1.本发明属于自动化设备技术领域,涉及一种合页组装治具。
背景技术:
2.合页是连接物体两个部分并能使之活动的部件。合页通常包括第一合页片、第二合页片、连轴、第一轴套和第二轴套,第一轴套设置在第一合页片的侧边边缘,第二轴套设置在第二合页片的侧边边缘,连轴依次穿过第一轴套和第二轴套的套孔而将第一合页片和第二合页片连接起来。目前现有的合页组装,在装合页轴时完全靠人工手动用锤子敲,效率不高且存在安全隐患等一系列缺陷。
3.为了克服现有技术的不足,人们经过不断探索,提出了各种各样的解决方案,如中国专利公开了一种合页组装机构[申请号:201910681769.7],包括合页轴组装机构及合页轴承组装机构,合页轴承组装机构包括第一气缸、冲头结构、能够不被磁化的导轨底座及两个能够不被磁化的压板,导轨底座前后两侧对称设有两个导向凹槽结构;冲头结构包括连接杆及两个并列设置的冲压杆,两个冲压杆通过连接杆连接,合页轴组装机构包括合页轴料箱、合页轴冲头及第二气缸,合页轴冲头与第二气缸连接;合页轴料箱包括料仓及能够放置单个合页轴的出料口,出料口与料仓连通,出料口一端与合页轴冲头正对。本发明所述的一种合页组装机构,解决了传统大批量合页组装设备占用空间较大,并且结构复杂,不易进行安装以及维护的技术问题。
技术实现要素:
[0004]
本发明的目的是针对上述问题,提供一种合页组装治具。
[0005]
为达到上述目的,本发明采用了下列技术方案:
[0006]
一种合页组装治具,包括组装机座,所述的组装机座上设有合页轴定位底座和合页固定夹具件,所述的合页轴定位底座和合页固定夹具件相抵接配合,所述的组装机座上还设有固定竖板,所述的固定竖板上设有可沿竖直方向往复直线运动的上部打油部,所述的上部打油部与合页轴定位底座的位置相对应,所述的合页轴定位底座远离合页固定夹具件一端设有可沿水平方向往复直线运动的合页轴自动组装组件。
[0007]
在上述的合页组装治具中,所述的合页轴自动组装组件包括设置于组装机座上的合页轴自动组装推杆,所述的合页轴自动组装推杆与合页轴定位底座的位置相对应,所述的组装机座上设有推杆驱动件,所述的推杆驱动件与合页轴自动组装推杆相连。
[0008]
在上述的合页组装治具中,所述的推杆驱动件包括设置于组装机座上的水平直线驱动器,所述的水平直线驱动器的动力轴上设有推杆连接固定部,所述的推杆连接固定部与合页轴自动组装推杆相卡接配合。
[0009]
在上述的合页组装治具中,所述的推杆连接固定部包括设置于水平直线驱动器的动力轴上的推杆连接固定块,所述的推杆连接固定块与合页轴自动组装推杆相卡接配合,所述的组装机座上设有驱动固定板,所述的驱动固定板与水平直线驱动器相固定连接。
[0010]
在上述的合页组装治具中,所述的组装机座上设有固定块导向件,所述的合页轴自动组装推杆位于固定块导向件正上方,所述的推杆连接固定块与固定块导向件相滑动配合。
[0011]
在上述的合页组装治具中,所述的固定块导向件包括设置于组装机座上的固定块导向底座,所述的固定块导向底座内设有半圆形导向槽,所述的推杆连接固定块与半圆形导向槽相滑动配合。
[0012]
在上述的合页组装治具中,所述的合页固定夹具件包括设置于组装机座上的合页固定夹具架台,所述的合页固定夹具架台内设有上合页固定槽和下合页固定槽,所述的合页固定夹具架台与合页轴定位底座相抵接配合。
[0013]
在上述的合页组装治具中,所述的合页固定夹具架台远离合页轴定位底座一端设有端部靠台,所述的端部靠台与合页固定夹具架台相抵接配合,所述的上合页固定槽和下合页固定槽分别与端部靠台的位置相对应。
[0014]
在上述的合页组装治具中,所述的上部打油部包括设置于固定竖板上的上部打油筒,所述的上部打油筒与合页轴定位底座的位置相对应。
[0015]
在上述的合页组装治具中,所述的固定竖板上还设有横向连接滑架,所述的上部打油筒上设有水平固定滑板,所述的水平固定滑板与横向连接滑架相滑动配合。
[0016]
与现有的技术相比,本发明的优点在于:
[0017]
1、本发明在使用过程中,将待组装的合页各零件放置于合页固定夹具件上,通过合页固定夹具件将合页各零件进行固定,再将合页轴放置于合页轴定位底座上,对合页轴进行定位,先将上部打油部向下移动,通过上部打油部将油均匀涂在合页轴上,再移动合页轴自动组装组件,通过合页轴自动组装组件的推力将合页轴推入至合页内完成组件,保证了合页组装的准确性,又避免了人工用锤子组装的安全隐患,自动化程度和安装效率较高,大大降低了人工劳动强度。
[0018]
2、本发明通过设置固定块导向底座,对推杆连接固定块与固定块导向件起到定位导向的作用,进一步确保了推杆连接固定块在组装过程中的精确度,半圆形导向槽与推杆连接固定块的形状相配适,导向精确度较高。
[0019]
本发明的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本发明的研究和实践而为本领域的技术人员所理解。
附图说明
[0020]
图1是本发明的结构示意图。
[0021]
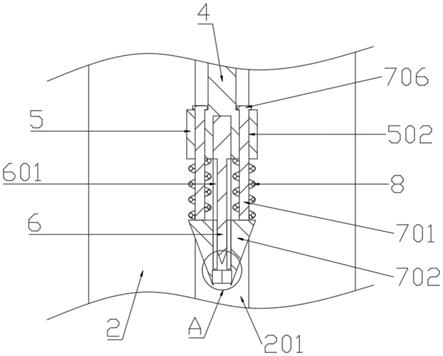
图2是本发明的局部结构示意图。
[0022]
图3是本发明另一个方向的局部结构示意图。
[0023]
图中:组装机座1、合页轴定位底座2、合页固定夹具件3、固定竖板4、上部打油部5、合页轴自动组装组件6、合页轴自动组装推杆7、推杆驱动件8、水平直线驱动器9、推杆连接固定部10、推杆连接固定块11、驱动固定板12、固定块导向件13、固定块导向底座14、合页固定夹具架台15、上合页固定槽16、下合页固定槽17、端部靠台18、上部打油筒19、横向连接滑架20、水平固定滑板21。
具体实施方式
[0024]
下面结合附图对本发明进行进一步说明。
[0025]
如图1-3所示,一种合页组装治具,包括组装机座1,所述的组装机座1上设有合页轴定位底座2和合页固定夹具件3,所述的合页轴定位底座2和合页固定夹具件3相抵接配合,所述的组装机座1上还设有固定竖板4,所述的固定竖板4上设有可沿竖直方向往复直线运动的上部打油部5,所述的上部打油部5与合页轴定位底座2的位置相对应,所述的合页轴定位底座2远离合页固定夹具件3一端设有可沿水平方向往复直线运动的合页轴自动组装组件6。
[0026]
在本实施例中,在使用过程中,将待组装的合页各零件放置于合页固定夹具件3上,通过合页固定夹具件3将合页各零件进行固定,再将合页轴放置于合页轴定位底座2上,对合页轴进行定位,先将上部打油部5向下移动,通过上部打油部5将油均匀涂在合页轴上,再移动合页轴自动组装组件6,通过合页轴自动组装组件6的推力将合页轴推入至合页内完成组件,保证了合页组装的准确性,又避免了人工用锤子组装的安全隐患,自动化程度和安装效率较高,大大降低了人工劳动强度。
[0027]
结合图1、图2所示,所述的合页轴自动组装组件6包括设置于组装机座1上的合页轴自动组装推杆7,所述的合页轴自动组装推杆7与合页轴定位底座2的位置相对应,所述的组装机座1上设有推杆驱动件8,所述的推杆驱动件8与合页轴自动组装推杆7相连。
[0028]
具体地说,在组装过程中,启动推杆驱动件8,通过推杆驱动件8带动合页轴自动组装推杆7向靠近合页轴一端移动,通过合页轴自动组装推杆7的推力将合页轴推入至合页内完成组件,保证了合页组装的准确性,又避免了人工用锤子组装的安全隐患,自动化程度和安装效率较高,大大降低了人工劳动强度。
[0029]
结合图1、图2所示,所述的推杆驱动件8包括设置于组装机座1上的水平直线驱动器9,所述的水平直线驱动器9的动力轴上设有推杆连接固定部10,所述的推杆连接固定部10与合页轴自动组装推杆7相卡接配合。
[0030]
本实施例中,当需要移动合页轴自动组装推杆7时,启动水平直线驱动器9即可,自动化程度较高,推杆连接固定部10用以连接固定合页轴自动组装推杆7,避免合页轴自动组装推杆7在推动合页轴时发生晃动,稳定性较强,本领域技术人员应当理解,水平直线驱动器9可以是气缸、油缸或者是直线电机。
[0031]
所述的推杆连接固定部10包括设置于水平直线驱动器9的动力轴上的推杆连接固定块11,所述的推杆连接固定块11与合页轴自动组装推杆7相卡接配合,所述的组装机座1上设有驱动固定板12,所述的驱动固定板12与水平直线驱动器9相固定连接。
[0032]
本实施例中,推杆连接固定块11用以连接固定合页轴自动组装推杆7,避免合页轴自动组装推杆7在推动合页轴时发生晃动,稳定性较强,驱动固定板12用以连接固定水平直线驱动器9。
[0033]
结合图3所示,所述的组装机座1上设有固定块导向件13,所述的合页轴自动组装推杆7位于固定块导向件13正上方,所述的推杆连接固定块11与固定块导向件13相滑动配合。
[0034]
本实施例中,固定块导向件13对推杆连接固定块11与固定块导向件13起到定位导向的作用,进一步确保了推杆连接固定块11在组装过程中的精确度。
[0035]
所述的固定块导向件13包括设置于组装机座1上的固定块导向底座14,所述的固定块导向底座14内设有半圆形导向槽,所述的推杆连接固定块11与半圆形导向槽相滑动配合。
[0036]
本实施例中,固定块导向底座14对推杆连接固定块11与固定块导向件13起到定位导向的作用,进一步确保了推杆连接固定块11在组装过程中的精确度,半圆形导向槽与推杆连接固定块11的形状相配适,导向精确度较高。
[0037]
结合图3所示,所述的合页固定夹具件3包括设置于组装机座1上的合页固定夹具架台15,所述的合页固定夹具架台15内设有上合页固定槽16和下合页固定槽17,所述的合页固定夹具架台15与合页轴定位底座2相抵接配合。
[0038]
本实施例中,合页固定夹具架台15用以放置合页,上合页固定槽16用以放置上合页,下合页固定槽17用以放置下合页,在组装过程中通过螺钉固定上合页和下合页,安装固定精度较高,拆装简单方便。
[0039]
结合图1所示,所述的合页固定夹具架台15远离合页轴定位底座2一端设有端部靠台18,所述的端部靠台18与合页固定夹具架台15相抵接配合,所述的上合页固定槽16和下合页固定槽17分别与端部靠台18的位置相对应。
[0040]
本实施例中,端部靠台18用以抵接固定合页固定夹具架台15,避免合页固定夹具架台15在合页轴安装过程中发生滑动,整体稳定性较好,结构紧凑。
[0041]
结合图1、图2所示,所述的上部打油部5包括设置于固定竖板4上的上部打油筒19,所述的上部打油筒19与合页轴定位底座2的位置相对应。
[0042]
本实施例中,在合页轴安装前,先启动上部气缸,通过上部气缸将上部打油筒19向下移动,通过上部打油筒19将油均匀涂在合页轴上,完成润滑加油,无需人工添加油,降低了人工劳动强度。
[0043]
结合图1所示,所述的固定竖板4上还设有横向连接滑架20,所述的上部打油筒19上设有水平固定滑板21,所述的水平固定滑板21与横向连接滑架20相滑动配合。
[0044]
本实施例中,可通过水平固定滑板21与横向连接滑架20之间的滑动配合,调节上部打油筒19的水平位置,实现均匀加油的目的。
[0045]
本发明的工作原理是:
[0046]
在使用过程中,将待组装的合页各零件放置于合页固定夹具件3上,合页固定夹具架台15用以放置合页,上合页固定槽16用以放置上合页,下合页固定槽17用以放置下合页,在组装过程中通过螺钉固定上合页和下合页,安装固定精度较高,拆装简单方便,端部靠台18用以抵接固定合页固定夹具架台15,避免合页固定夹具架台15在合页轴安装过程中发生滑动,整体稳定性较好,结构紧凑,
[0047]
在合页轴安装前,先启动上部气缸,通过上部气缸将上部打油筒19向下移动,通过上部打油筒19将油均匀涂在合页轴上,完成润滑加油,无需人工添加油,降低了人工劳动强度,可通过水平固定滑板21与横向连接滑架20之间的滑动配合,调节上部打油筒19的水平位置,实现均匀加油的目的,
[0048]
在组装过程中,启动水平直线驱动器9即可,自动化程度较高,推杆连接固定部10用以连接固定合页轴自动组装推杆7,避免合页轴自动组装推杆7在推动合页轴时发生晃动,稳定性较强,通过水平直线驱动器9带动合页轴自动组装推杆7向靠近合页轴一端移动,
通过合页轴自动组装推杆7的推力将合页轴推入至合页内完成组件,保证了合页组装的准确性,又避免了人工用锤子组装的安全隐患,自动化程度和安装效率较高,大大降低了人工劳动强度,
[0049]
推杆连接固定块11用以连接固定合页轴自动组装推杆7,避免合页轴自动组装推杆7在推动合页轴时发生晃动,稳定性较强,驱动固定板12用以连接固定水平直线驱动器9,
[0050]
固定块导向底座14对推杆连接固定块11与固定块导向件13起到定位导向的作用,进一步确保了推杆连接固定块11在组装过程中的精确度,半圆形导向槽与推杆连接固定块11的形状相配适,导向精确度较高。
[0051]
本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神。
[0052]
尽管本文较多地使用组装机座1、合页轴定位底座2、合页固定夹具件3、固定竖板4、上部打油部5、合页轴自动组装组件6、合页轴自动组装推杆7、推杆驱动件8、水平直线驱动器9、推杆连接固定部10、推杆连接固定块11、驱动固定板12、固定块导向件13、固定块导向底座14、合页固定夹具架台15、上合页固定槽16、下合页固定槽17、端部靠台18、上部打油筒19、横向连接滑架20、水平固定滑板21等术语,但并不排除使用其它术语的可能性。使用这些术语仅仅是为了更方便地描述和解释本发明的本质,把它们解释成任何一种附加的限制都是与本发明精神相违背的。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。