一种鼻毛修剪器的外刀沟切机
[技术领域]
[0001]
本发明涉及鼻毛修剪器的外刀加工设备,尤其涉及一种鼻毛修剪器的外刀沟切机。
[
背景技术:
]
[0002]
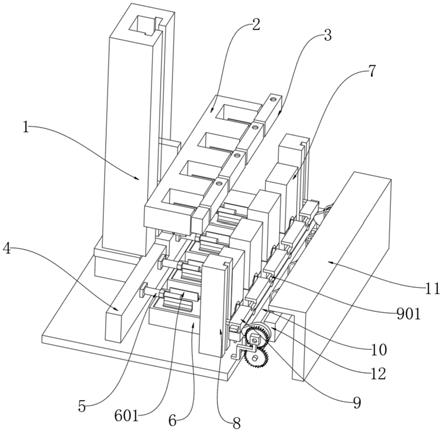
鼻毛修剪器是修剪鼻毛的小型电动工具,用以对鼻孔内的鼻毛进行修剪。鼻毛修剪器的主要器件是电机,内刀和外刀。外刀的结构如图20和图21所示,包括锥形的刀罩91,刀罩91的顶部开有多条沿周向均布的沟槽92以形成刀刃,刀罩的底部有一圈安装突缘93,突缘上有两个定位缺口94。通常,外刀的沟槽92采用通用机床加工,通用机床不便于对刀罩沿周向均布的沟槽进行均分,加工效率较低。
[
技术实现要素:
]
[0003]
本发明要解决的技术问题是提供一种加工效率高的鼻毛修剪器的外刀沟切机。
[0004]
为了解决上述技术问题,本发明采用的技术方案是,一种鼻毛修剪器的外刀沟切机,包括机架、数控分度头、气动夹具、刀具、刀具旋转机构,进给机构和控制电路,控制电路包括控制器、气动夹具安装在数控分度头上;气动夹具的控制端、数控分度头的控制端和进给机构的控制端分别接控制器。
[0005]
以上所述的外刀沟切机,数控分度头包括空心的主轴和固定在主轴前端的接盘,气动夹具包括径向夹具和轴向顶杆,径向夹具包括安装在接盘前方、沿接盘径向相对布置的两个径向气缸和径向夹,径向夹包括由两个径向气缸分别驱动两个夹板,径向夹前端的夹孔与外刀工件刀罩的外周适配;轴向顶杆包括轴向气缸和顶杆,轴向气缸安装在空心主轴的后方,顶杆的后端与轴向气缸的活塞杆连接,顶杆的前部由接盘支承;顶杆的前端包括外刀工件的定位心轴和防转卡槽。
[0006]
以上所述的外刀沟切机,气动夹具包括支承座、支承座包括套管、前接盘和后支架,套管由数控分度头的主轴孔支承;前接盘固定在套管的前端,并与数控分度头的接盘连接;后支架固定在套管的后端,轴向气缸安装在后支架上;径向夹具包括两套第一直线导轨副,第一直线导轨副包括两个滑块;两套第一直线导轨副的导轨和两个径向气缸分别固定在前接盘的前面,两套第一直线导轨副的导轨布置在径向气缸的两侧,与两个径向气缸的轴线平行;两个夹板分别固定在两套第一直线导轨副对应的一个滑块上。
[0007]
以上所述的外刀沟切机,夹板包括导向板和夹头,导向板固定在两套第一直线导轨副对应的一个滑块上,并与对应径向气缸的活塞杆连接;夹头的后端固定在导向板上,夹头的前端包括半孔,两个夹头前端的半孔组合成所述的夹孔;径向夹具包括两个气缸支座、两根导轨垫块和两块限位挡片,径向气缸通过气缸支座固定在前接盘的前面,第一直线导轨副的导轨通过导轨垫块固定在前接盘的前面,限位挡片固定在对应导轨垫块的外侧;导轨垫块的前端位于径向夹的两块导向板之间。
[0008]
以上所述的外刀沟切机,支承座包括前套管、前套管的后端与前接盘连接;顶杆包
括前顶杆、后顶杆和联轴器,前顶杆由前套管内孔中的前轴承和后轴承支承,前顶杆的前端包括所述的定位心轴和防转卡槽;后顶杆的前端与前顶杆连接,后顶杆的后端通过联轴器与轴向气缸的活塞杆连接。
[0009]
以上所述的外刀沟切机,气动夹具包括气电滑环和气电滑环支架,气电滑环的转动端固定在轴向气缸的后端;套管的管壁上包括至少一条供气通道,气电滑环转动端的供气口通过第一供气管路与套管供气通道后端的接口连接,套管供气通道前端的接口通过第二供气管路与径向气缸的供气口连接;数控分度头的底部通过安装板固定在进给机构上,气电滑环支架固定在安装板上,气电滑环的不动端固定在气电滑环支架上,气电滑环不动端的供气口与可控气源连接。
[0010]
以上所述的外刀沟切机,前顶杆包括支承杆、定位杆、定位环和拉紧螺杆、支承杆由前套管内孔中的前轴承和后轴承支承,支承杆的后端与后顶杆连接;支承杆包括轴向通孔,轴向通孔的前端包括定位杆的承孔;定位杆的前端包括所述的定位心轴,后端包括螺纹孔;定位杆的后端由支承杆前端的承孔支承,拉紧螺杆从支承杆通孔的后端插入,旋入到定位杆的螺纹孔中,将定位杆与支承杆固定;定位环的前端面包括所述的防转卡槽,定位环套在定位心轴的后端,并与定位杆固定。
[0011]
以上所述的外刀沟切机,套管的前端包括扁长形的突缘,前接盘的后端面包括凹槽,套管的突缘嵌入前接盘的凹槽中,两者适配,套管的突缘与前接盘通过螺钉固定;前套管的后端包括突缘,前套管的突缘与前接盘通过螺钉固定;套管的管壁上供气通道的前端沿扁长形突缘的长轴方向延伸到套管前端的突缘中,套管供气通道前端的接口穿过前套管的突缘和前接盘与供气通道的前端连接。
[0012]
以上所述的外刀沟切机,包括三个直线运动模组,直线运动模组包括底座、伺服电机、丝杆螺母副、两套第二直线导轨副,螺母座和动板,底座包括底板;丝杆螺母副的丝杆通过轴承座安装在底板上,由伺服电机驱动,丝杆螺母副的丝杆沿直线运动模组的运动方向布置;两套第二直线导轨副的导轨固定在底板上,布置在丝杆的两侧,与丝杆平行;丝杆螺母副的螺母安装在螺母座中,第二直线导轨副包括两个滑块;动板固定在两套第二直线导轨副的滑块上,并与螺母座连接;机架包括台架,所述的进给机构包括x方向进给机构、y方向进给机构和z方向进给机构;x方向进给机构包括第一直线运动模组,第一直线运动模组的底座固定在台架的台板上,第一直线运动模组的第二直线导轨副沿x轴方向布置;z方向进给机构包括第二直线运动模组,第二直线运动模组的底座固定在第一直线运动模组的动板上,第二直线运动模组的第二直线导轨副沿z轴方向布置;所述的刀具为盘铣刀,刀具旋转机构包括电动机、刀具轴承座、皮带传动机构和铣刀轴,刀具轴承座固定在第二直线运动模组的动板上;铣刀轴由刀具轴承座支承,沿y轴方向布置;铣刀轴由电动机通过皮带传动机构驱动;y方向进给机构包括第三直线运动模组,第三直线运动模组的底座固定在台架的台板上,第三直线运动模组的第二直线导轨副沿y轴方向布置;数控分度头固定在第三直线运动模组的动板上,数控分度头的轴线沿x轴方向布置。
[0013]
以上所述的外刀沟切机,包括冷却水循环机构,冷却水循环机构包括水箱,水泵和过滤器;过滤器包括过滤槽、磁性滚筒和刮板;过滤槽安装在水箱的顶部,磁性滚筒安装在过滤槽的上部,过滤槽下部的出口与水箱连通;刮板安装在磁性滚筒的上方,刮板的刮刃抵在磁性滚筒的顶部,磁性滚筒顶部的运动方向朝向刮板的刮刃;台架的台板包括下凹的接
水槽,过滤器的磁性滚筒位于接水槽出口的下方;所述的刀具包括保护罩,水泵的出口通过冷却水管路连接刀具保护罩的冷却水入口。
[0014]
本发明的鼻毛修剪器的外刀工件采用由控制器控制的气动夹具夹持,在沟切过程中,由控制器控制外刀工件的分度和刀具的进给,生产效率高,加工质量好。
[附图说明]
[0015]
下面结合附图和具体实施方式对本发明作进一步详细的说明。
[0016]
图1是本发明实施例鼻毛修剪器的外刀沟切机的主视图。
[0017]
图2是本发明实施例鼻毛修剪器的外刀沟切机的俯视图。
[0018]
图3是本发明实施例鼻毛修剪器的外刀沟切机的立体图。
[0019]
图4是本发明实施例刀具旋转机构的立体图。
[0020]
图5是本发明实施例第二直线运动模组的立体图。
[0021]
图6是本发明实施例第一直线运动模组的立体图。
[0022]
图7是本发明实施例第三直线运动模组的立体图。
[0023]
图8是本发明实施例y方向进给机构的立体图。
[0024]
图9是本发明实施例数控分度头的立体图。
[0025]
图10是本发明实施例气动夹具的立体图。
[0026]
图11是本发明实施例气动夹具另一视角的立体图。
[0027]
图12是本发明实施例气动夹具的右视图。
[0028]
图13是图12中的a-a剖视图。
[0029]
图14是图13中ⅰ部位的局部放大图。
[0030]
图15是本发明实施例顶杆的立体图。
[0031]
图16是本发明实施例定位杆与定位环组合的主视图。
[0032]
图17是图15中的b-b剖视图。
[0033]
图18是本发明实施例定位杆与定位环组合的立体图。
[0034]
图19是本发明实施例水箱过滤器的立体图。
[0035]
图20是鼻毛修剪器外刀的俯视图。
[0036]
图21是鼻毛修剪器外刀的立体图。
[具体实施方式]
[0037]
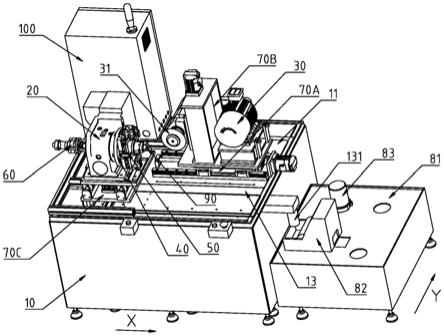
本发明实施例毛修剪器的外刀沟切机结构如图1至图19所示,包括作为机架的台架10、数控分度头20、气动夹具、盘铣刀31、刀具旋转机构30,进给机构、冷却水循环机构80和控制电路。控制电路包括电控箱100,电控箱100中装有控制器,台架10的顶部有一块台板11。
[0038]
进给机构包括x方向进给机构、y方向进给机构和z方向进给机构。三个进给机构的结构类同,各包括一个直线运动模组70。
[0039]
现以z方向进给机构的第二直线运动模组70b为例说明三个直线运动模组70的结构。
[0040]
如图4和图5所示,第二直线运动模组70b包括底座71、伺服电机72、丝杆螺母副73、
两套第二直线导轨副74,螺母座75和动板76,底座71包括一块底板711。丝杆螺母副73的丝杆731通过轴承座732安装在底板711上,由伺服电机72通过联轴器733驱动,丝杆螺母副73的丝杆731沿所在直线运动模组70的运动方向布置。两套第二直线导轨副74的导轨741固定在底板711上,布置在丝杆731的两侧,与丝杆731平行。丝杆螺母副73的螺母734安装在螺母座75中,每套第二直线导轨副74有两个滑块742。动板76固定在两套第二直线导轨副74的滑块742上,并与螺母座75连接。
[0041]
x方向进给机构包括第一直线运动模组70a,第一直线运动模组70a的底板711a固定在台架10的台板11上,第一直线运动模组70a的第二直线导轨副74a沿x轴方向布置。z方向进给机构第二直线运动模组70b的底座71固定在第一直线运动模组70a的动板76a上,第二直线运动模组70b的第二直线导轨副74沿z轴方向布置。
[0042]
如图4所示,刀具旋转机构30包括电动机31、刀具轴承座32、皮带传动机构33和铣刀轴34,刀具轴承座32固定在第二直线运动模组70b的动板76上。铣刀轴34由刀具轴承座32支承,沿y轴方向布置。铣刀轴34由电动机31通过皮带传动机构33驱动。
[0043]
如图7和图8所示,y方向进给机构包括第三直线运动模组70c,第三直线运动模组70c的底板711c固定在台架10的台板11上,第三直线运动模组70c的第二直线导轨副74c沿y轴方向布置。数控分度头20的底部通过安装板23固定在第三直线运动模组70c的动板76c上,数控分度头20的轴线沿x轴方向布置。第三直线运动模组70c的底板711c上装有两个u型光电传感器77,两个u型光电传感器77沿y轴方向分开布置,两个u型光电传感器77的输出端接控制器,用以限制数控分度头20沿y轴方向的行程,u型光电传感器77遮光片78固定在第三直线运动模组70c的动板76c上。
[0044]
如图9所示,数控分度头20包括空心的主轴(图中未示出)和固定在主轴前端的接盘21。
[0045]
如图10至图18所示,气动夹具包括支承座40、径向夹具50、轴向顶杆60、气电滑环66和气电滑环支架67。
[0046]
支承座40包括套管41、前接盘42、前套管44和后支架43,套管41由数控分度头20的主轴孔22支承。
[0047]
套管41的前端有一个扁长形的突缘411,前接盘42的后端面有一个凹槽421,套管41的突缘411嵌入前接盘42的凹槽421中,两者在形状上适配,套管41的突缘411与前接盘42通过螺钉固定。前接盘42位于数控分度头20的接盘21的前方,与接盘21通过螺钉连接固定。前套管44的后端有一个突缘441,前套管44后端的突缘441与前接盘42的前端面通过螺钉固定。
[0048]
径向夹具50包括安装在前接盘42前方、沿前接盘42和接盘21的径向相对布置的两个径向气缸51、两套第一直线导轨副52、径向夹、两个气缸支座511、两根导轨垫块523和两块限位挡片531。
[0049]
径向夹包括由两个径向气缸51分别驱动两个夹板,每个夹板由一块导向板53和一个夹头54组成。
[0050]
径向气缸51通过气缸支座511固定在前接盘42的前面,第一直线导轨副52的导轨521通过导轨垫块523固定在前接盘42的前面。两套第一直线导轨副52的导轨布置在径向气缸51的两侧,与两个径向气缸51的轴线平行。每套第一直线导轨副52有两个滑块522。导向
板53固定在两套第一直线导轨副52对应的一个滑块上,并与对应径向气缸51的活塞杆连接。夹头54的后端固定在对应的导向板53上,夹头54的前端有一个半孔541,两个夹头54前端的半孔541组合成一个径向夹的夹孔,径向夹的夹孔与外刀工件90刀罩的外周适配。
[0051]
t字形的限位挡片531固定在对应导轨垫块523的外侧。导轨垫块523的前端位于径向夹的两块导向板53之间,用于对导向板53径向移动的限位,以保证径向夹夹紧时,径向夹的夹孔与数控分度头20的主轴同轴。
[0052]
如图13至图18所示,轴向顶杆60包括轴向气缸61和顶杆60a,后支架43固定在套管41的后端,轴向气缸61固定在后支架43的后方。
[0053]
如图15所示,顶杆60a包括前顶杆62、后顶杆64和联轴器65。
[0054]
前顶杆62由前套管44内孔中的前轴套442和后轴套443支承,后顶杆64的前端与前顶杆62连接,后顶杆64的后端通过联轴器65与轴向气缸61的活塞杆连接。
[0055]
如图14所示,具体的做法是,前顶杆62包括支承杆621、定位杆622、定位环623和拉紧螺杆624、支承杆621由前套管44内孔中的前轴套442和后轴套443支承,支承杆621的后端与后顶杆64的前端螺纹连接并固定。支承杆621有一个轴向通孔6211,轴向通孔6211的前端有一个定位杆的承孔。定位杆622的前端有一根定位心轴6221,后端有一个螺纹孔6222。定位杆622的后端插入到支承杆621前端的承孔中,由支承杆621前端的承孔支承。拉紧螺杆624从支承杆621通孔的后端插入,旋入到定位杆622的螺纹孔中并紧固,将定位杆622与支承杆621的前端固定。定位环623套在定位杆622定位心轴6221的后端,有一个径向螺纹孔6232,定位环623与定位杆622的定位心轴6221通过径向螺钉固定定位。定位环623的前端面上有外刀工件90的防转卡槽6231。
[0056]
气电滑环66用于径向夹具50的供气管路和电气线路传递,以解决径向夹具50旋转时供气管和电线缠绕的问题。气电滑环66的转动端固定在轴向气缸61的后端。套管41的管壁上有两条沿轴向布置的供气通道412和排线通道(图中未示出),气电滑环66转动端的出气口通过第一软管与套管41供气通道412后端的接口413连接。套管41的管壁上供气通道412的前端沿扁长形突缘411的长轴方向延伸到套管41前端的突缘411中,套管41管供气通道前端的接口414穿过前套管44的突缘441和前接盘42与供气通道412的前端连接。套管41供气通道412前端的接口414通过第二软管与径向气缸51供气口连接。
[0057]
气电滑环支架67的前部固定在安装板23上,气电滑环66的不动端固定在气电滑环支架67上,气电滑环55不动端的供气口与控制器控制的压缩气源连接。气动夹具的控制端、数控分度头20的控制端和进给机构的控制端分别接控制器。
[0058]
如图3所示,冷却水循环机构80包括水箱81,水泵和过滤器82。如图19所示,过滤器82包括过滤槽821、磁性滚筒822和刮板823。过滤槽821安装在水箱81的顶部,磁性滚筒822安装在过滤槽821的上部,过滤槽821下部的出口与水箱81连通。刮板823安装在磁性滚筒822的上方,刮板823下端的刮刃抵在磁性滚筒822的顶部,磁性滚筒822顶部的运动方向朝向刮板823的刮刃。
[0059]
台架台板11上有一个下凹的接水槽13,过滤器82的磁性滚筒822位于接水槽出口131的下方。盘铣刀31外面装有保护罩,水泵的出口83通过冷却水管路连接刀具保护罩的冷却水入口,对盘铣刀31和外刀工件90进行冷却。
[0060]
气动夹具工作时,轴向顶杆60是缩回的,两个径向气缸51驱动径向夹打开,露出轴
向顶杆60前端的定位杆622和定位环623,此时操作工将待加工的外刀工件90套在定位杆622的定位心轴6221上,外刀工件90突缘上的两个定位缺口94卡到定位环623的防转卡槽6231中;两个径向气缸51驱动径向夹合拢,径向夹的两个夹头54松夹在外刀工件90锥形的刀罩91上;轴向气缸61推动顶杆60a,定位杆622和定位环623带动外刀工件90前行,径向夹的两个夹头54将外刀工件90锥形的刀罩91完全夹紧。
[0061]
气动夹具将外刀工件90夹紧后,通过x方向进给机构、y方向进给机构和z方向进给机构的相互配合,每次对外刀工件90最低点进行定位切割,切割到设定的深度后退刀,数控分度头20的主轴和接盘21旋转设定角度,再次对最低点切割,以上步骤重复多次,便可完成对外刀工件90的加工。
[0062]
本发明以上实施例的鼻毛修剪器的外刀工件采用由控制器控制的气动夹具夹持,在沟切过程中,由控制器控制外刀工件的分度和刀具的进给,加工过程全自动,人工只需上料和下料,生产效率高,加工质量好。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。