epdm/pp热塑性弹性体及其制备方法和应用
技术领域
1.本发明涉及热塑性弹性体材料生产技术领域,具体地,涉及一种epdm/pp热塑性弹性体及其制备方法和应用。
背景技术:
2.epdm/pp热塑性弹性体材料是最早走向市场的一类热塑性弹性体,具有良好的物理性能,并且可以采用热塑性塑料加工设备和工艺进行加工,广泛应用于家用电器、电线电缆、建筑、汽车等行业。随着应用范围不断扩大,epdm/pp tpv作为“第三代橡胶”逐渐取代传统橡胶,但因其易燃且放出大量烟气,从而限制了其应用范围。
3.随着动态硫化热塑性弹性体技术的不断发展,产品的牌号和用途不断扩展,但目前市场上用量最大的还是epdm基的tpv产品,主要应用于建筑密封和汽车非油环境的密封制品,epdm/pp动态硫化合金是以三元乙丙橡胶和聚丙烯为基础材料,添加填充油、无机填料、交联剂等获得橡胶全硫化的复合材料。
4.虽然epdm/pp产品用量大、技术相对成熟,但工艺和配方的研究还有广阔的空间,譬如强度方面普遍较低、压缩永久变形性能尚不理想,众多科研院校和科研单位一直致力于对epdm/pp硫化合金更高性能的追求。
5.cn102181101a披露了用于建筑密封的epdm/pp材料,其65a硬度的产品拉伸强度为6.1mpa,强度较低;cn103980621a给出的65a硬度的epdm/pp材料的强度为6.4mpa,压缩永久变形为30%,强度较低,压缩永久变形一般。
6.目前对材料综合性能提升发面主要限于对配方的调整,由于原材料的固有的性能很难改变,因此单一的调整配方无法获得高性能的材料。
技术实现要素:
7.本发明的目的是为了改进现有技术的epdm/pp硫化合金的性能。
8.本发明的发明人经研究后发现,epdm为橡胶材料,硬度较低,而pp为树脂材料,硬度较大,二者在螺杆中完成动态硫化的过程时,由于二者硬度的差异大,所以很难进行力的传导,橡胶相从连续相向分散相过度时很难完成相反转,导致橡胶在树脂中的分散尺寸较大且分散不均匀。在橡塑两相完成动态硫化之前,采用预交联技术部分交联橡胶分子链,能够有效的增加橡胶相的硬度,提升力的传导效率,能够确保橡胶相分散和分布趋于完善,从而最大限度的发挥橡胶相的性能,获得高强度、低压变的综合性能优异的epdm/pp动态硫化合金,基于此,发明人完成了本发明的技术方案。
9.为了实现上述目的,本发明的第一方面提供一种制备epdm/pp热塑性弹性体的方法,该方法包括:
10.(1)将组分a中的各组分在密炼机中进行预交联,得到母胶,所述组分a中含有epdm、硫化剂和硫化促进剂,所述预交联的条件包括:温度为60-180℃;时间为3-12min;搅拌转速为50-120rpm;所述硫化剂选自单质硫、硫给予体中的至少一种;
11.(2)将所述母胶与组分b中的各组分进行橡塑共混,得到共混母粒,所述组分b中含有pp,且任选地所述组分b中还含有填充油;
12.(3)将所述共混母粒与组分c中的各组分进行硫化,所述组分c中含有过氧化物、助交联剂和防老剂,且所述组分c中任选还含有无机填料。
13.本发明的第二方面提供由前述方法制备得到的epdm/pp热塑性弹性体。
14.本发明的第三方面提供前述epdm/pp热塑性弹性体在密封材料中的应用。
15.本发明提供的epdm/pp硫化合金为高强度、低永久变形的动态硫化热塑性材料。
16.本发明提供的制备epdm/pp硫化合金的方法工艺简单,成本低。
17.本发明兼顾配方和工艺两方面,采用特殊的工艺获得了具有较高强度和较低压缩永久变形的epdm/pp硫化合金材料。
18.本发明提供的epdm/pp热塑性弹性体(也即epdm/pp硫化合金)特别适合应用于建筑密封及汽车非油密封制品中。
具体实施方式
19.在本文中所披露的范围的端点和任何值都不限于该精确的范围或值,这些范围或值应当理解为包含接近这些范围或值的值。对于数值范围来说,各个范围的端点值之间、各个范围的端点值和单独的点值之间,以及单独的点值之间可以彼此组合而得到一个或多个新的数值范围,这些数值范围应被视为在本文中具体公开。
20.如前所述,本发明的第一方面提供了一种制备epdm/pp热塑性弹性体的方法,该方法包括:
21.(1)将组分a中的各组分在密炼机中进行预交联,得到母胶,所述组分a中含有epdm、硫化剂和硫化促进剂,所述预交联的条件包括:温度为60-180℃;时间为3-12min;搅拌转速为50-120rpm;所述硫化剂选自单质硫、硫给予体中的至少一种;
22.(2)将所述母胶与组分b中的各组分进行橡塑共混,得到共混母粒,所述组分b中含有pp,且任选地所述组分b中还含有填充油;
23.(3)将所述共混母粒与组分c中的各组分进行硫化,所述组分c中含有过氧化物、助交联剂和防老剂,且所述组分c中任选还含有无机填料。
24.优选情况下,在步骤(1)的组分a、步骤(2)的组分b和步骤(3)的组分c的任意至少一个组分中,还含有作为活化助剂的氧化锌和硬脂酸(sa)。本发明对活化助剂的具体使用量没有特别的要求,本领域技术人员可以根据本领域的常规用量进行选择。并且,本发明对活化助剂的用量不限于实例中列举的情况。
25.以下针对本发明所述方法的各个步骤中涉及的优选的具体实施方式进行详细说明。
26.针对步骤(1)的优选的具体实施方式如下:
27.优选地,所述预交联的条件包括:温度为80-160℃;时间为5-10min;搅拌转速为70-100rpm。
28.优选地,在所述预交联之前,还包括epdm塑炼的过程,所述塑炼的条件包括:温度为140-160℃;时间为0.1-1min,搅拌转速为70-100rpm。
29.在本发明中,所述塑炼时间和所述预交联时间是分别计算的。
30.优选地,在所述epdm中,乙烯结构单元的含量为40-80重量%,更优选为50-70重量%;不饱和双键的含量为1-10重量%,更优选为3-6重量%。
31.优选情况下,所述硫给予体为二硫化四甲基秋兰姆(tmtd)。
32.优选地,所述硫化促进剂选自次磺酰胺类硫化促进剂和秋兰姆类硫化促进剂中的至少一种。更优选地,所述硫化促进剂为促进剂tbbs(n-叔丁基-2-苯并噻唑次磺酰胺)和/或促进剂tmtd(二硫化四甲基秋兰姆)。
33.需要说明的是,当使用tmtd作为本发明的硫化促进剂时,其在本发明的方案中既具有硫化剂功能又具有硫化促进剂功能。
34.在前述优选的具体实施方式中,优选以所述epdm的用量为基准,所述硫化剂的用量为0.4-0.9重量%,所述硫化促进剂的用量为0.3-2.1重量%。
35.需要说明的是,由于tmtd既具有硫化剂功能又具有硫化促进剂功能,因此,当本发明的硫化促进剂中含有tmtd时,以所述epdm的用量为基准,本发明所述硫化剂和所述硫化促进剂的总用量为0.3-3重量%。
36.优选情况下,该方法还包括:将步骤(1)中获得的母胶经第一静置后进行挤出造粒,然后再将所述挤出造粒后得到的母粒经第二静置后与所述pp,任选的以及所述填充油进行步骤(2)的所述橡塑共混。
37.优选地,所述第一静置的时间为1-10h。
38.优选地,所述第二静置的时间为1-3h。
39.优选地,所述挤出造粒在单螺杆挤出机中进行。
40.优选地,所述挤出造粒的条件包括:温度为50-130℃,更优选为60-110℃;搅拌转速为50-200rpm,更优选为80-150rpm。
41.针对步骤(2)的优选的具体实施方式如下:
42.优选地,所述橡塑共混在双螺杆挤出机中进行。
43.优选地,所述橡塑共混通过水下切粒工艺进行。
44.优选地,所述橡塑共混的条件包括:温度为130-220℃,更优选为150-190℃;搅拌转速为100-600rpm,更优选为150-400rpm。
45.优选地,所述pp为均聚聚丙烯和/或共聚聚丙烯。
46.优选所述pp的熔融指数为1g-20g/10min。
47.优选地,以所述epdm和所述pp的总用量为基准,所述填充油的用量为30-55重量%。
48.需要说明的是,除了芳烃油不适合epdm体系,本发明对填充油的具体种类没有特别的要求,本领域技术人员可以根据本领域的常规种类进行选择。示例性地,所述填充油可以为石蜡油。并且,当所述epdm为充油产品时,所述组分b中优选不含有填充油。
49.针对步骤(1)和步骤(2)的优选的具体实施方式如下:
50.优选地,所述母胶与所述pp的用量重量比为1-4:1,更优选为1.5-3:1。
51.针对步骤(3)的优选的具体实施方式如下:
52.优选地,所述过氧化物选自过氧化二苯甲酰、异丙苯过氧化氢、1,1-二叔丁基过氧基-3,3,5-三甲基环已烷、二-(叔丁基过氧化异丙基)苯(f40p)、过氧化十二酰、过氧化二碳酸二环己酯和叔丁基过氧异丙基甲酸酯(m75)中的至少一种。
53.优选情况下,所述硫化在双螺杆挤出机中进行。
54.需要说明的是,在本发明的步骤(3)中,硫化的过程在双螺杆挤出机中进行,并且在硫化的同时发生混炼。
55.优选地,所述硫化通过水下切粒工艺进行。
56.优选地,所述硫化的条件包括:温度为150-230℃,更优选为180-220℃;搅拌转速为100-600rpm,更优选为200-400rpm。
57.示例性地,所述硫化在双螺杆挤出机中进行,并设定温度为:1段155-165℃,2段175-185℃,3-14段195-205℃。
58.优选地,所述助交联剂选自三烯丙基异氰脲酸酯(taic)、二苯甲烷马来酰亚胺和重均分子量为3000-5000的聚丁二烯中的至少一种。
59.优选地,所述防老剂选自胺类防老剂、喹啉类防老剂和苯并咪唑类防老剂中的至少一种。
60.优选地,所述无机填料选自滑石粉、碳酸钙、白炭黑和炭黑中的至少一种。
61.优选地,以所述epdm和所述pp的总用量为100重量份计,所述过氧化物的用量为0.6-1.3重量份,所述助交联剂的用量为1.6-3重量份,所述防老剂的用量为3-6.7重量份,所述无机填料的用量为6.8-27.3重量份。
62.根据一种特别优选的具体实施方式,本发明所述的制备epdm/pp热塑性弹性体的方法包括:
63.(1)将组分a中的各组分在密炼机中进行预交联,得到母胶,所述组分a中含有epdm、硫化剂和硫化促进剂;
64.(1-1)将所述母胶经第一静置后进行挤出造粒,得到母粒;
65.(1-2)将所述母粒进行第二静置,得到静置后的中间体;
66.(2)将所述静置后的中间体与组分b中的各组分进行橡塑共混,得到共混母粒,所述组分b中含有pp和填充油;
67.(3)将所述共混母粒与组分c中的各组分进行硫化,所述组分c中含有过氧化物、助交联剂和防老剂,且所述组分c中任选还含有无机填料。
68.本发明的该特别优选的具体实施方式中涉及的各个工艺参数参照前文所述,本发明在此不再赘述。
69.如前所述,本发明的第二方面提供了由前述方法制备得到的epdm/pp热塑性弹性体。
70.如前所述,本发明的第三方面提供了前述epdm/pp热塑性弹性体在密封材料中的应用。
71.以下将通过实例对本发明进行详细描述。以下实例中,在没有特别说明的情况下,使用的原料均为普通市售品。
72.pp:均聚聚丙烯f401、共聚聚丙烯5090t为台塑产品,熔融指数分别为3g/10min、15g/10min;
73.epdm:三元乙丙橡胶3092pm、三元乙丙橡胶3072epm为中石化三井产品,3092pm,门尼(ml1 4,125℃)61,乙烯结构单元的含量为65重量%,不饱和双键的含量为4.6重量%;3072epm为充油产品,门尼(ml1 4,125℃)51,乙烯结构单元的含量为64重量%,不饱和双键
的含量为5.4重量%,充油40份;
74.防老剂:防老剂1076为购自高邑县利和化工有限公司的商品;
75.硫化促进剂(或硫化剂):促进剂tbbs、促进剂tmtd为购自广东杜巴新材料科技有限公司的商品;
76.硫化剂:硫磺为购自国药集团化学试剂有限公司的商品;
77.过氧化物:二-(叔丁基过氧化异丙基)苯(f40p)、叔丁基过氧异丙基甲酸酯(m75),均为法国阿科玛产品;
78.助交联剂:液体聚丁二烯(154da),重均分子量为4000,为法国阿科玛产品;三烯丙基异氰脲酸酯(taic)为浏阳方锐达化学有限公司产品;
79.填充油:石蜡油为市售产品,闪点≥230℃;
80.无机填料:滑石粉,购自南京化学试剂股份有限公司;
81.密炼机、单螺杆挤出机为昆山玖德隆机械设备有限公司产品,模腔体积为10l,加热系统为电加热,具有冷却功能;
82.双螺杆挤出机为科倍隆机械有限公司产品,长径比56,螺杆直径35mm,配备水下切粒系统;
83.力学性能:ag-20kng型拉力机,根据国标gb/t528-2009检测,拉伸速率为500mm/min,测试温度为23℃左右。试样的有效部分长度为25mm,宽度为6mm;
84.压缩永久变形:100℃条件下放置烘箱22h,标准块高度为9.4mm,依据gb/t 7759.1-2015检测;
85.熔融指数:济南精稳仪器有限公司jw-203a型,依据gb/t 3682.2-2018检测;
86.硬度:高特威尔检测仪器有限公司dsas001型,依据gb/t531-2008检测。
87.在没有特别说明的情况下,以下实例中的密炼机填料系数为0.65,物料密度按0.9g/ml计算。
88.实施例1
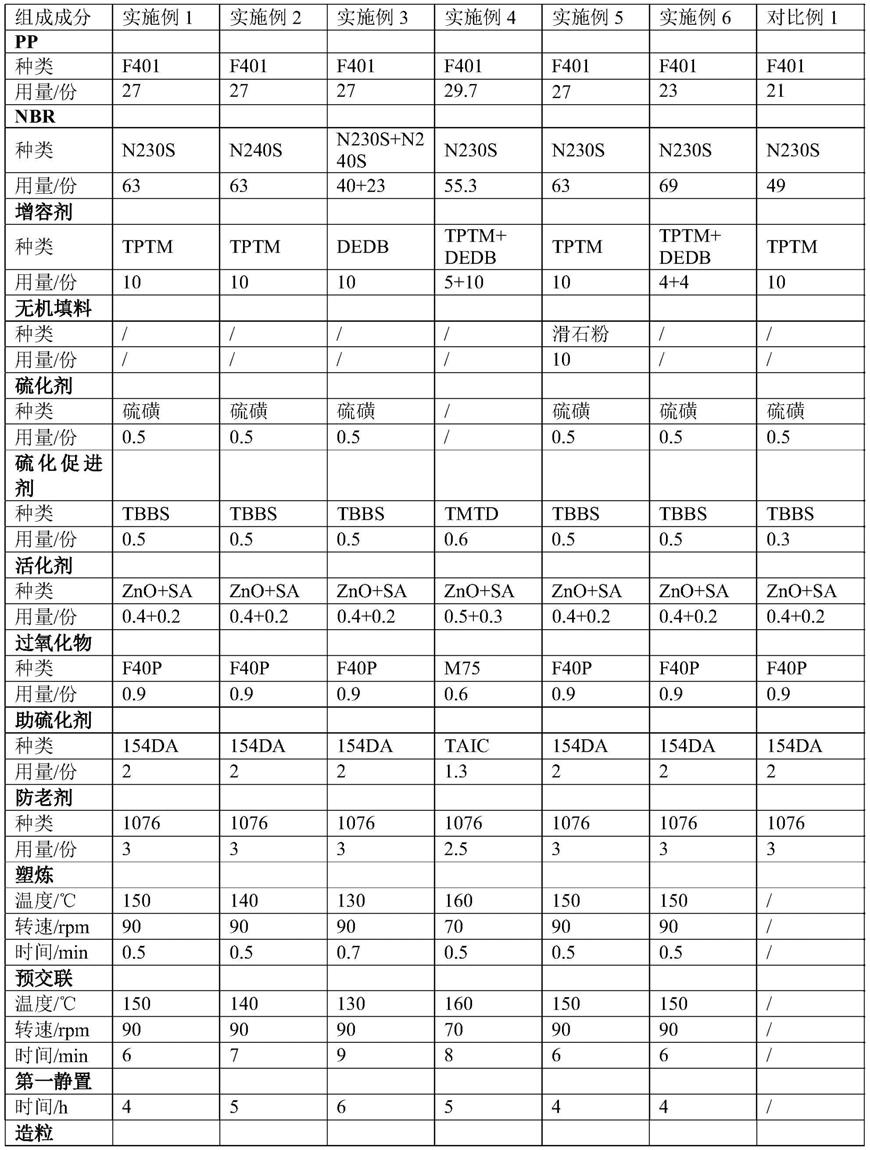
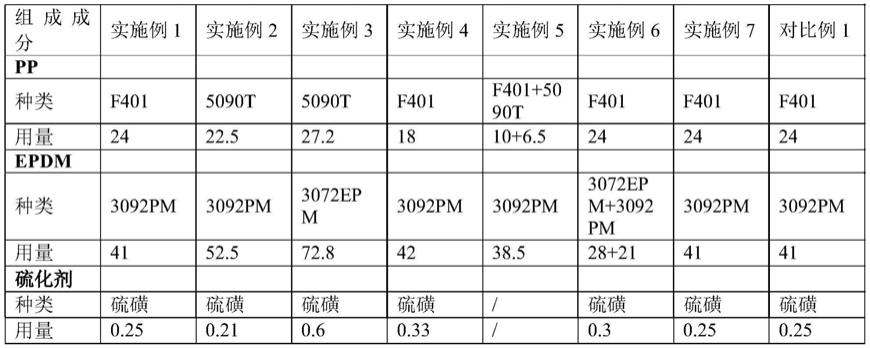
89.按照如下制备方法和表1所示用量和条件制备epdm/pp硫化合金粒料。其中所述制备方法为:
90.(1)将epdm置于密炼机内进行塑炼;然后将硫化剂、硫化促进剂和活化助剂引入密炼机中进行预交联,得到母胶;
91.(1-1)将所述母胶经第一静置后采用单螺杆挤出机进行挤出造粒,得到母粒;
92.(1-2)将所述母粒进行第二静置,得到静置后的中间体;
93.(2)将所述中间体、pp和填充油引入长径比为56、直径35mm的双螺杆挤出机中进行橡塑共混,采用水下切粒工艺得到共混母粒;
94.(3)将所述共混母粒与过氧化物、助交联剂、防老剂引入双螺杆挤出机中,采用水下切粒工艺制得epdm/pp硫化合金粒料s1。
95.epdm/pp硫化合金粒料的组成成分以及实施例1的具体操作信息列于表1中。其余实施例采用与实施例1相似的工艺进行,具体情况列于表1中。
96.采用熔融指数仪、硬度计、压变仪、拉力机等完成性能表征,具体数值见表2。
97.对比例1
98.对比例1的配方与实施例1相同,但对比例1未进行步骤(1)的橡胶预交联及母粒制
备,其余工艺与实施例1相同。
99.表1
100.[0101][0102]
[0103]
表2
[0104][0105]
结合表2中的结果可以明显看出,本发明的方法降低了橡塑两相的硬度差异,提升动态硫化过程中剪切力的传导效率,有效改善了epdm在pp中的分散和分布状况,大幅度提升epdm/pp硫化合金的强度和断裂伸长率,大幅降低合金材料的压缩永久变形。
[0106]
以上详细描述了本发明的优选实施方式,但是,本发明并不限于此。在本发明的技术构思范围内,可以对本发明的技术方案进行多种简单变型,包括各个技术特征以任何其它的合适方式进行组合,这些简单变型和组合同样应当视为本发明所公开的内容,均属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。