1.本发明涉及角钢加工技术领域,具体涉及一种装配式屋盖搭设用角钢自动移切及表面处理设备。
背景技术:
2.角钢俗称角铁、是两边互相垂直成角形的长条钢材。
3.装配式屋盖,该结构是一种在钢底板四边用螺栓连接角钢形成上下敞开的盒型装配结构单元,再将这些装配结构单元组合拼装形成空间网格状屋盖结构体系。盒型装配结构单元由四边设置螺栓孔与底面均匀设置栓钉的钢底板、设置螺栓孔的角钢和预制(现浇)混凝土块协同组成,钢底板可以是其他多边形以拼装成造型多样的屋盖结构。通过装配结构单元螺栓连接形成屋盖结构。这种结构体系承载力高、稳定性好,能充分利用材料性能。在角钢与钢底板拼接时,对于规则形状的钢底板,其长和宽两端需要裁切若干段长度一致的角钢,以保证与钢地板贴合整齐。我国专利申请号:cn202020103973.9,公开日:2020.10.16公开了一种调节方便的角钢切割设备,包括角钢切割机底板、角钢切割机和角钢输送架,角钢切割机底板包含底板本体,底板本体上表面通过支撑环水平的设有丝杠一,丝杠一的右侧端通过联轴器与驱动电机一的转轴螺纹连接,驱动电机一通过螺栓连接在底板本体的上表面,角钢切割机包含切割机本体,切割机本体上表面垂直的螺纹连接有液压缸二,液压缸二的行程杆螺纹连接有等离子切割刀,切割机本体左侧壁垂直的螺纹连接有液压缸一,液压缸一的行程杆螺纹连接有压板,角钢输送架等间距的设置在角钢切割机的左端,通过待切割角钢长度的长短来确定角钢输送架的使用个数,防止角钢长度过长而导致输送不方便。
4.现有技术存在以下不足:
5.1.一般通过人工切割,容易造成切割长度不均,进而影响与钢地板拼接后的成型效果。
6.2.角钢的表面存有凹陷不平时,在与钢底板拼接时,容易出现贴合不紧密等问题,进而影响拼装质量,降低了屋盖的成型质量,同时在后续屋盖投入使用后具有一定的安全隐患。
7.3.现有设备多为单次仅仅切割一根角钢,无法实现批量加工,不利于提高切割效率。
技术实现要素:
8.本发明的目的在于提供一种一种装配式屋盖搭设用角钢自动移切及表面处理设备。
9.为达此目的,本发明采用以下技术方案:
10.提供一种装配式屋盖搭设用角钢自动移切及表面处理设备,包括底座和加工台,还包括控制器、推送机构、切割机构和处理机构,推送机构设在底座的顶部以用来推送角
钢,推送机构包括移送组件和三个电动夹爪,切割机构设在底座的顶部以用来切割角钢,切割机构包括升降组件、滑动组件和三个切刀,底座的顶部固定设有立板,滑动组件设在立板的顶部,升降组件设在滑动组件上,三个切刀等间距设置在升降组件上,处理机构包括旋转组件和三个打磨轮,旋转组件设在加工台的顶部一端,三个打磨轮等间距设置在加工台的内壁上,升降组件和滑动组件与控制器均为电性连接。
11.进一步的,移送组件包括丝杆滑台和支撑板,丝杆滑台通过两个支撑杆固定设在底座的顶部,丝杆滑台上设有滑块,支撑板固定设在滑块上,每个电动气爪均与支撑板的底部固定连接。
12.进一步的,滑动组件包括伺服电机、第一连杆、第二连杆和滑板,立板的顶部固定设有滑轨,滑板滑动设置滑轨的内部,伺服电机固定设在立板的顶部,第一连杆套设在其输出端上,第二连杆铰接设在第一连杆远离伺服电机的一端和滑板之间,伺服电机与控制器电连接。
13.进一步的,升降组件包括气缸、升降板和两个导杆,滑板的外壁上固定设有安装板,气缸呈竖直设在安装板的底部,升降板固定设在气缸的输出端上,两个导杆传给你对称设置在安装板和升降板之间,气缸与控制器电连接。
14.进一步的,升降板的一端外壁上固定设有驱动电机,升降板的另一端外壁上等间距设置有三个铰接轴,每个切刀均与一个铰接轴套接,驱动电机的输出端与其中一个铰接轴固定连接,每个铰接轴的外壁上均套设有同步轮,三个同步轮之间套设有第一皮带,驱动电机与控制器电连接。
15.进一步的,滑块远离支撑板的一端固定设有齿条,旋转组件包括齿轮、主动轮、从动轮和第二皮带,丝杆滑台的外壁上设有第一转轴,齿轮和主动轮均套设在第一转轴的外壁上,齿轮和齿条啮合连接,加工台的内壁上插设有第二转轴,从动轮套设在第二转轴的外壁上,第二皮带套设在主动轮和从动轮之间,且主动轮大于从动轮,每个打磨轮均与第二转轴套接。
16.进一步的,滑板的顶部外壁上固定设有指示条,立板的顶部外壁上设有刻度值,指示条朝向刻度值。
17.进一步的,底座的顶部呈对称设置有两个限位杆,每个限位杆上均等间距设置有可供三个角钢穿过的l型槽,加工台的顶部呈对称设置有六个限位块。
18.进一步的,加工台靠近切刀的顶部一端等间距设置有可供三个打磨轮旋转的避让槽。
19.进一步的,底座靠近切刀的顶部一端设有收集箱。
20.本发明的有益效果:
21.1.本发明通过设计驱动电机、第一皮带、三个同步轮和三个切刀,能够通过驱动电机带动三个切刀同时旋转,单次可对三个角钢同时进行切割加工,相较于现有技术,能够实现角钢的批量加工,提升了加工效率,同时有利于扩大产量,提升企业收益。
22.2.本发明通过设计滑动组件,即伺服电机、第一连杆、第二连杆和滑板,同时通过设计指示条和刻度值,能够精确控制三个切刀的滑动距离,从而保证三个角钢的切割长度一致,实现精准定位切割长度,不会造成切割不均,相较于现有技术,能够满足不同长度的角钢的切割要求,从而与不同大小的钢地板拼接,确保屋盖拼装后的成型效果,进而提升了
本发明的实用性。
23.3.本发明通过设计处理机构,即包括旋转组件和三个打磨轮,同时通过在滑块上设计齿条,能够在滑块带动切割后的角钢下料的同时,同步对其与钢地板的拼接端面上的凸起等进行打磨,保证其端面的平整度,从而保证加工后的角钢在与钢底板拼接时贴合更加顺畅和紧密,有利于提升拼装质量,进而保证屋盖的成型质量,且降低了后续带来的安全隐患。
24.4.本发明通过设计齿轮、齿条、主动轮从动轮和第二皮带,将推送机构和处理机构联动设计,即在滑块带动切割后的角钢下料的同时,同步对其与钢地板的拼接端面进行打磨,相较于现有技术,能够缩减本设备的整体结构,降低造价,同时能够降低本设备的耗电量,进而有利于降低角钢的加工成本。
25.5.本发明通过设计移送组,即丝杆滑台和支撑板,同时通过设计三个电动夹爪,在角钢加工初始阶段和加工过程中,起到固定角钢的作用,从而防止其加工时发生晃动,而在加工结束,又起到下料角钢的作用,同一结构实现不同的有益效果,相较于现有技术,进一步提升了本设备的实用性和灵活性,适合推广。
26.6.本发明通过设计两个限位杆和六个限位块,每个限位杆上均设计可供三个角钢插设的l型槽,每两个限位块限位一个角钢,以防止其在推送和打磨时产生歪斜,进而有利于提升切割质量。
27.7.本发明通过设计收集箱和推送机构,可使得切断后的角钢边角料在成型角钢的推送作用小自动落入收集箱的内部,不仅无需工人手动收集,节约了人力,同时方便了边角料的二次利用,避免资源浪费。
附图说明
28.为了更清楚地说明本发明实施例的技术方案,下面对本发明实施例中的附图作简单地介绍。
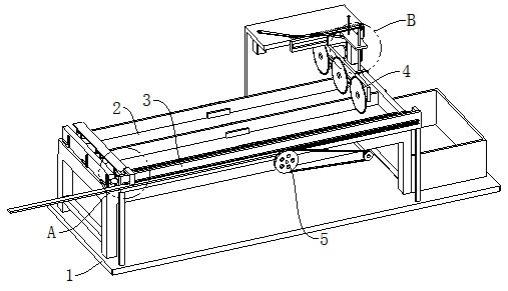
29.图1为本发明的立体结构示意图一;
30.图2为图1中的a处放大图;
31.图3为图1中的b处放大图;
32.图4为本发明的立体结构示意图二;
33.图5为图4中的c处放大图;
34.图6为本发明切割机构和处理机构的立体结构示意图;
35.图7为图6中的d处放大图;
36.图8为本发明加工台、两个限位杆和三个角钢的立体分解示意图;
37.图中:底座1,加工台2,推送机构3,切割机构4,处理机构5,移送组件6,电动夹爪7,升降组件8,滑动组件9,切刀10,旋转组件11,打磨轮12,丝杆滑台13,支撑板14,滑块15,伺服电机16,第一连杆17,第二连杆18,滑板19,气缸20,升降板21,导杆22,安装板23,驱动电机24,同步轮25,第一皮带26,齿条27,齿轮28,主动轮29,从动轮30,第二皮带31,指示条32,刻度值33,限位杆34,限位块35,收集箱36。
具体实施方式
38.下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
39.其中,附图仅用于示例性说明,表示的仅是示意图,而非实物图,不能理解为对本专利的限制;为了更好地说明本发明的实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸。
40.参照图1至图8所示的一种装配式屋盖搭设用角钢自动移切及表面处理设备,包括底座1和加工台2,还包括控制器、推送机构3、切割机构4和处理机构5,推送机构3设在底座1的顶部以用来推送角钢,推送机构3包括移送组件6和三个电动夹爪7,切割机构4设在底座1的顶部以用来切割角钢,切割机构4包括升降组件8、滑动组件9和三个切刀10,底座1的顶部固定设有立板,滑动组件9设在立板的顶部,升降组件8设在滑动组件9上,三个切刀10等间距设置在升降组件8上,处理机构5包括旋转组件11和三个打磨轮12,旋转组件11设在加工台2的顶部一端,三个打磨轮12等间距设置在加工台2的内壁上,升降组件8和滑动组件9与控制器均为电性连接。
41.移送组件6包括丝杆滑台13和支撑板14,丝杆滑台13通过两个支撑杆固定设在底座1的顶部,丝杆滑台13上设有滑块15,支撑板14固定设在滑块15上,每个电动气爪均与支撑板14的底部固定连接,当三个角钢被切断后,通过控制器带动丝杠滑台上的滑块15向靠近切刀10的一端滑动,由于每个电动夹爪7均与支撑板14固定连接,从而通过三个电动夹爪7将三个剩余角钢及切断的三个角钢边角料向靠近收集箱36的一端推送。
42.滑动组件9包括伺服电机16、第一连杆17、第二连杆18和滑板19,立板的顶部固定设有滑轨,滑板19滑动设置滑轨的内部,伺服电机16固定设在立板的顶部,第一连杆17套设在其输出端上,第二连杆18铰接设在第一连杆17远离伺服电机16的一端和滑板19之间,伺服电机16与控制器电连接,当需要切割不同长度的角钢时,通过控制器启动伺服电机16,从而带动其输出端上的第一连杆17旋转,由于第一连杆17远离伺服电机16的一端和滑板19分别与第二连杆18的两端铰接,又因为安装板23与滑板19固定连接,三个切刀10设计在安装板23底部的升降组件8上,因而带动三个切刀10向靠近伺服电机16的一端滑动。
43.升降组件8包括气缸20、升降板21和两个导杆22,滑板19的外壁上固定设有安装板23,气缸20呈竖直设在安装板23的底部,升降板21固定设在气缸20的输出端上,两个导杆22传给你对称设置在安装板23和升降板21之间,气缸20与控制器电连接,在三个角钢放好后,通过控制器启动三个电动夹爪7,从而将三个角钢的外壁上夹紧,从而实现三个角钢的彻底固定,然后通过控制器启动气缸20,从而带动其输出端向下伸出,由于其输出端与升降板21固定连接,三个切刀10设计在升降板21上,进而带动三个切刀10下降对三个角钢进行切断。
44.升降板21的一端外壁上固定设有驱动电机24,升降板21的另一端外壁上等间距设置有三个铰接轴,每个切刀10均与一个铰接轴套接,驱动电机24的输出端与其中一个铰接轴固定连接,每个铰接轴的外壁上均套设有同步轮25,三个同步轮25之间套设有第一皮带26,驱动电机24与控制器电连接,三个角钢被彻底固定后,通过控制器启动驱动电机24,从而带动其输出端上的其中一个同步轮25旋转,由于每个铰接轴均与一个同步轮25插接,三个同步轮25通过第一皮带26套接,又因为驱动电机24的输出端与其中一个铰接轴固定连接,每个切刀10均与一个铰接轴套接,进而带动三个切刀10旋转。
45.滑块15远离支撑板14的一端固定设有齿条27,旋转组件11包括齿轮28、主动轮主
动轮29、从动轮30和第二皮带31,丝杆滑台13的外壁上设有第一转轴,齿轮28和主动轮29均套设在第一转轴的外壁上,齿轮28和齿条27啮合连接,加工台2的内壁上插设有第二转轴,从动轮30套设在第二转轴的外壁上,第二皮带31套设在主动轮29和从动轮30之间,且主动轮29大于从动轮30,每个打磨轮12均与第二转轴套接,在滑块15向靠近切刀10的一端滑动时,由于滑块15与齿条27固定连接,齿条27和齿轮28啮合连接,主动轮29和齿轮28均与第一转轴套接,从而带动齿轮28顺时针旋转,又因为从动轮30和第二转轴套接,主动轮29和从动轮30之间通过第二皮带31套接,每个打磨轮12均与第二转轴套接,进而带动三个打磨轮12顺时针旋转,并对向前推送的三个角钢的底部外壁进行打磨,以将其底部打磨平整,即在下料角钢的同时,同步对其底部进行打磨,将主动轮29设计成大于从动轮30,是为了保证齿条27带动主动轮29旋转时,能够给予从动轮30足够的转速,从而使得第二转轴能够带动三个打磨轮12快速旋转,为打磨提高前提条件,将三个打磨轮12设计成顺时针旋转,不会对三个角钢的推送产生抵触。
46.滑板19的顶部外壁上固定设有指示条32,立板的顶部外壁上设有刻度值33,指示条32朝向刻度值33,在滑板19带动三个切刀10滑动的同时,指示条32于刻度值33的上方实时滑动,从而方便工人观看三个切刀10的滑动距离,以保证精确切割角钢,提升了切割的精度,满足不同长度的角钢切割要求。
47.底座1的顶部呈对称设置有两个限位杆34,每个限位杆34上均等间距设置有可供三个角钢穿过的l型槽,加工台2的顶部呈对称设置有六个限位块35,在进行角钢加工时,首先将三个角钢从两个限位杆34之间穿过,且每个角钢均穿插在两个l型槽之间,每两个限位块35用来限位一个角钢,以防止其在推送和打磨时产生歪斜。
48.加工台2靠近切刀10的顶部一端等间距设置有可供三个打磨轮12旋转的避让槽,三个避让槽用来安装三个打磨轮12,并为三个打磨轮12的旋转提供避让空间。
49.底座1靠近切刀10的顶部一端设有收集箱36,切断后的角钢边角料在成型角钢的推送作用小自动落入收集箱36的内部,方便二次利用。
50.本发明的工作原理:在进行角钢加工时,首先将三个角钢从两个限位杆34之间穿过,且每个角钢均穿插在两个l型槽之间,每两个限位块35用来限位一个角钢,以防止其在推送和打磨时产生歪斜,在三个角钢放好后,通过控制器启动三个电动夹爪7,从而将三个角钢的外壁上夹紧,从而实现三个角钢的彻底固定。
51.三个角钢被彻底固定后,通过控制器启动驱动电机24,从而带动其输出端上的其中一个同步轮25旋转,由于每个铰接轴均与一个同步轮25插接,三个同步轮25通过第一皮带26套接,又因为驱动电机24的输出端与其中一个铰接轴固定连接,每个切刀10均与一个铰接轴套接,进而带动三个切刀10旋转,然后通过控制器启动气缸20,从而带动其输出端向下伸出,由于其输出端与升降板21固定连接,三个切刀10设计在升降板21上,进而带动三个切刀10下降对三个角钢进行切断。
52.当三个角钢被切断后,通过控制器带动丝杠滑台上的滑块15向靠近切刀10的一端滑动,由于每个电动夹爪7均与支撑板14固定连接,从而通过三个电动夹爪7将三个剩余角钢及切断的三个角钢边角料向靠近收集箱36的一端推送。
53.在滑块15向靠近切刀10的一端滑动时,由于滑块15与齿条27固定连接,齿条27和齿轮28啮合连接,主动轮29和齿轮28均与第一转轴套接,从而带动齿轮28顺时针旋转,又因
为从动轮30和第二转轴套接,主动轮29和从动轮30之间通过第二皮带31套接,每个打磨轮12均与第二转轴套接,进而带动三个打磨轮12顺时针旋转,并对向前推送的三个角钢的底部外壁进行打磨,以将其底部打磨平整,即在下料角钢的同时,同步对其底部进行打磨,将主动轮29设计成大于从动轮30,是为了保证齿条27带动主动轮29旋转时,能够给予从动轮30足够的转速,从而使得第二转轴能够带动三个打磨轮12快速旋转,为打磨提高前提条件,将三个打磨轮12设计成顺时针旋转,不会对三个角钢的推送产生抵触。
54.切断后的角钢边角料在成型角钢的推送作用小自动落入收集箱36的内部,方便二次利用,而剩余角钢在被推下加工台2后则由工人取走。
55.当需要切割不同长度的角钢时,通过控制器启动伺服电机16,从而带动其输出端上的第一连杆17旋转,由于第一连杆17远离伺服电机16的一端和滑板19分别与第二连杆18的两端铰接,又因为安装板23与滑板19固定连接,三个切刀10设计在安装板23底部的升降组件8上,因而带动三个切刀10向靠近伺服电机16的一端滑动,在滑板19带动三个切刀10滑动的同时,指示条32于刻度值33的上方实时滑动,从而方便工人观看三个切刀10的滑动距离,以保证精确切割角钢,提升了切割的精度,满足不同长度的角钢切割要求。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。