1.本实用新型属于机械加工流水线领域,涉及一种瓶体翻转换向装置。
背景技术:
2.瓶体是一种常用的包装容器,如香水瓶、酒瓶、可乐瓶、乃至于茶杯等。随着科技的发展,人们对瓶体不仅仅限于包装的需求,进而提出了印刷图案、雕刻花纹等进一步的观赏性需求。尤其是对于圆形、椭圆形等形状的瓶体,由于瓶身是一个弧面,无论是印刷、激光雕花等,都难以在连续输送的流水线上直接完成。
3.如中国专利2021年8月13日公开的cn113246592a号专利,名称为一种化妆品瓶批量丝印装置,以及2021年8月6日公开的cn213891724u号专利,名称为一种化妆品瓶体用印刷丝印机,均为瓶体丝印装置,需要将瓶体手动放置后,完成一批瓶体的印刷,而后进行手动拆装,进行下一批印刷。为间断式完成,需要人工辅助进行。
技术实现要素:
4.本实用新型的目的在于解决现有瓶体的弧面瓶身难以在流水线连续输送时完成印刷、激光雕花等工序的问题,提供一种瓶体翻转换向装置,在瓶体翻转换向过程中形成一个短时停顿的加工工位,对瓶体进行加工,实现流水线连续生产。
5.本实用新型解决其技术问题所采用的技术方案是:一种瓶体翻转换向装置,包括机体,特征在于:所述机体前侧为进料位,后侧为出料位,进料位和出料位之间设有翻转机构,所述翻转机构的上部设有用于夹紧瓶体的顶伸机构,顶伸机构包括用于顶伸夹持瓶体瓶底和瓶口的第一顶杆和第二顶杆,所述翻转机构下部设有在进料位和顶伸机构摆动的前摆臂、在顶伸机构和出料位之间摆动的后摆臂,前摆臂和后摆臂的外端设置夹头,所述夹头可绕前摆臂或后摆臂自身轴线转动,所述前摆臂和后摆臂通过翻转伺服电机同步驱动。瓶体在进料位和出料位之间用摆臂180度翻转输送,输送方向为前后向,如果不配合其他动作,这种180度翻转会导致瓶体上下颠倒。前摆臂将进料位上的瓶体翻转90度到顶伸机构夹持,同时前摆臂夹头自转90度,使瓶体从立姿转换为左右方向的卧姿,前摆臂松开回摆,后摆臂同时摆动到顶伸机构下方,此摆动过程中形成短暂停留,可以对瓶体进行印刷、激光雕花等工艺的加工,然后由后摆臂夹持瓶体向后摆动90度至出料位,同时后摆臂夹头自转90度,使瓶体依然保持立姿。本装置前摆臂和后摆臂交替接力连续式输送,在交替过程中形成短暂停顿的加工工位,可以对弧形瓶身进行加工。
6.作为优选,所述夹头可呈180度打开。夹头180度打开避免翻转时磕碰瓶体。
7.作为优选,所述前摆臂和后摆臂在翻转伺服电机的输出端间隔90度设置。
8.作为优选,所述前摆臂和后摆臂的夹头自转初始角度间隔90度,所述前摆臂和后摆臂的夹头同步自转且同步开合。
9.作为优选,所述进料位和出料位的瓶体均为瓶口朝上的立姿。
10.作为优选,所述第一顶杆尾端连接转瓶伺服电机,第一顶杆头端为抵靠香水瓶瓶
底的平头端,第二顶杆头端设置可被动旋转的活套,所述活套中心设有插入瓶口的锥头。瓶体在第一顶杆和第二顶杆夹持过程中可以转动,便于加工。
11.作为优选,所述转瓶伺服电机的下方设置伸缩滑轨,转瓶伺服电机的尾端设置有推动转瓶伺服电机沿伸缩滑轨平移的第一夹紧气缸,所述第二顶杆设置在固定的第二夹紧气缸上。
12.本实用新型通过翻转机构可以连续在进料位和出料位之间180度接力翻转,在翻转过程中形成一个用顶杆夹持的短暂停止的加工位,可以对瓶体的弧形瓶身外壁进行加工,实现生产线式的连续输送加工。
附图说明
13.下面结合附图对本实用新型进一步说明。
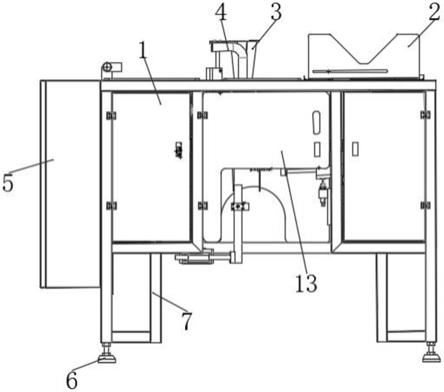
14.图1是采用了翻转换向装置的一种香水瓶丝网印刷机。
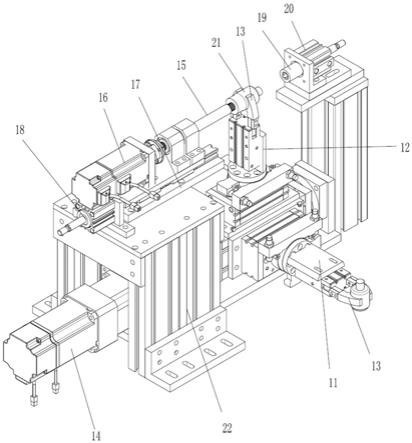
15.图2是本实用新型的一种翻转机构示意图。
16.图3是本实用新型的翻转机构的另一角度结构示意图。
17.图4是本实用新型的一种丝印机构和翻转机构位置示意图。
18.图中:1、振动上料盘,2、前输送带,3、丝印机构,4、翻转机构,5、后输送带,6、摆盘机构,7、横向导轨,8、横向滑座,9、料框座,10、料框滑轨,11、前摆臂,12、后摆臂,13、夹头,14、翻转伺服电机,15、第一顶杆,16、转瓶伺服电机,17、顶伸滑轨,18、第一顶伸气缸,19、第二顶杆,20、第二顶伸气缸,21、香水瓶,22、机架,23、水平丝杆,24、机头刷。
具体实施方式
19.下面通过具体实施例并结合附图对本实用新型进一步说明。
20.实施例:一种采用瓶体翻转换向装置的香水瓶丝网印刷机,如图1所示。香水瓶丝网印刷机包括机体22,所述机体从前到后依次设置振动上料盘1、前输送带2、翻转机构4、后输送带5,翻转机构4上方设置有丝印机构3,后输送带的一侧设置摆盘机构6。前输送带2和后输送带5设置在同一直线上。前输送带2和后输送带5上的香水瓶均为瓶口向上的单列立姿输送。
21.对于本实施例的瓶体翻转换向装置,前输送带2的末端为进料位,后输送带5的前端为出料位。如图2、3所示,翻转机构4的上部设有用于夹紧香水瓶21的顶伸机构,顶伸机构包括用于顶伸夹持香水瓶21瓶底和瓶口的第一顶杆15和第二顶杆19。第一顶杆15尾端连接转瓶伺服电机16,第一顶杆头端为抵靠香水瓶21瓶底的平头端,平头端设置加大摩擦的胶质垫片。转瓶伺服电机16的下方设置顶伸滑轨17,转瓶伺服电机的尾端设置有推动转瓶伺服电机沿顶伸滑轨平移的第一顶伸气缸18。第二顶杆19头端设置可被动旋转的活套,所述活套中心设有插入香水瓶21瓶口的锥头。翻转机构4下部设有在前输送带2和顶伸机构之间摆动的前摆臂11、在顶伸机构和后输送带5之间摆动的后摆臂12,前摆臂和后摆臂的外端设置夹头13,前摆臂夹头13可绕前摆臂11自身轴线转动,后摆臂的夹头13可绕后摆臂12自身轴线转动,夹头为可打开呈180度的手指气缸。前摆臂和后摆臂的夹头自转初始角度间隔90度,所述前摆臂和后摆臂的夹头同步自转且同步开合。所述前摆臂11和后摆臂12通过翻转伺服电机14同步驱动。前摆臂11和后摆臂12在翻转伺服电机14的输出端间隔90度设置。
22.如图4所示,所述丝印机构3包括与第一顶杆垂直的水平丝杆23,丝杆上滑动设置机头刷24,机头刷沿水平丝杆的滑动线速度与转瓶伺服电机带动香水瓶21圆周转动的线速度一致。
23.摆盘机构6设置在后输送带5后端的侧方,摆盘机构包括与后输送带5平行的三条料框滑轨10,料框滑轨10的上方滑动设置有料框座9,料框座沿前后方向可设置有两个料框,料框在图上未画出,料框滑轨10长度为料框座的1.5倍,以方便料框座的前后滑动,在两个料框之间切换。后输送带和料框之间的上方设有横向导轨7,导轨上滑动设置横向滑座8。横向滑座用于将后输送带5上的香水瓶摆入料框。
24.前摆臂将前输送带的香水瓶翻转90度到顶伸机构夹持,同时前摆臂夹头自转90度,使香水瓶从立姿转换为左右方向的卧姿,前摆臂松开回摆,后摆臂同时摆动到顶伸机构下方,此摆动过程中形成短暂停留,可以对香水瓶进行丝印加工,然后由后摆臂夹持香水瓶向后摆动90度至出料位,同时后摆臂夹头自转90度,使香水瓶依然保持立姿。前摆臂上料和后摆臂下料同步完成,可以实现连续式流水线作业。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。