盘纤装置5包括第三电机51和由第三电机51驱动的盘纤轮52,控制台4还用于控制第三电机51的转动速度。具体而言,控制台4控制第三电机51转动,进而带动盘纤轮52转动,这样,拉制完成的光纤8即可被连续不断地缠绕在盘纤轮52上,避免光纤8在拉制过程中发生断裂。
48.作为本实施例的一个具体方案,盘纤轮52的直径大于或者等于20cm且小于或者等于80cm,这样的设置可以使得光纤8能够以一个足够大的曲率半径缠绕在盘纤轮52上,避免光纤8在拉制过程中受力折断,同时盘纤轮52不会占用过多的空间体积,有利于光纤拉制设备的小型化。
49.在本技术的一个实施例中,第一电机11、第二电机31和第三电机51的转动速度满足:盘纤轮52和第二主动轮32同速转动,第一主动轮12和第二主动轮32差速转动。盘纤轮52和第二主动轮32同速转动,以保证拉制完成的光纤8能够均匀地缠绕在盘纤轮52上,避免光纤8在拉制过程中断裂,第一主动轮12和第二主动轮32差速转动,可以对正对加热装置2的部分光纤8进行拉伸。具体而言,第一主动轮12的转动速度小于或者等于第二主动轮32的转动速度。
50.应当理解,本实施例中,盘纤轮52和第二主动轮32同速转动,第一主动轮12和第二主动轮32差速转动分别指的是,在第一电机11、第二电机31和第三电机51的驱动下,盘纤轮52和第二主动轮32同线速度转动,第一主动轮12和第二主动轮32以一定的线速度差同步转动。本技术各处对于第一主动轮12、第二主动轮32和盘纤轮52的转速的相关描述,均指的是第一主动轮12、第二主动轮32和盘纤轮52的线速度。
51.请参阅图1、图3和图6,在本技术的一个实施例中,光纤拉制设备还包括设置于拉锥装置3和盘纤装置5之间的涂胶装置6,涂胶装置6包括涂胶机61和设置于涂胶机61和盘纤装置5之间的固化机62。经过拉制的光纤8先经过涂胶机61,在涂胶机61处被均匀地涂上保护胶层,然后在固化机62处实现保护胶层的固化,进而在光纤8外形成一层能够防止光纤8被折断的保护胶层。
52.作为本实施例的一个具体方案,涂胶机61采用管状涂胶机61,以在完成拉制的光纤8外均匀涂覆保护胶层。作为本实施例的一个具体方案,固化机62包括紫外光源,采用紫外光源作为保护胶层的固化设备光源,具有灯具寿命长、发热量小、能量利用率高的特点,且具有优良的固化效率和固化均匀性;更为优选的,紫外光源可以包括围绕光纤8均匀设置的若干紫外灯,若干紫外灯的功率综合大于或者等于600w,以进一步提高保护胶层固化的均匀性和效率。
53.作为本实施例的一个具体方案,光纤8在进行拉制之前需要首先剥除其保护胶层;或者,光纤拉制设备直接对未设置保护层的纤芯进行拉伸,而后涂覆保护胶层并固化。
54.在请参阅图1、图2和图6,本技术的一个实施例中,光纤拉制设备还包括设置于加热装置2和涂胶装置6之间的监测装置7,监测装置7用于监测经过送料装置1和拉锥装置3拉伸之后的光纤8的直径。设置监测装置7的目的在于能够分析处理出光纤8的直径和长度变化等数据,同时能够在光纤拉制设备工作状态异常,如光纤8断裂等情境下发出警告。
55.作为本实施例的一个具体方案,监测装置7设置在加热装置2和拉锥装置3之间,监测装置7具体包括正对拉制后的光纤8设置的ccd相机71,ccd相机71在拉制进行的全过程中采集拉制出的锥形光纤的图像,控制台4根据ccd相机71采集到的图像判断经过拉制后的光纤8的直径,进而生成光纤8的直径和长度变化等数据。
56.请参阅图4,在本技术的一个实施例中,第一主动轮12设置有用于卡接光纤8的第一光纤槽121,第一光纤槽121环绕第一主动轮12设置;送料装置1包括与第一主动轮12相对设置的第一从动轮13,第一从动轮13的轴线与第一主动轮12的轴线平行,且第一从动轮13与第一主动轮12相切。
57.设置第一光纤槽121的目的在于,使得光纤8能够沿第一光纤槽121贴合在第一主动轮12的表面,具体的,第一光纤槽121的直径小于光纤8的直径,第一光纤槽121对光纤8施加夹持力和摩擦力,卡住光纤8从而防止光纤8偏离加热拉制的位置;同时设置和第一主动轮12相切的第一从动轮13,不仅可以进一步防止光纤8偏离正常位置,还能提高光纤8和第一主动轮12之间的摩擦力,避免光纤8在加热拉制的过程中打滑。
58.请参阅图5,在本技术的一个实施例中,第二主动轮32设置有用于卡接光纤8的第二光纤槽321,第二光纤槽321环绕第二主动轮32设置,拉锥装置3包括与第二主动轮32相对设置的第二从动轮33,第二从动轮33的轴线与第二主动轮32的轴线平行,且第二从动轮33与第二主动轮32相切。
59.设置第二光纤槽321的目的在于,使得光纤8能够沿第二光纤槽321贴合在第二主动轮32的表面,具体的,第二光纤槽321的直径小于光纤8的直径,第二光纤槽321对光纤8施加夹持力和摩擦力,卡住光纤8从而防止光纤8偏离加热拉制的位置;同时设置和第二主动轮32相切的第二从动轮33,不仅可以进一步防止光纤8偏离正常位置,还能提高光纤8和第二主动轮32之间的摩擦力,避免光纤8在加热拉制的过程中打滑。
60.在本技术的一个实施例中,光纤拉制设备还包括用于安装送料装置1、加热装置2和拉锥装置3的工作台9;送料装置1还包括第一支架14,第一电机11通过第一支架14连接工作台9;拉锥装置3还包括第二支架34,第二电机31通过第二支架34连接工作台9。
61.作为本实施例的一个具体方案,盘纤装置5还包括用于安装盘纤轮52和第一电机51的第三支架53,第三支架53设置于拉锥装置3远离送料装置1的一侧;监测装置7还包括用于将ccd相机71安装在工作台9上的第四支架72。
62.作为本实施例的一个具体方案,第一从动轮13紧贴第一主动轮12设置,更为具体的,第一从动轮13可以设置在第一导轨上,第一导轨沿第一从动轮13远离第一主动轮12的方向设置,且第一导轨远离第一从动轮13的一端设置有第一卡块,第一从动轮通过第一连接块与第一支架14连接,弹簧同时抵接第一卡块和第一连接块,这样,第一主动轮12会与第一从动轮13紧密贴合,向光纤8提供足够的夹持力和摩擦力;第二从动轮33紧贴第二主动轮32设置,更为具体的,第二从动轮33可以设置在第二导轨上,第二导轨沿第二从动轮33远离第二主动轮32的方向设置,且第二导轨远离第二从动轮33的二端设置有第二卡块,第二从
动轮通过第二连接块与第二支架34连接,弹簧同时抵接第二卡块和第二连接块,这样,第二主动轮32会与第二从动轮33紧密贴合,向光纤8提供足够的夹持力和摩擦力。
63.请参阅图2,在本技术的一个实施例中,加热装置2包括设置有第三光纤槽221的光纤8导轨22,以及与第三光纤槽221相对设置的热源21。设置第三光纤槽221的目的在于,使得光纤8能够沿第三光纤槽221设置在光纤8导轨22的表面,卡住光纤8从而防止光纤8偏离加热拉制的正确位置。
64.作为本实施例的一个具体方案,热源21采用氢氧火焰热源21,更为具体的,氢氧火焰热源21包括送气火头管、气体流量器,以及连接送气火头管的氢气源和氧气源,控制台4能够同时控制氢气和氧气的流量,从而改变光纤8拉锥过程中的火焰温度的高低和加热的范围大小;在本实施例中光纤8导轨22采用阻燃材料制成。或者,热源21采用激光热源21,如二氧化碳激光热源21,激光热源21包括激光发生器和连接激光发生器且正对第三光纤槽221设置的激光波导,控制台4控制激光发生器的功率和激光波导生成的光斑大小,进而控制光纤8拉锥过程中火焰温度的高低和加热范围的大小。
65.更为具体的,加热装置2还包括能源组件,能源组件可以是设置在工作台9的内部的。对于采用氢氧火焰热源21的方案,可以在工作台内部设置氢气瓶和氧气瓶,通过相应的导管将氢气瓶、氧气瓶分别于送气火头管相连;对于采用激光热源21的方案,可以在工作台内部设置激光发生器,并通过激光波导将激光对准光纤8照射。
66.请参阅图7,本技术的一个实施例提供了一种适用于如上所述的光纤拉制设备的光纤拉制方法,具体而言,光纤拉制方法包括以下步骤:
67.s1:绕设光纤:光纤8同时贴合第一主动轮12和第二主动轮32,控制台4控制第一主动轮12和/或第二主动轮32转动,直至光纤8被拉直;
68.s2:拉制光纤:控制台4控制加热装置2加热光纤8,控制台4控制第一主动轮12和第二主动轮32差速转动,以实现光纤8的拉制。
69.实施本实施例提供的光纤拉制方法,至少能够达到以下有益技术效果:
70.控制台4控制第一电机11和第二电机31分别驱动第一主动轮12和第二主动轮32差速转动,同时控制加热装置2加热光纤8使其软化,正对加热装置2的光纤8在第一主动轮12和第二主动轮32的差速转动作用下被拉伸,这样可以使得光纤8在可控的温度条件下被拉伸,同时拉伸率受第一主动轮12和第二主动轮32的转速差直接控制,进而可以根据实际需要拉制特定形状的光纤8,如长锥形光纤、梭形光纤或者葫芦形光纤等;由于光纤8在可控条件下被定量加热和定量拉伸,可以避免光纤8在拉制过程中发生断裂,提高了拉制成型的光纤8的极限长度。
71.请参阅图7,在本技术的一个实施例中,在拉制光纤8步骤之后,还包括:
72.s3:涂覆胶层:控制台4控制涂胶机61向被拉制成型后的光纤8涂覆保护胶层,控制台4控制固化机62固化光纤8外涂覆的保护胶层;
73.s4:盘纤:控制台4控制盘纤轮52与第二主动轮32同速转动,使得涂覆有保护胶层的光纤8缠绕盘纤轮52。
74.经过拉制的光纤8先经过涂胶机61,在涂胶机61处被均匀地涂上保护胶层,然后在固化机62处实现保护胶层的固化,进而在光纤8外形成一层能够防止光纤8被折断的保护胶层;控制台4控制第三电机51转动,进而带动盘纤轮52转动,这样,拉制完成的光纤8即可被
连续不断地缠绕在盘纤轮52上,避免光纤8在拉制过程中发生断裂。
75.以上所述仅为本技术的可选实施例而已,并不用以限制本技术,凡在本技术的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
