适用于工业物联网制造的t型轴定位机构及定位方法
技术领域
1.本发明涉及装配技术领域,特别是涉及一种适用于工业物联网制造的t型轴定位机构及定位方法。
背景技术:
2.现有智能燃气表中,以ic卡智能燃气表为例,其内所采用的机电阀大致有三种结构:
3.机电阀通过电机正反向转动,齿轮带动蜗杆,同时推动杆在蜗杆螺旋槽内运动,实现阀的开与闭。此种类型机电阀的特点是无卸载装置,正、反转到位后即堵转,并且其载荷也较大,这样会造成控制电路电流大,耗电量大。并且还会影响主控制器阀的控制电路的可靠性,缩短控制器中电池的使用寿命,且关阀所采用的储能电容值也会非常大,正压关阀,关阀不可靠。
4.机电阀通过电机正反向转动,带动扇形齿转动,达到防堵转及快速关闭的功能。更进一步的结构特点是齿轮变速箱中采用由摆动板以及摆动板上方的摆动齿轮所组成的防堵转机构与扇形齿轮、摆动板上方固定的摆动齿轮与扇形齿轮相啮合,配合摆动板摆动实现机电阀的防堵转的功能。此种类型机电阀的特点是摆动板及其上方固定的摆动齿轮与扇形齿轮相啮合的结构不能实现完全正反向卸载。
5.机电阀通过电机正反向转动,带不完整齿转动,达到防堵转及快速关闭的功能。更进一步的结构特点是安装棘齿双连齿轮,配合不完整齿轮与锁块的锁紧与解锁,在电动机正转与反转都可实现完全卸载。此种类型机电阀的特点是由于这种机电阀阀芯是装在外壳内的,阀芯与外壳之间必须保留足够的空间,气流才能顺畅的通过,机电阀才不至于压力损失过大影响卡表性能,所以机电阀整体体积较大,无法安装在铝壳燃气表内。
6.在现有类型机电阀结构和特点的基础上,申请人在先提出了如申请号为cn201220463732.0所述的燃气表机电阀方案。在该方案中,提出了一种采用电机作为动力源,通过包括多级齿轮的变速箱,而后通过不完全齿轮等,将电机输出的动力作为驱动密封圈帽直线运动动力的技术方案,采用该方案,能够有效解决机电阀体积问题、堵转问题、可靠性问题以及响应速度问题等。
7.在进一步的运用中或作为优选方式,关于多级齿轮中各齿轮对应的齿轮轴,在满足体积小型化、结构紧凑化设计的前提下,可采用t型轴作为部分或全部齿轮的齿轮轴,利用t型轴具有轴段和轴帽的结构特点,在轴帽端面与变速箱端板表面贴合后,实现t型轴单方向定位且可尽可能利用端板上孔道表面约束轴段,提升齿轮轴与端板的配合面积以确保机电阀的寿命。区别于传统齿轮轴,所述t型轴具有尺寸相对较小的特点,故现有技术中,考虑到实施难度,常规的做法依然为采用人工装配的方式完成机电阀装配。
8.提出一种能够实现智能燃气表智能制造的工艺及相应设备,以确保燃气表的装配质量、装配效率,无疑对行业的发展具有重要的促进意义。
技术实现要素:
9.针对上述所提出的提出一种能够实现智能燃气表智能制造的工艺及相应设备,以确保燃气表的装配质量、装配效率,无疑对行业的发展具有重要的促进意义的技术问题,本发明提供了一种适用于工业物联网制造的t型轴定位机构及定位方法。采用本方案提出的定位机构及方法,可获得特定姿态和位置的t型轴,便于后期对t型轴进行夹取,利于实现燃气表机电阀智能制造。
10.针对上述问题,本发明提供的适用于工业物联网制造的t型轴定位机构通过以下技术要点来解决问题:适用于工业物联网制造的t型轴定位机构,包括分料装置;
11.所述分料装置包括其上设置有容纳槽的第一滑块;
12.所述容纳槽设置在第一滑块的顶侧;
13.所述容纳槽的宽度满足:t型轴可以轴段容纳于容纳槽中、端帽两侧钩挂于容纳槽两侧的方式,支撑于第一滑块的顶面上;
14.所述容纳槽为两端开口的通槽。
15.现有技术中,工业物联网技术以其能够有效提高制造效率、改善产品质量、降低制造成本和资源消耗等优势,不断融入到工业生产的各个环节,工业物联网的关键技术中,包括传感器技术、设备技术、网络技术、信息处理技术、安全技术等,其中,传感器技术、设备技术可被认为是工业物联网整体的前端,信息处理技术和安全技术根据工业物联网的规模,一般被认为是工业物联网的后端,以上前端即为包括设备部分以及传感器部分的感知控制层(感知控制平台)。为实现减速器装配智能化,以感知控制层作为承载体的减速器具体装配工艺设计为关键技术之一。本方案针对物联网燃气表t型轴具有尺寸小、重量轻的特点,提供了一种:能够弱化对t型轴前端输入的要求,实现t型轴以单个个体的方式执行后续进料动作;结构和工艺设计可直接用于后期t型轴装配,利于实现燃气表机电阀智能制造的技术方案。
16.具体的,以上第一滑块配合驱动装置使用,所述驱动装置用于驱动第一滑块做往复运动,优选为直线往复运动。更为具体的:
17.首先,通过所述驱动部件,驱动容纳槽随第一滑块运动至t型轴接料工位,如t型轴的前端物料来源来自振动盘,通过容纳槽其中一侧的槽口获得t型轴,通过对容纳槽宽度的限定,可使得所述t型轴通过其上的轴帽端部支撑于第一滑块的顶面上,以上第一滑块对t型轴的约束形式可使得t型轴能够在自重下产生摆动,以对t型轴的轴线方向进行初步约束,且以上对t型轴的约束方式可使得其能够以轴线方向相对稳定的姿态被继续传递;
18.而后,通过所述驱动部件,驱动容纳槽随第一滑块运动至t型轴轴线约束工位,在移动至容纳槽与接料工位错开的t型轴轴线约束工位上,通过容纳槽的另一侧,即容纳槽进料侧的另一侧,利用顶尖直接作用于t型轴的轴段,为t型轴的侧面提供推力,且顶尖对侧的t型轴轴段支撑于刚性支撑面上的方式,使得t型轴的一对相对侧能够被刚性约束,这样,通过相应的顶尖端面以及刚性支撑面对t型轴进行精定位,即可获得特定的t型轴轴线朝向。
19.而后,通过抓取装置抓取到轴线特定的t型轴后,如设置为此时的t型轴轴线方向与减速箱盖板上相应轴孔的轴线平行,即可通过沿着所述轴线直线运动的方式,完成t型轴在减速箱盖板上的装配。
20.故采用本方案提供的定位机构及定位方法,可获得特定姿态和位置的t型轴,利于
实现燃气表机电阀智能制造。
21.作为所述的适用于工业物联网制造的t型轴定位机构进一步的技术方案:
22.为利用t型轴的重力,使得t型轴尽可能初始时以竖直姿态被第一滑块所支撑,便于后续夹取装置能够获得特定轴线方向的t型轴,设置为:所述容纳槽的槽深方向位于竖直方向。本方案在具体运用时,考虑到t型轴宜采用以下结构形式:t型轴的轴帽端具有与t型轴轴线垂直的平面或所述轴帽朝上时,轴帽端的下沿与t型轴轴线垂直,故采用容纳槽上侧第一滑块表面上用于与t型轴接触的面为水平面的方案;针对如轴帽端的下沿为球面的方式,宜设置为轴帽端的下沿与第一滑块形成球铰接的方案,第一滑块与t型轴作用的顶面区域为与所述球面外形一致的凹陷面。即作为本领域技术人员,本方案的主旨为尽可能获得被竖直支撑的t型轴,在设计第一滑块顶面形式时根据具体t型轴轴帽端外形进行相应设计均为与以上构思相同的替代方案。
23.更为完善的,作为一种利用以上容纳槽,实现对t型轴进行精定位的具体方案,设置为:所述分料装置还包括驱动部件,所述驱动部件用于驱动第一滑块往复运动;所述分料装置还包括一端朝向容纳槽运动轨迹的第二滑块,所述第二滑块朝向容纳槽运动轨迹的一端还设置有顶尖,所述顶尖可由容纳槽的侧面嵌入所述容纳槽中。本方案在具体运用时,在第一滑块滑移至顶尖的运动轨迹上后停止滑动,通过顶尖嵌入容纳槽,可利用顶尖的端部对t型轴轴段的侧面提供约束,达到进一步约束t型轴轴线朝向、为t型轴偏转提供偏转约束的目的。本方案采用的第二滑块优选采用平板结构,在具体使用时采用第二滑块平放式,以通过为第二滑块的底部提供如基于以下公开的挡板形成底部面支撑,以使得第二滑块具有稳定的运动轨迹以利于顶尖与容纳槽的配合精度。这样,容纳槽的其中一侧用于t型轴由传输槽中导入,另一侧用于顶尖导入,且第一滑块的运动轨迹与物料传送平台的侧面相贴。本方案中,所述驱动部件可采用驱动气缸,考虑到第一滑块的停留位置精度要求,进一步设置为:在第一滑块和/或驱动气缸的活塞杆移动路径上设置限位装置,以当第一滑块移动至顶尖配合工位时,能够在限位装置的作用下实现第一滑块停留位置精定位。限位装置的具体实现形式可采用为限位螺钉的行程调整块,以通过行程调整块与第一滑块和/或驱动气缸的活塞杆部分直接接触,实现在要求位置处第一滑块位置约束。
24.作为一种分料装置更进一步的实现形式,设置为:所述分料装置还包括挡板;
25.所述第二滑块可滑动支撑于挡板上;
26.所述分料装置还包括用于为第二滑块提供滑动驱动力的弹簧;
27.所述第一滑块的前端与顶尖的侧面均具有导向面;
28.所述导向面用于实现:当第一滑块的导向面与顶尖的导向面相互挤压时,第一滑块为第二滑块提供压缩弹簧、使得第二滑块相对于第一滑块回退的力。本方案旨在提供一种第二滑块的运动不需要额外动力装置的分料装置方案。在具体运用时,所述弹簧用于在第二滑块回退时进行蓄力,且安装为:顶尖能够在弹簧的作用力下嵌入到容纳槽中。这样,当第一滑块朝向顶尖的运动轨迹前进过程中,第一滑块前端与顶尖侧面的导向面配合,第一滑块挤压顶尖使得第二滑块回退,当第一滑块继续运动顶尖与容纳槽呈正对关系时,在弹簧力下顶尖嵌入到容纳槽中。当第一滑块需要相对于顶尖进一步前进或回退时,通过将容纳槽侧面端部位置表面亦设置为导向面,即可实现在第一滑块进一步运动的过程中驱动第二滑块回退。优选的,本方案中采用在挡板上设置孔道约束第二滑块在第一滑块运动方
向上的位置,所述弹簧采用:螺旋式,且轴线与第一滑块运动方向相垂直的弹簧。这样,可通过优化第二滑块的侧面磨损,提高顶尖在本定位机构长期使用过程中的运动轨迹精度。
29.作为一种更为完整的,能够为分料装置输入t型轴,同时可利用物料传送平台、挡板为t型轴提供防跌落约束、能够利用物料传送平台配合所述顶尖,实现t型轴最终轴线方向刚性约束的技术方案,设置为:还包括其上设置有传输槽的物料传送平台;
30.所述传输槽为设置在物料传送平台顶面上、端部与物料传送平台侧面相接的槽体;
31.所述传输槽的宽度满足:t型轴可以轴段容纳与传输槽中、端帽两侧钩挂于传输槽两侧的方式,支撑于物料传送平台的顶面上;
32.第一滑块在往复运动过程中,容纳槽可与传输槽的端部对接,以接收来自传输槽的t型轴;
33.容纳槽随第一滑块的运动轨迹被约束在挡板与物料传送平台围成的滑槽中;
34.所述物料传送平台、第二滑块位于第一滑块的不同侧;
35.在第一滑块的运动方向上,传输槽的出口与顶尖的位置相互错开。
36.本方案中,首先,通过对传输槽的形状、位置、尺寸限定,提供了一种可在前端匹配振动盘、t型轴在传输槽中传递时姿态相对稳定且能够利用t型轴自身重量实现t型轴姿态自调整的技术方案;其次,在传输槽中,可利用相邻t型轴之间轴帽相互推挤的方式实现传输槽中连续输出t型轴;其次,第一滑块配合物料传送平台,同时限定为:容纳槽随第一滑块的运动轨迹被约束在挡板与物料传送平台围成的滑槽中,这样,当容纳槽与传输槽位置相互错开后,可利用第一滑块的侧面为传输槽提供t型轴防跌落保护;其次,限定为:在第一滑块的运动方向上,传输槽的出口与顶尖的位置相互错开,即利用第一滑块约束t型轴由传输槽输出端进一步运动后,即可利用物料传送平台的侧面匹配顶尖,实现最终的t型轴轴线方向定位。
37.为提升第一滑块转移和实现t型轴轴向定位的效率,设置为:所述第一滑块上设置有多个容纳槽,所述容纳槽沿着第一滑块长度方向间隔排布。本方案在具体使用时,在驱动部件作用下的第一滑块移动轨迹上,获得多个第一滑块停止状态,各停止状态分别对应传输槽实现t型轴接料、对应顶尖实现t型轴轴线定位,即可在驱动部件的一个作用周期内,完成多根t型轴的转移和轴线定位。在具体运用时,宜采用:第一滑块的运动方式为做位于水平方向的直线往复运动,以在驱动部件、物料传送平台、挡板各自在空间中位置固定的情况下,使得各容纳槽在位置变换过程中,能够非常方便的匹配传输槽出口位置、顶尖朝向第一滑块运动的终了位置。如在采用轴线位于水平方向的驱动气缸作为驱动部件时,控制驱动气缸活塞杆的伸出长度即可限定为各容纳槽位于满足工艺需求的工位上。
38.所述挡板与第一滑块之间和/或物料传送平台与第一滑块之间具有间隙,所述间隙的宽度小于t型轴端帽直径;
39.当顶尖嵌入容纳槽中后,顶尖可为t型轴的轴段提供如下的约束状态:在轴段的一对相对侧上,其中一侧与物料传送平台的侧面接触,另一侧与顶尖的端面接触。本方案的结构设计,首先是利用物料传送平台侧面和挡板的侧面为第一滑块提供运动间隙,通过容纳槽的运动轨迹位于所述滑槽中避免容纳槽对t型轴的约束失效;其次为通过限定为挡板与第一滑块之间和/或物料传送平台与第一滑块之间具有间隙,并通过对该间隙宽度的限制,
使得在t型轴由传输槽进入容纳槽后,针对t型轴沿着传输槽长度方向上、下端前、后歪斜、轴帽相叠的情况,该间隙宽度配合容纳槽的宽度,可使得单个t型轴能够更为顺利的进入到容纳槽中,即使物料传送平台与挡板之间的间隙宽度大于或等于t型轴轴帽直径的两倍时,亦可通过第一滑块运动速度控制为单次仅允许一个t型轴进入到容纳槽中。优选的,考虑到t型轴传递过程中因为相互挤压、震动,导致的出现如t型轴垂直于传输槽延伸方向摆动,造成t型轴的轴段嵌入所述间隙中,所述间隙宽度可进一步设置为:所述间隙的宽度小于t型轴轴段直径。
40.作为一种可依赖于本机构上其他部件作为结构基础,在实现成本低、检测结果可靠的情况下,完成对t型轴成功进入容纳槽、容纳槽成功转移t型轴至顶尖约束工位的技术方案,设置为:所述第二滑块、第一滑块均为导体,所述挡板为绝缘体;
41.还包括安装在挡板上的电极,所述电极正对传输槽的物料出口端;
42.在容纳槽接收来自传输槽的t型轴后,支撑于第一滑块上的t型轴与所述电极相接触;
43.在所述容纳槽运动至顶尖的运动轨迹上时,且弹簧处于自由状态时,顶尖与第一滑块相互呈相间隔状态。本方案中提供了一种以检测电路是否电导通作为检测判别条件的技术方案。具体的,以t型轴本身一般为金属可导电材料为基础,分别利用t型轴配合电极形成容纳槽进料检测、通过t型轴配合第二滑块形成轴线约束工位进料检测。更为具体的,如第一滑块通过t型轴与电极相导通实现容纳槽进料检测;第一滑块通过t型轴与第二滑块相导通实现轴线约束工位进料检测。以上提出的在所述容纳槽运动至顶尖的运动轨迹上时,且弹簧处于自由状态时,顶尖与第一滑块相互呈相间隔状态,即为:如容纳槽中可靠接收t型轴后,当t型轴随第一滑块运动至顶尖约束工位时,通过t型轴实现第二滑块与第一滑块之间的电导通,此时可判定为容纳槽携带t型轴有效;当容纳槽空置时,在容纳槽随第一滑块运动至顶尖约束工位、弹簧完全恢复形变时,此时第一滑块与第二滑块呈相间隔的状态,这样,第一滑块与第二滑块并不能电导通,此时可判定为容纳槽携带t型轴失效。
44.相应的,根据具体的判定结构,可能涉及到如第一滑块接料时停留时间控制或驱动部件启动控制、第一滑块复位接料的启动控制、故障输出或工作状态反馈控制等,以上控制均为包括判断结果的闭环控制,故在具体实施时,所述检测电路可作为控制系统的感知控制平台,获得是否电导通结果;采用传感网络平台,实现以本地或远程传送为目的的感知结果信号传递以及具体控制信号传递;采用管理平台,实现以根据所述感知结果信号为判断依据,结合判定逻辑或设定,输出具体控制信号。
45.为实现在完成t型轴轴线限定后,后续如采用夹取装置对t型轴进一步传递时,减小夹取时对t型轴端帽的尺寸要求或避免t型轴在夹取过程中受损,设置为:所述容纳槽为上下延伸的通槽;
46.还包括设置在第一滑块下方,用于由底侧对容纳槽中t型轴进行顶升的顶升装置。本方案在具体运用时,当第一滑块上容纳槽运动至夹取装置的夹取工位后,通过顶升装置由容纳槽的底侧对t型轴进行顶升,使得t型轴的轴帽上移后,可更为顺利和可靠的夹取到t型轴。作为本领域技术人员,关于第一滑块的结构设计,设置为第一滑块包括基板以及均与基板同体的延伸部分,容纳槽形成于延伸部分之间即可。
47.本方案还公开了一种适用于工业物联网制造的t型轴定位方法,该方法基于如上
任意一项所述的定位机构;
48.所述定位方法包括如下操作步骤:
49.s1、通过所述驱动部件,驱动容纳槽随第一滑块运动至t型轴接料工位,通过容纳槽其中一侧的槽口,获得t型轴,且所述t型轴通过其上的轴帽端部支撑于第一滑块的顶面上;
50.s2、通过所述驱动部件,驱动容纳槽随第一滑块运动至t型轴轴线约束工位,在t型轴轴线约束工位上,通过容纳槽的另一侧,利用顶尖直接作用于t型轴的轴段,为t型轴的侧面提供推力,且顶尖对侧的t型轴轴段支撑于刚性支撑面上。
51.以上方法为以上定位机构的使用方法,采用该方法,不仅可实现在t型轴来源简单的情况下,对t型轴进行个体之间分料,同时在分料传递过程中,利用简单的结构和方法,对尺寸相对较小的t型轴实现轴线位置限定,以在后续t型轴转移和装配时,通过采用特定运动形式的转移和安装机构,完成对t型轴后续的获取、转移和装配。最终实现燃气表机电阀智能制造或为所述智能制造提供结构和方法基础。
52.本发明具有以下有益效果:
53.本方案针对物联网燃气表t型轴具有尺寸小、重量轻的特点,提供了一种:能够弱化对t型轴前端输入的要求,实现t型轴以单个个体的方式执行后续进料动作;结构和工艺设计可直接用于后期t型轴装配,利于实现燃气表机电阀智能制造的技术方案。
54.具体的,以上第一滑块配合驱动装置使用,所述驱动装置用于驱动第一滑块做往复运动,优选为直线往复运动。更为具体的:
55.首先,通过所述驱动部件,驱动容纳槽随第一滑块运动至t型轴接料工位,如t型轴的前端物料来源来自振动盘,通过容纳槽其中一侧的槽口获得t型轴,通过对容纳槽宽度的限定,可使得所述t型轴通过其上的轴帽端部支撑于第一滑块的顶面上,以上第一滑块对t型轴的约束形式可使得t型轴能够在自重下产生摆动,以对t型轴的轴线方向进行初步约束,且以上对t型轴的约束方式可使得其能够以轴线方向相对稳定的姿态被继续传递;
56.而后,通过所述驱动部件,驱动容纳槽随第一滑块运动至t型轴轴线约束工位,在移动至容纳槽与接料工位错开的t型轴轴线约束工位上,通过容纳槽的另一侧,即容纳槽进料侧的另一侧,利用顶尖直接作用于t型轴的轴段,为t型轴的侧面提供推力,且顶尖对侧的t型轴轴段支撑于刚性支撑面上的方式,使得t型轴的一对相对侧能够被刚性约束,这样,通过相应的顶尖端面以及刚性支撑面对t型轴进行精定位,即可获得特定的t型轴轴线朝向。
57.而后,通过抓取装置抓取到轴线特定的t型轴后,如设置为此时的t型轴轴线方向与减速箱盖板上相应轴孔的轴线平行,即可通过沿着所述轴线直线运动的方式,完成t型轴在减速箱盖板上的装配。
58.故采用本方案提供的定位机构及定位方法,可获得特定姿态和位置的t型轴,利于实现燃气表机电阀智能制造。
59.以上方法为以上定位机构的使用方法,采用该方法,不仅可实现在t型轴来源简单的情况下,对t型轴进行个体之间分料,同时在分料传递过程中,利用简单的结构和方法,对尺寸相对较小的t型轴实现轴线位置限定,以在后续t型轴转移和装配时,通过采用特定运动形式的转移和安装机构,完成对t型轴后续的获取、转移和装配。最终实现燃气表机电阀智能制造或为所述智能制造提供结构和方法基础。
附图说明
60.图1为本方案所述的适用于工业物联网制造的t型轴定位机构一个具体实施例的结构示意图,该示意图为整体结构立体示意图;
61.图2为本方案所述的适用于工业物联网制造的t型轴定位机构一个具体实施例的结构示意图,该示意图为后视图;
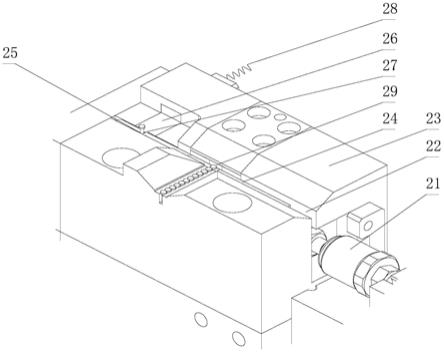
62.图3为本方案所述的适用于工业物联网制造的t型轴定位机构一个具体实施例的结构示意图,该示意图为定位机构的顶部结构示意图;
63.图4为图3所示a部的局部放大图。
64.附图中的附图标记分别为:1、物料传送平台,11、传输槽,2、分料装置,21、驱动部件,22、滑槽,23、挡板,24、第一滑块,25、容纳槽,26、第二滑块,27、顶尖,28、弹簧,29、电极,3、顶升装置。
具体实施方式
65.下面结合实施例对本发明作进一步的详细说明,但是本发明不仅限于以下实施例:
66.实施例1:
67.如图1至图4所示,适用于工业物联网制造的t型轴定位机构,包括分料装置2;
68.所述分料装置2包括其上设置有容纳槽25的第一滑块24;
69.所述容纳槽25设置在第一滑块24的顶侧;
70.所述容纳槽25的宽度满足:t型轴可以轴段容纳于容纳槽25中、端帽两侧钩挂于容纳槽25两侧的方式,支撑于第一滑块24的顶面上;
71.所述容纳槽25为两端开口的通槽。
72.本方案针对物联网燃气表t型轴具有尺寸小、重量轻的特点,提供了一种:能够弱化对t型轴前端输入的要求,实现t型轴以单个个体的方式执行后续进料动作;结构和工艺设计可直接用于后期t型轴装配,利于实现燃气表机电阀智能制造的技术方案。
73.具体的,以上第一滑块24配合驱动装置使用,所述驱动装置用于驱动第一滑块24做往复运动,优选为直线往复运动。更为具体的:
74.首先,通过所述驱动部件21,驱动容纳槽25随第一滑块24运动至t型轴接料工位,如t型轴的前端物料来源来自振动盘,通过容纳槽25其中一侧的槽口获得t型轴,通过对容纳槽25宽度的限定,可使得所述t型轴通过其上的轴帽端部支撑于第一滑块24的顶面上,以上第一滑块24对t型轴的约束形式可使得t型轴能够在自重下产生摆动,以对t型轴的轴线方向进行初步约束,且以上对t型轴的约束方式可使得其能够以轴线方向相对稳定的姿态被继续传递;
75.而后,通过所述驱动部件21,驱动容纳槽25随第一滑块24运动至t型轴轴线约束工位,在移动至容纳槽25与接料工位错开的t型轴轴线约束工位上,通过容纳槽25的另一侧,即容纳槽25进料侧的另一侧,利用顶尖27直接作用于t型轴的轴段,为t型轴的侧面提供推力,且顶尖27对侧的t型轴轴段支撑于刚性支撑面上的方式,使得t型轴的一对相对侧能够被刚性约束,这样,通过相应的顶尖27端面以及刚性支撑面对t型轴进行精定位,即可获得特定的t型轴轴线朝向。
76.而后,通过抓取装置抓取到轴线特定的t型轴后,如设置为此时的t型轴轴线方向与减速箱盖板上相应轴孔的轴线平行,即可通过沿着所述轴线直线运动的方式,完成t型轴在减速箱盖板上的装配。
77.故采用本方案提供的定位机构及定位方法,可获得特定姿态和位置的t型轴,利于实现燃气表机电阀智能制造。
78.实施例2:
79.本实施例在实施例1的基础上进行进一步优化和细化:
80.为利用t型轴的重力,使得t型轴尽可能初始时以竖直姿态被第一滑块24所支撑,便于后续夹取装置能够获得特定轴线方向的t型轴,设置为:所述容纳槽25的槽深方向位于竖直方向。本方案在具体运用时,考虑到t型轴宜采用以下结构形式:t型轴的轴帽端具有与t型轴轴线垂直的平面或所述轴帽朝上时,轴帽端的下沿与t型轴轴线垂直,故采用容纳槽25上侧第一滑块24表面上用于与t型轴接触的面为水平面的方案;针对如轴帽端的下沿为球面的方式,宜设置为轴帽端的下沿与第一滑块24形成球铰接的方案,第一滑块24与t型轴作用的顶面区域为与所述球面外形一致的凹陷面。即作为本领域技术人员,本方案的主旨为尽可能获得被竖直支撑的t型轴,在设计第一滑块24顶面形式时根据具体t型轴轴帽端外形进行相应设计均为与以上构思相同的替代方案。
81.实施例3:
82.本实施例在实施例1的基础上进行进一步优化和细化:
83.更为完善的,作为一种利用以上容纳槽25,实现对t型轴进行精定位的具体方案,设置为:所述分料装置2还包括驱动部件21,所述驱动部件21用于驱动第一滑块24往复运动;所述分料装置2还包括一端朝向容纳槽25运动轨迹的第二滑块26,所述第二滑块26朝向容纳槽25运动轨迹的一端还设置有顶尖27,所述顶尖27可由容纳槽25的侧面嵌入所述容纳槽25中。本方案在具体运用时,在第一滑块24滑移至顶尖27的运动轨迹上后停止滑动,通过顶尖27嵌入容纳槽25,可利用顶尖27的端部对t型轴轴段的侧面提供约束,达到进一步约束t型轴轴线朝向、为t型轴偏转提供偏转约束的目的。本方案采用的第二滑块26优选采用平板结构,在具体使用时采用第二滑块26平放式,以通过为第二滑块26的底部提供如基于以下公开的挡板23形成底部面支撑,以使得第二滑块26具有稳定的运动轨迹以利于顶尖27与容纳槽25的配合精度。这样,容纳槽25的其中一侧用于t型轴由传输槽11中导入,另一侧用于顶尖27导入,且第一滑块24的运动轨迹与物料传送平台1的侧面相贴。本方案中,所述驱动部件21可采用驱动气缸,考虑到第一滑块24的停留位置精度要求,进一步设置为:在第一滑块24和/或驱动气缸的活塞杆移动路径上设置限位装置,以当第一滑块24移动至顶尖27配合工位时,能够在限位装置的作用下实现第一滑块24停留位置精定位。限位装置的具体实现形式可采用为限位螺钉的行程调整块,以通过行程调整块与第一滑块24和/或驱动气缸的活塞杆部分直接接触,实现在要求位置处第一滑块24位置约束。
84.作为一种分料装置2更进一步的实现形式,设置为:所述分料装置2还包括挡板23;
85.所述第二滑块26可滑动支撑于挡板23上;
86.所述分料装置2还包括用于为第二滑块26提供滑动驱动力的弹簧28;
87.所述第一滑块24的前端与顶尖27的侧面均具有导向面;
88.所述导向面用于实现:当第一滑块24的导向面与顶尖27的导向面相互挤压时,第
一滑块24为第二滑块26提供压缩弹簧28、使得第二滑块26相对于第一滑块24回退的力。本方案旨在提供一种第二滑块26的运动不需要额外动力装置的分料装置2方案。在具体运用时,所述弹簧28用于在第二滑块26回退时进行蓄力,且安装为:顶尖27能够在弹簧28的作用力下嵌入到容纳槽25中。这样,当第一滑块24朝向顶尖27的运动轨迹前进过程中,第一滑块24前端与顶尖27侧面的导向面配合,第一滑块24挤压顶尖27使得第二滑块26回退,当第一滑块24继续运动顶尖27与容纳槽25呈正对关系时,在弹簧28力下顶尖27嵌入到容纳槽25中。当第一滑块24需要相对于顶尖27进一步前进或回退时,通过将容纳槽25侧面端部位置表面亦设置为导向面,即可实现在第一滑块24进一步运动的过程中驱动第二滑块26回退。优选的,本方案中采用在挡板23上设置孔道约束第二滑块26在第一滑块24运动方向上的位置,所述弹簧28采用:螺旋式,且轴线与第一滑块24运动方向相垂直的弹簧28。这样,可通过优化第二滑块26的侧面磨损,提高顶尖27在本定位机构长期使用过程中的运动轨迹精度。
89.作为一种更为完整的,能够为分料装置2输入t型轴,同时可利用物料传送平台1、挡板23为t型轴提供防跌落约束、能够利用物料传送平台1配合所述顶尖27,实现t型轴最终轴线方向刚性约束的技术方案,设置为:还包括其上设置有传输槽11的物料传送平台1;
90.所述传输槽11为设置在物料传送平台1顶面上、端部与物料传送平台1侧面相接的槽体;
91.所述传输槽11的宽度满足:t型轴可以轴段容纳与传输槽11中、端帽两侧钩挂于传输槽11两侧的方式,支撑于物料传送平台1的顶面上;
92.第一滑块24在往复运动过程中,容纳槽25可与传输槽11的端部对接,以接收来自传输槽11的t型轴;
93.容纳槽25随第一滑块24的运动轨迹被约束在挡板23与物料传送平台1围成的滑槽22中;
94.所述物料传送平台1、第二滑块26位于第一滑块24的不同侧;
95.在第一滑块24的运动方向上,传输槽11的出口与顶尖27的位置相互错开。
96.本方案中,首先,通过对传输槽11的形状、位置、尺寸限定,提供了一种可在前端匹配振动盘、t型轴在传输槽11中传递时姿态相对稳定且能够利用t型轴自身重量实现t型轴姿态自调整的技术方案;其次,在传输槽11中,可利用相邻t型轴之间轴帽相互推挤的方式实现传输槽11中连续输出t型轴;其次,第一滑块24配合物料传送平台1,同时限定为:容纳槽25随第一滑块24的运动轨迹被约束在挡板23与物料传送平台1围成的滑槽22中,这样,当容纳槽25与传输槽11位置相互错开后,可利用第一滑块24的侧面为传输槽11提供t型轴防跌落保护;其次,限定为:在第一滑块24的运动方向上,传输槽11的出口与顶尖27的位置相互错开,即利用第一滑块24约束t型轴由传输槽11输出端进一步运动后,即可利用物料传送平台1的侧面匹配顶尖27,实现最终的t型轴轴线方向定位。
97.实施例4:
98.本实施例在实施例1的基础上进行进一步优化和细化:
99.为提升第一滑块24转移和实现t型轴轴向定位的效率,设置为:所述第一滑块24上设置有多个容纳槽25,所述容纳槽25沿着第一滑块24长度方向间隔排布。本方案在具体使用时,在驱动部件21作用下的第一滑块24移动轨迹上,获得多个第一滑块24停止状态,各停止状态分别对应传输槽11实现t型轴接料、对应顶尖27实现t型轴轴线定位,即可在驱动部
件21的一个作用周期内,完成多根t型轴的转移和轴线定位。在具体运用时,宜采用:第一滑块24的运动方式为做位于水平方向的直线往复运动,以在驱动部件21、物料传送平台1、挡板23各自在空间中位置固定的情况下,使得各容纳槽25在位置变换过程中,能够非常方便的匹配传输槽11出口位置、顶尖27朝向第一滑块24运动的终了位置。如在采用轴线位于水平方向的驱动气缸作为驱动部件21时,控制驱动气缸活塞杆的伸出长度即可限定为各容纳槽25位于满足工艺需求的工位上。
100.实施例5:
101.本实施例在实施例3的基础上进行进一步优化和细化:
102.所述挡板23与第一滑块24之间和/或物料传送平台1与第一滑块24之间具有间隙,所述间隙的宽度小于t型轴端帽直径;
103.当顶尖27嵌入容纳槽25中后,顶尖27可为t型轴的轴段提供如下的约束状态:在轴段的一对相对侧上,其中一侧与物料传送平台1的侧面接触,另一侧与顶尖27的端面接触。本方案的结构设计,首先是利用物料传送平台1侧面和挡板23的侧面为第一滑块24提供运动间隙,通过容纳槽25的运动轨迹位于所述滑槽22中避免容纳槽25对t型轴的约束失效;其次为通过限定为挡板23与第一滑块24之间和/或物料传送平台1与第一滑块24之间具有间隙,并通过对该间隙宽度的限制,使得在t型轴由传输槽11进入容纳槽25后,针对t型轴沿着传输槽11长度方向上、下端前、后歪斜、轴帽相叠的情况,该间隙宽度配合容纳槽25的宽度,可使得单个t型轴能够更为顺利的进入到容纳槽25中,即使物料传送平台1与挡板23之间的间隙宽度大于或等于t型轴轴帽直径的两倍时,亦可通过第一滑块24运动速度控制为单次仅允许一个t型轴进入到容纳槽25中。
104.实施例6:
105.本实施例在实施例1的基础上进行进一步优化和细化:
106.作为一种可依赖于本机构上其他部件作为结构基础,在实现成本低、检测结果可靠的情况下,完成对t型轴成功进入容纳槽25、容纳槽25成功转移t型轴至顶尖27约束工位的技术方案,设置为:所述第二滑块26、第一滑块24均为导体,所述挡板23为绝缘体;
107.还包括安装在挡板23上的电极29,所述电极29正对传输槽11的物料出口端;
108.在容纳槽25接收来自传输槽11的t型轴后,支撑于第一滑块24上的t型轴与所述电极29相接触;
109.在所述容纳槽25运动至顶尖27的运动轨迹上时,且弹簧28处于自由状态时,顶尖27与第一滑块24相互呈相间隔状态。本方案中提供了一种以检测电路是否电导通作为检测判别条件的技术方案。具体的,以t型轴本身一般为金属可导电材料为基础,分别利用t型轴配合电极29形成容纳槽25进料检测、通过t型轴配合第二滑块26形成轴线约束工位进料检测。更为具体的,如第一滑块24通过t型轴与电极29相导通实现容纳槽25进料检测;第一滑块24通过t型轴与第二滑块26相导通实现轴线约束工位进料检测。以上提出的在所述容纳槽25运动至顶尖27的运动轨迹上时,且弹簧28处于自由状态时,顶尖27与第一滑块24相互呈相间隔状态,即为:如容纳槽25中可靠接收t型轴后,当t型轴随第一滑块24运动至顶尖27约束工位时,通过t型轴实现第二滑块26与第一滑块24之间的电导通,此时可判定为容纳槽25携带t型轴有效;当容纳槽25空置时,在容纳槽25随第一滑块24运动至顶尖27约束工位、弹簧28完全恢复形变时,此时第一滑块24与第二滑块26呈相间隔的状态,这样,第一滑块24
与第二滑块26并不能电导通,此时可判定为容纳槽25携带t型轴失效。
110.相应的,根据具体的判定结构,可能涉及到如第一滑块24接料时停留时间控制或驱动部件21启动控制、第一滑块24复位接料的启动控制、故障输出或工作状态反馈控制等,以上控制均为包括判断结果的闭环控制,故在具体实施时,所述检测电路可作为控制系统的感知控制平台,获得是否电导通结果;采用传感网络平台,实现以本地或远程传送为目的的感知结果信号传递以及具体控制信号传递;采用管理平台,实现以根据所述感知结果信号为判断依据,结合判定逻辑或设定,输出具体控制信号。
111.为实现在完成t型轴轴线限定后,后续如采用夹取装置对t型轴进一步传递时,减小夹取时对t型轴端帽的尺寸要求或避免t型轴在夹取过程中受损,设置为:所述容纳槽25为上下延伸的通槽;
112.还包括设置在第一滑块24下方,用于由底侧对容纳槽25中t型轴进行顶升的顶升装置3。本方案在具体运用时,当第一滑块24上容纳槽25运动至夹取装置的夹取工位后,通过顶升装置3由容纳槽25的底侧对t型轴进行顶升,使得t型轴的轴帽上移后,可更为顺利和可靠的夹取到t型轴。作为本领域技术人员,关于第一滑块24的结构设计,设置为第一滑块24包括基板以及均与基板同体的延伸部分,容纳槽25形成于延伸部分之间即可。
113.实施例7:
114.本实施例在以上任意一个实施例的基础上,提供了一种适用于工业物联网制造的t型轴定位方法,该方法基于如上任意一项所述的定位机构;
115.所述定位方法包括如下操作步骤:
116.s1、通过所述驱动部件21,驱动容纳槽25随第一滑块24运动至t型轴接料工位,通过容纳槽25其中一侧的槽口,获得t型轴,且所述t型轴通过其上的轴帽端部支撑于第一滑块24的顶面上;
117.s2、通过所述驱动部件21,驱动容纳槽25随第一滑块24运动至t型轴轴线约束工位,在t型轴轴线约束工位上,通过容纳槽25的另一侧,利用顶尖27直接作用于t型轴的轴段,为t型轴的侧面提供推力,且顶尖27对侧的t型轴轴段支撑于刚性支撑面上。
118.以上方法为以上定位机构的使用方法,采用该方法,不仅可实现在t型轴来源简单的情况下,对t型轴进行个体之间分料,同时在分料传递过程中,利用简单的结构和方法,对尺寸相对较小的t型轴实现轴线位置限定,以在后续t型轴转移和装配时,通过采用特定运动形式的转移和安装机构,完成对t型轴后续的获取、转移和装配。最终实现燃气表机电阀智能制造或为所述智能制造提供结构和方法基础。
119.以上内容是结合具体的优选实施方式对本发明作的进一步详细说明,不能认定本发明的具体实施方式只局限于这些说明。对于本发明所属技术领域的普通技术人员来说,在不脱离本发明的技术方案下得出的其他实施方式,均应包含在本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。