1.本发明涉及具有调节芯轴的盘式制动器,尤其地,本发明涉及具有调节芯轴和再调节单元的用于机动车辆的盘式制动器。
背景技术:
2.用于机动车辆的盘式制动器普遍已知并且具有用于压紧制动盘的压紧单元,压紧单元包括调节芯轴、压块和再调节单元。压块轴向地朝着制动盘具有开口,其中,在开口中布置有用于引导调节芯轴的螺纹。布置在调节芯轴中的螺纹环与碟形弹簧组合使用,以防止调节芯轴发生不期望的进给运动或复位运动。经由与压紧单元的转动杆处于连接的制动缸,通过转动杆朝制动盘方向的转动运动使得制动盘通过如下方式被压紧,即,以调节芯轴和再调节单元使压块轴向地朝着制动盘的方向移动并且经由调节芯轴的压盘使得压紧侧的制动衬片压向制动盘。由于压盘的接触,使得制动钳首先向与制动盘相反的方向移动,更确切地说直到反作用侧的制动衬片与制动盘处于接触中,由此制动盘被压紧侧的制动衬片和反作用侧的制动衬片压紧。压紧侧应被理解为盘式制动器的布置有压紧单元的那侧。而轮辋侧应被理解为盘式制动器的与盘式制动器的压紧侧相对置的那侧。由于制动过程而导致制动衬片磨损,这造成的结果是气隙、即制动盘与制动衬片之间的间距随着制动衬片磨损的增加而变大。随着气隙越来越大,用于压紧盘式制动器的杆行程将增大,由此使制动被延迟,并且其中,由于制动器的加压点移动而延迟了对车辆的制动。出于所述原因,必须通过修正气隙来补偿制动衬片的磨损,以便确保盘式制动器的完全的可操作性和性能。修正气隙通过使调节芯轴根据需要朝制动盘的方向轴向进给运动来实现。
3.在调节芯轴的进给运动期间,可能会出现调节芯轴轴向地朝制动盘的方向转动过多的情况。在上述情况下将出现调节芯轴与压紧单元的其他构件接触重叠不足的风险,其他构件包括再调节单元的卷簧或再调节单元的引导套筒,压块从该引导套筒转出。接触重叠被认为是进给单元的与调节芯轴接触时的区域。此外,在盘式制动器的复位单元被不当操纵时,也可能会出现缺少接触重叠的情况。为了更换衬片,经由复位单元手动地将调节芯轴朝与制动盘相反方向轴向转出。上述两种情况都可能不经意地导致盘式制动器的再调节单元的再调节功能突然丧失。
4.de 10 2014 111 229 b4公开了一种盘式制动器,其应防止制动钳从压紧侧的制动衬片架上脱落。在制动钳或与制动钳对应的构件上布置有被构造为衬套的独立的止挡元件。
技术实现要素:
5.本发明的任务是,提供对盘式制动器的调节芯轴的转动运动的限制,而不使用附加的构件,以及不增大调节芯轴的柱体外轮廓,并且其中,该限制部同时被用作防丢失部。
6.该任务通过在调节芯轴的螺纹道(gewindegang)中的限制部来解决。螺纹道可以被理解为形廓化的压痕,该压痕以螺旋线方式呈连续螺纹状地围绕调节芯轴的柱体形的壁
部延伸。限制部的定位能沿整个轴向螺纹长度自由选择,由此能够实现精细协调来限制调节芯轴的转动运动。通过对转动运动的限制来防止调节芯轴从再调节单元中脱落。该限制部优选从芯轴成形出。这意味着,在由调节芯轴成形出限制部的情况下,限制部具有同种材料成分,并因此具有与调节芯轴相同的材料强度。由于材料成分相同,在考虑到实现限制部的类型的情况下,尽可能将限制部相对于调节芯轴的过早的材料疲劳降低到最小。然而,限制部也可以作为单独的构件布置在调节芯轴上,由此提升了调节芯轴的使用寿命,这是因为在限制部被磨损后,只需要更换限制部,而不必更换调节芯轴。
7.为了阻挡调节芯轴,限制部并不限于螺纹单元或再调节单元的子区域。能想到用于阻挡限制部的止挡的每种任意的形状以及将用于阻挡限制部的止挡布置在螺纹单元之外和再调节单元之外。螺纹单元的形状不受限制。优选地,螺纹单元被构造为螺纹环。螺纹环布置在压块中,并与调节芯轴的螺纹接触。
8.在另外的设计方案中,限制部径向地朝再调节单元的方向构造,并且具有比调节芯轴的螺纹道的螺纹底部的高度更大的高度。螺纹底部被理解为相对于调节芯轴的轴线螺纹道的最深的区域。高度,也就是说限制部朝螺纹尖端的方向的径向取向如下这样地定尺寸,使得限制部止挡在盘式制动器的止挡上,优选是止挡在螺纹单元的止挡上,特别优选止挡在螺纹单元的构造为齿侧边的止挡上,并阻挡调节芯轴,因此使调节芯轴不能够朝制动盘的方向继续转出。
9.在另外的有利的设计方案中,限制部是调节芯轴的螺纹侧边的子区域。调节芯轴的限制部通过螺纹侧边的子区域发生形变来实现。背对的螺纹道的螺纹侧边的与该螺纹侧边的发生形变的子区域背对的子区域也发生了形变。螺纹侧边的子区域发生形变比附加地构造为限制部的构件更为廉价。
10.此外已经证实,在另外的实施方案中,限制部通过包括切削制造、成形制造或添附制造的制造方法中的一个制造方法来制成。依赖于制造方法地,限制部的制造能部分地完全整合到调节芯轴的制造工序中。在切削制造调节芯轴的情况下,在调节芯轴上的应布置限制部的位置处,在螺纹道中去除材料或没有材料被去除。允许实现未达到螺纹底部的材料去除。在切削制造中,在用于构成限制部的区域中对刀具的刀具轨迹曲线的调整特别优选地通过构造出螺纹道的可转位刀片来实现。刀具轨迹曲线被理解为刀具沿预先限定的行程路段的走向。
11.在成形制造限制部的情况下,仍在调节芯轴的应构成限制部的位置处,在调整改形工具的工具几何形状的情况下执行对螺纹道的不完全改形。在所述的制造中,即成形制造和切削制造的情况下,限制部直接在用于构成调节芯轴的毛坯中实现。在也作为添附或涂覆已知的第三种方法中,在螺纹道中添附材料以构成限制部。对于本领域技术人员来说作为添附制造方法已知的例如是焊接、粘接或钎焊。在借助粘接工序设计限制部时,使用在紫外光下固化的粘合剂是能想到的。然而,其他类型的用于设计限制部的粘合剂也是能想到的。
12.如果限制部通过成形制造的制造方法制成,则成形制造在优选的实施方案中是搓丝工序。术语搓丝,对于本领域技术人员来说被理解为对金属表面进行改形和硬化。在搓丝的情况下,给一个螺纹滚子或多个螺纹滚子加载垂直于工作面指向的力,其也被称为滚压力。在调节芯轴的应构成限制部的位置处,不进行变形或不进行完全变形,也就是没有构成
螺纹。也能想到,借助搓丝工序设计完整的螺纹道。
13.此外,在另外的设计方案中被证实有利的是,调节芯轴的螺纹侧边的子区域通过压制的制造方法发生形变。对黑色金属材料的压制也被称为改形工序,在其中,金属材料、因此是用于构成芯轴的毛坯在高压力下发生形变。正如在第三个有利的实施方案中已经描述的那样,对调节芯轴的转动限制通过使螺纹侧边的子区域发生形变来实现。
14.在另外的有利的实施方案中,限制部在径向造型方面具有比螺纹单元的止挡相对于调节芯轴的轴线的间距更大的尺寸。利用限制部的径向造型确保了止挡实际上也与限制部相撞,并防止调节芯轴从再调节装置继续转出。
15.限制部的径向造型与螺纹的设计有关,即与螺纹的形状、高度、宽度和深度以及螺纹单元的止挡的设计有关。
16.在另外的实施方案中,限制部的至少一个在径向方向上延伸的区域和螺纹单元的止挡相互间以尽可能均匀的间距延伸。这意味着,限制部的侧边与被构造为齿侧边的止挡之间在几何造型方面尽可能不存在可能会导致限制部与螺纹单元的止挡卡紧的差异。
17.在最后的实施方案中,限制部被设立成用于使限制部与螺纹单元的止挡相撞,以便防止调节芯轴朝盘式制动器的制动盘的方向轴向转出。在调节芯轴的复位过程期间,螺纹单元的止挡嵌接到调节芯轴的螺纹道中,并且当限制部达到螺纹单元的止挡时阻挡调节芯轴朝制动盘的方向继续转出。
附图说明
18.在下文中,将参照附图对本发明的所选出的实施例进行解释。
19.其中:
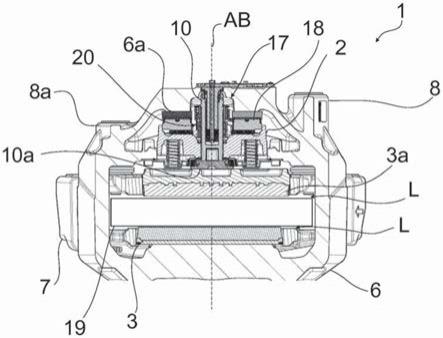
20.图1示出具有根据现有技术的调节芯轴的盘式制动器;
21.图2示出根据图1的盘式制动器的压紧单元的侧剖视图;
22.图3示出根据图2的调节芯轴的截段,其具有通过改形工序设计出的限制部;
23.图3a示出根据图2和图3的压紧单元的调节芯轴的俯视图;
24.图4示出根据图2的调节芯轴的截段,其具有切削制成的限制部;
25.图5示出根据图2的调节芯轴的截段,其具有通过辊压制成的限制部;
26.图6示出调节芯轴的俯视图,其具有通过粘接制成的限制部。
具体实施方式
27.图1中示出了具有根据现有技术的调节芯轴10的盘式制动器1的俯视图。盘式制动器1具有制动钳6,制动钳借助引导栓8、8a滑动地支承在制动器架7上。调节芯轴10作为压紧单元17的一部分沿着盘式制动器1的轴向的轴线ab居中地布置在制动钳6中。压紧单元17还包括转动杆18,转动杆被支撑在制动钳6的内壁6a上。转动杆18轴向(在盘式制动器1的轴向的轴线ab的方向上)经由压块2并经由两个制动衬片3、3a压紧制动盘19。为了设定气隙l,在调节芯轴10上附加地布置有再调节单元20。在需要时,对气隙l的修正在转动杆18的进给运动期间进行,或者更准确地说,在气隙l被克服期间进行。在进给过程期间,轴向布置在调节芯轴10上的压盘10a被压向制动衬片3a,其中,制动衬片3a朝制动盘19的方向移动。随着制动衬片磨损的增加,调节芯轴10进一步朝制动盘19的方向运动,以用于设定气隙l。
28.在图2中绘制了最大位置,即根据图1的调节芯轴10的边界状态。边界状态是指调节芯轴10的如下状态,在该状态中,调节芯轴10正好还可以经由再调节单元20进行调设。将调节芯轴10从压块2和布置在调节芯轴10上的再调节单元20继续转出的后果是,调节芯轴10不再能够经由再调节单元20进行调设,并且再调节单元20将不保持在原位或可能发生卡紧,由此使再调节单元20失去了其再调节功能。再调节单元20具有弹簧元件21和引导衬套22,其中,调节芯轴10经由卷簧21a与再调节单元20连接。卷簧21a是再调节单元20的组成部分。调节芯轴10和再调节单元20都轴向沿调节芯轴10的轴线部分地布置在压块2中。更准确地说,再调节单元20支承在调节芯轴10上。
29.图3示出了根据图1和图2的调节芯轴10,其具有根据本发明的限制部12。限制部12被构造为经改形的限制部12,并通过阻挡螺纹单元5的被构造为齿侧边5a的止挡5a来防止调节芯轴10从再调节单元20继续转出(参见图1和图2)。为了构成该限制部12,用压制工具改形螺纹侧边14的截段。从螺纹15的螺纹底部13看,经改形的螺纹侧边14a的导程角与原来的导程角相比已经发生改变。因此,经改形的螺纹尖端11a的子区域部分地跨越了螺纹底部13的布置在螺纹侧边14a与螺纹侧边14之间的区域13a。就径向造型而言,限制部12具有比螺纹单元5的示意性示出的止挡5a相对于调节芯轴的轴向轴线a的间距s更大的尺寸。
30.在图3a中从俯视图示出了根据图1、图2和图3的调节芯轴,其具有经改形的限制部12。能够清楚看出改形工具的有效直径24。
31.在图4中可以看到限制部12的另外的实施方案。图4示出了根据图1和图2的调节芯轴10的截段,其具有切削制成的限制部12a。限制部12a构造在调节芯轴10的端部区域23中。端部区域23是调节芯轴10的与压盘10a(图1)相反的区域。螺纹15被切入调节芯轴10中,其中,限制部12a是螺纹15的未加工的区段。因此,在限制部12a的区域中没有构成螺纹道11。
32.图5示出了根据图1和图2的调节芯轴的截段,其具有辊压制成的限制部12b。在制造调节芯轴10期间,限制部12b在沿芯轴轴线的任意定位处被施加在螺纹道11中。
33.在图6中示出根据图1和图2的调节芯轴的俯视图,其具有通过粘合剂或钎料或焊料实现的限制部12c。可以清楚地看到限制部12的径向造型。
34.附图标记列表
[0035]1ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
盘式制动器
[0036]2ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
压块
[0037]
3、3a
ꢀꢀꢀꢀꢀꢀꢀ
制动衬片
[0038]4ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
压块2的开口
[0039]5ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
螺纹单元
[0040]
5a
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
止挡、齿侧边
[0041]6ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
制动钳
[0042]
6a
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
制动钳6的内壁
[0043]7ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
制动器架
[0044]
8、8a
ꢀꢀꢀꢀꢀꢀꢀꢀ
引导栓
[0045]
10
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
调节芯轴
[0046]
10a
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
压盘
[0047]
11
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
螺纹道
[0048]
11a
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
螺纹道尖端
[0049]
12~12c
ꢀꢀꢀꢀꢀꢀ
限制部
[0050]
13
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
螺纹底部
[0051]
13a
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
螺纹底部13的区域
[0052]
14、14a、14b 螺纹侧边
[0053]
15
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
螺纹
[0054]
17
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
压紧单元
[0055]
18
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
转动杆
[0056]
19
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
制动盘
[0057]
20
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
再调节单元
[0058]
21
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
弹簧元件
[0059]
21a
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
卷簧
[0060]
22
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
引导衬套
[0061]
23
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
调节芯轴10的端部区域
[0062]
24
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
有效直径
[0063]
l
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
气隙
[0064]aꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
调节芯轴(10)的轴向轴线
[0065]
ab
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
盘式制动器1的轴向轴线
[0066]sꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
止挡5相对于轴向轴线a的间距
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。