1.本发明涉及一种自动螺栓紧固装置,尤其涉及一种自动螺栓紧固装置,其使用双臂水平关节型机器人同时独立地进行从螺栓进料器搭载螺栓的工艺和将螺栓紧固在被加工物的工艺,从而稳定地紧固螺栓的同时可大幅地缩短紧固螺栓所需的时间。
背景技术:
2.通常,工业品的组装线以螺栓的紧固作业为主,在各个组装线螺栓的紧固工艺大部分为自动化。
3.为了在各个组装线紧固螺栓而广泛使用的方式为,如韩国登记实用新型公报第0453575号(2011.05.03.)中所公知的,将要紧固的螺栓真空吸附在真空吸附管后紧固在被加工物的方式。
4.像这样使用真空吸附管的情况,反复进行如下的动作,真空吸附管借助水平关节型机器人在螺栓进料器真空吸附螺栓后移动至组装线的被加工物并紧固螺栓,再次向螺栓进料器移动并真空吸附螺栓。
5.根据这样的现有技术,因为在将螺栓真空吸附于真空吸附管下端部的状态下移动并将螺栓紧固在被加工物,因此优点在于,没有螺栓的倾斜散乱的问题而非常稳定地实现螺栓紧固。
6.但是,通过真空吸附管进行螺栓紧固的情况虽然有可进行稳定的螺栓紧固的优点,但缺点在于,应按顺序一个个进行如下工艺,真空吸附管在固定于螺栓进料器的状态下真空吸附螺栓,然后移动至组装线的被加工物后,在固定于被加工物的状态下紧固真空吸附的螺栓,再次向螺栓进料器移动,因此在螺栓紧固时需要很多的时间。
7.先行技术文献
8.专利文献
9.韩国公开专利公报第1998-0009981号(1998.04.30)
技术实现要素:
10.由此,本发明是为了解决如上所述的现有的所有问题而提出的,本发明的目的在于,提供一种自动螺栓紧固装置,其使用双臂水平关节型机器人同时独立地进行从螺栓进料器搭载螺栓的工艺和将螺栓紧固在被加工物的工艺,从而稳定地紧固螺栓的同时可大幅地缩短紧固螺栓所需的时间。
11.为了实现上述目的,根据本发明的技术思想的自动螺栓紧固装置,作为接收从螺栓进料器供给的螺栓并可将螺栓紧固在位于组装线的被加工物的自动螺栓紧固装置,包括:本体框架;下部臂,其以可沿左右方向旋转的形式设置于本体框架;夹具,其设置于下部臂的前端部并从螺栓进料器搭载螺栓;上部臂,其在下部臂的上侧以可沿左右方向旋转地的形式设置于本体框架;螺栓紧固器,其可升降地设置于上部臂的前端部,通过上部臂将搭载于夹具的螺栓以真空吸附的状态沿组装线移动后,将螺栓紧固在位于组装线的被加工
物,从而同时独立地进行通过夹具从螺栓进料器搭载螺栓的工艺和通过螺栓紧固器将螺栓紧固在被加工物的工艺。
12.在此,特征可在于,所述夹具包括:真空夹具,其设置于辅助臂的前端部并可对螺栓进料器的螺栓进行真空吸附,所述辅助臂以可沿左右方向旋转的形式设置于下部臂的前端部上面;夹爪,其可通过一对钳口(jaw)夹紧被真空吸附在真空夹具的螺栓并将其传递至螺栓紧固器,所述一对钳口以可沿左右方向旋转的形式设置于下部臂的前端部下面并配备于前端部。
13.此外,特征可在于,所述辅助臂在通过向下侧垂直地结合的滚珠花键可升降地支撑在下部臂的前端部的状态下接收第一马达的驱动力并可沿左右方向旋转。
14.此外,特征可在于,还设置有缓冲用弹簧,其弹性支撑滚珠花键。
15.此外,特征可在于,所述夹爪设置有升降单元,在夹紧真空吸附在真空夹具的螺栓的状态下,使得真空夹具升降从而分离螺栓,所述升降单元包括:小齿轮,其设置于第二马达的轴;齿条,其与小齿轮啮合并进行直线运动;滑动部件,其与齿条结合并沿前后方向进行直线运动;轨条,其引导所述滑动部件进行滑动;连接结,其一端部与滑动部件的前端部铰链结合;升降体,其与连接结的另一端部铰链结合,如果滑动部件向前方移动则上升,如果向后方移动则下降,同时使得辅助臂升降;引导棒,其沿升降体的下侧垂直地结合并引导升降体的升降。
16.此外,特征可在于,所述滑动部件包括:齿条结合部,其结合于齿条的上面;左右扩大部,其以沿左右方向长长地形成的形态结合于齿条结合部的前端部;一对滑动部,其分别与左右扩大部的左侧端部和右侧端部结合,并以互相隔离的状态沿前后方向长长地形成,所述轨条、连接结及引导棒与滑动部对应并在左边和右边形成一对而构成,在互相隔离的一对滑动部之间空间配置有第一马达和第三马达,分别向真空夹具和夹爪提供动力。
17.此外,特征可在于,所述上部臂和下部臂分别由可弯曲的多关节臂形成。
18.另外,本发明的工业品制造系统,其技术构成上的特征在于,包括:传送机,其将被加工物移送至各组装线;螺栓进料器,其供给螺栓;以及自动螺栓紧固装置,其接收从螺栓进料器供给的螺栓并可将其紧固在位于组装线的被加工物。
19.根据本发明的自动螺栓紧固装置使用双臂水平关节型机器人同时独立地进行从螺栓进料器搭载螺栓的工艺和将螺栓紧固在被加工物的工艺,而不是依次进行,从而稳定地紧固螺栓的同时可大幅地缩短紧固螺栓所需的时间。
附图说明
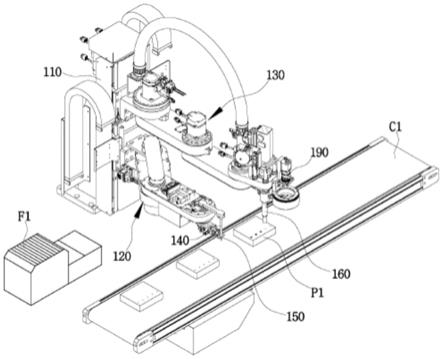
20.图1是根据本发明的实施例的自动螺栓紧固装置的使用状态图。
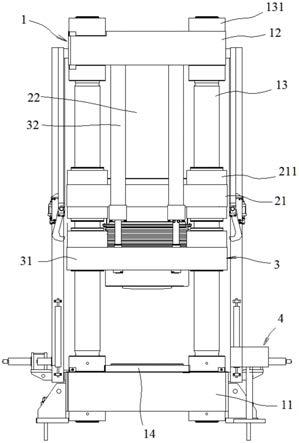
21.图2是根据本发明的实施例的自动螺栓紧固装置的侧面图。
22.图3是放大图2中的主要部位的放大图。
23.图4是在根据本发明的实施例的自动螺栓紧固装置中设置有真空夹具和夹爪的下部臂的部分立体图。
24.图5是用于说明在根据本发明的实施例的自动螺栓紧固装置中设置有真空夹具和夹爪的下部臂的内部构成的参照图。
25.图6是用于说明在根据本发明的实施例的自动螺栓紧固装置中使得真空夹具升降
从而分离螺栓的升降单元的构成的立体图。
26.图7是在根据本发明的实施例的自动螺栓紧固装置中设置有真空夹具和夹爪的下部臂的平面图。
27.图8是在根据本发明的实施例的自动螺栓紧固装置中设置有真空夹具和夹爪的下部臂的侧面图。
28.图9是根据图7的a-a的截面图。
29.图10是图9的主要部位的部分放大图。
30.图11a至图11l是示出螺栓移动及紧固作业的一系列的参考图。
31.标号说明
32.110:本体框架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
120:下部臂
33.130:上部臂
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
140:真空夹具
34.150:夹爪
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
160:螺栓紧固器
35.170:升降单元
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
180:滚珠花键
具体实施方式
36.参照附图对根据本发明的实施例的自动螺栓紧固装置进行详细地说明。本发明可进行多种变更并具有各种各样的形态,将特定实施例在图中例示并欲在本文进行详细地说明。但是,这并不是要将本发明限定于特定的公开形态,应理解为将包括在本发明的思想及技术范围内的所有变更、均等物乃至代替物都包括在内。说明各附图的同时,对于类似的构成要素使用了类似的参照标号。就附图而言,为了确保本发明的明确性而比实际放大了结构物的尺寸并示出,或为了理解概略构成而比实际缩小了结构物的尺寸并示出。
37.此外,第一及第二等术语可在说明多种构成要素时使用,但所述构成要素不受所述术语的限制。所述术语仅仅作为将一个构成要素与其他的构成要素区别开来的目的而使用。例如,在不脱离本发明的权利范围的同时,第一构成要素可被命名为第二构成要素,类似地,第二构成要素也可被命名为第一构成要素。另外,如果没有其他的定义,在此使用的包括技术术语或科学术语在内的所有术语具有和在本发明所属的技术领域内具备一般知识的人员通常理解的含义相同的含义。和通常使用的字典中所定义的含义相同的术语应解释为,具有与相关技术的文脉上具备的含义相一致的含义,如果本技术中没有明确地定义,则不应以上地或过度地解释为形式性的含义。
38.《实施例》
39.图1是根据本发明的实施例的自动螺栓紧固装置的使用状态图,图2是根据本发明的实施例的自动螺栓紧固装置的侧面图,图3是放大图2中的主要部位的放大图,图4是在根据本发明的实施例的自动螺栓紧固装置中设置有真空夹具和夹爪的下部臂的部分立体图。
40.如图所示,根据本发明的实施例的自动螺栓紧固装置包括本体框架110、下部臂120、上部臂130、真空夹具140、夹爪150、螺栓紧固器160作为主要构成要素而构成。本发明构成为,通过这样的主要构成要素同时独立地进行从螺栓进料器f1搭载螺栓的工艺和通过传送机c1将螺栓紧固在位于组装线的被加工物p1的工艺,从而稳定地紧固螺栓的同时可大幅地缩短紧固螺栓所需的时间。
41.以下,以所述各构成要素为中心对根据本发明的实施例的自动螺栓紧固装置进行
详细地说明。
42.所述本体框架110有进行支撑使得下部臂120和上部臂130可分别升降及左右方向旋转的作用。
43.下部臂120有在前端部支撑真空夹具140和夹爪150的同时并使其移动的作用,通过多关节的臂实现。下部臂120包括:下部升降体121,其以可升降的形式结合于本体框架110;第一下部臂122、第二下部臂123,其以可左右方向旋转的形式按顺序结合于下部升降体121。在所述第二下部臂123的上面,通过辅助臂124以垂直的形态设置有真空夹具140,在下面设置有配备一对钳口152(jaw)的夹爪150。
44.所述上部臂130有在前端部支撑真空夹具140的同时使其移动的作用,和下部臂120一样通过多关节的臂实现。上部臂130包括:上部升降体131,其以可升降的形式结合于本体框架110;第一上部臂132、第二上部臂133以及第三上部臂134,其以可左右方向旋转的形式按顺序结合在上部升降体131。在所述第三上部臂134的前端部下侧垂直地设置有螺栓紧固器160。此外,在所述第三上部臂134的前端部上侧设置有视野190,帮助确认被加工物的螺栓紧固位置,从而可正确地实现通过螺栓紧固器160的紧固作业。
45.所述真空夹具140有从螺栓进料器搭载螺栓的作用,设置为通过真空压吸附螺栓的真空吸附管的形态。所述真空夹具140向下方垂直地设置于辅助臂124的前端部,所述辅助臂124以可沿左右方向旋转的形式设置于下部臂120的前端部上面。详细来看这样的真空夹具140的内部结构,如图9和图10的截面图所示,在下端部以中空的形式形成有内部并与真空泵连接,以便可真空吸附螺栓。
46.在此,如图10所示,支撑真空夹具140的辅助臂124设置为,在通过向下侧垂直地结合的滚珠花键180以可升降的形式支撑在下部臂120的前端部的状态下接收第一马达m1的驱动力并可沿左右方向旋转。滚珠花键180的情况,结合有中空的竖直轴181和螺母182而形成。在滚珠花键180的竖直轴181的下部,缓冲用弹簧185以弯曲的形态追加设置,从而在下侧弹性支撑滚珠花键180的螺母182。由此,可以衰减进行真空夹具140的升降动作时由于一起升降的滚珠花键180的升降动作造成的震动及冲击。
47.如果小齿轮126通过第一马达m1旋转,则按顺序连接的旋转轴125、滚珠花键180的螺母182、竖直轴181旋转,结合于竖直轴181的上端部的辅助臂124旋转的同时实现真空夹具140的旋转动作。
48.所述夹爪150以可沿左右方向旋转的形式设置于下部臂120的前端部下面,其作用在于,通过配备于前端部的一对钳口152将真空吸附在真空夹具140的螺栓夹紧并传递至螺栓紧固器160。所述夹爪150包括:夹具本体151,其以可旋转的形式结合于下部臂120的前端部下面,接收从第三马达m3提供的动力并进行旋转动作;一对钳口152,其设置于夹具本体151的前端部,向左右张开并收紧的同时可夹紧螺栓。如果配备这样的夹爪150,则在真空夹具140和螺栓紧固器160之间才能够进行顺畅的螺栓传递,真空夹具140通过真空吸附从螺栓进料器搭载螺栓,螺栓紧固器160在通过真空吸附对螺栓进行真空吸附的状态下,将螺栓紧固在位于组装线上的被加工物。
49.在此,优选地,一对钳口152以互相之间张开180度以上的中间角的形式设置。由此,真空夹具140通过辅助臂124的左右方向旋转而移动的时候,一对钳口152设置为最大限度张开的状态,从而可互相不干扰地进行切断。
50.另外,设置有升降单元170,在夹爪150将真空吸附在真空夹具140的螺栓夹紧的状态下,可使得真空夹具140慢慢上升从而分离螺栓。
51.如图6所示,升降单元170包括:小齿轮171,其设置于第二马达m2的轴;齿条172,其与小齿轮171啮合并进行直线运动;滑动部件173,其与齿条172结合并沿前后方向进行直线运动;轨条174,其引导所述滑动部件173进行滑动;连接结175,其一端部与滑动部件173的前端部铰链结合;升降体176,其与连接结175的另一端部铰链结合,如果滑动部件173向前方移动则上升,如果向后方移动则下降,同时使得辅助臂124升降;一对引导棒177,其沿升降体176的下侧垂直地结合并引导升降体176的升降。
52.根据如此配备升降单元170的构成,使得第二马达m2的轴和与其结合的小齿轮171旋转,如果使得齿条172向前方移动,则滑动部件173与齿条172一起向前方移动,通过连接结175铰链结合于滑动部件173的前端部的升降体176得以上升。此时,引导棒177引导升降体176稳定地升降,而不是向前方移动。在此,引导棒177通过在左边和右边配备一对的构成可解决升降体176向左侧或右侧倾斜的同时嵌入滚珠花键180所插入的孔而无法升降的问题。由此,后端部以安装在形成于升降体176上面的安装槽176a的状态得到支撑的辅助臂124上升,设置于所述辅助臂124的前端部的真空夹具140也得以上升。
53.在这样的升降单元170的构成中,通过形成于升降体176的安装槽176a的通孔176b,向辅助臂124的下侧竖直地结合的滚珠花键180的竖直轴181成为以贯通的状态插入于下部臂120的前端部的形态。由此,即使仅所述辅助臂的后端部设置为支撑在升降体176的安装槽176a的形态,前端部也可以没有下垂地通过升降单元170的升降体176升降。
54.此外,在所述升降单元170的构成中可关注滑动部件173的形状。所述滑动部件173包括:齿条结合部173a,其结合于齿条172的上面;左右扩大部173c,其以沿左右方向长长地形成的形态结合于齿条结合部173a的前端部;一对滑动部173b,其分别与左右扩大部173c的左侧端部和右侧端部结合,并以互相沿左右较宽地隔开的形态沿前后方向长长地形成,所述轨条174、连接结175及引导棒176与滑动部173b对应并在左边和右边形成一对而构成。
55.如此,优点在于,如果通过滑动部件173的左右扩大部173c及一对滑动部173b向左右较宽地张开并成为通过轨条174支撑的形态,则在前后方向移动时可非常稳定地维持平衡,而且优点在于,即使在互相隔开的一对滑动部173b之间空间的中央聚集并配置有分别向真空夹具140和夹爪150提供动力的第一马达m1和第三马达m3,也能避免由此造成的干涉问题的同时,可积极地活用死角边缘空间。
56.详细来看上述的升降单元170的构成可得知,为了使得真空夹具140升降而在辅助臂124的后端部下面设置第二马达m2,尽管可通过螺丝及螺母简单地构成为使得辅助臂124升降,但将第二马达m2设置于与辅助臂124的后端部隔开的位置,通过使用小齿轮171和齿条172、滑动部件173、连接结175及升降体176的动力传递体系,采取复杂且无效率的构成。但是,这样的构成可以说是为了将辅助臂124及真空夹具140运转的高度最大地降低,消除上部臂130的干涉问题的同时,使得下部臂120和上部臂130的间隔最小化的最优化构成。
57.所述螺栓紧固器160配备为真空吸附管的形态并以可升降地形式设置于上部臂130的前端部。所述螺栓紧固器160对真空夹具140夹紧的螺栓进行真空吸附,并通过上部臂130以该状态移动至组装线后,将螺栓紧固在位于组装线的被加工物。本发明中螺栓紧固器160担当如下作用,不再进行移动至螺栓进料器并搭载螺栓的作业,接收从中间介入的夹爪
150传递的螺栓之后马上移动,从而将螺栓紧固在被加工物。由此,可以节约螺栓紧固器160在位于组装线的被加工物和螺栓进料器间的远距离移动时所需的时间和定位在螺栓进料器并搭载螺栓所需的时间。
58.在图11a至图11l中显示了通过真空夹具140的螺栓搭载及移动、通过夹爪150的螺栓的中间夹紧及传递、在螺栓紧固器160按顺序进行螺栓移动及紧固作业。尤其,如图所示可以注意到,在螺栓紧固器160对上一个螺栓进行紧固的期间,为了使得真空夹具140及夹爪150协力从螺栓进料器搭载螺栓而运输后马上传递至螺栓紧固器160,在等待位置进行等待,如果螺栓紧固器160完成对于上一个螺栓的螺栓紧固,则通过夹爪150马上搭载在等待位置等待的螺栓并进行螺栓紧固动作。
59.并且,可注意到在真空夹具140和螺栓紧固器160中间,通过夹爪150进行细小的动作及作用。如图11d、图11k所示,所述夹爪150顺利地执行在真空吸附螺栓的真空夹具140和螺栓紧固器160之间通过夹紧而中间传递螺栓的作用。并且,为了回避与真空夹具140的干涉,夹爪150不仅另外进行旋转动作,还将钳口较宽地张开到180度。在夹爪150进行动作的时候真空夹具140也执行这样的回避动作。
60.以上,对本发明的优选实施例进行了说明,但是本发明可以使用多样的变化和变更及均等物。本发明可以将实施例适当地变形并相同地应用是毋庸置疑的。因此,上述记载内容不限定通过下面权利要求书的界限而确定的本发明的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。