1.本发明涉及动力电池生产领域,尤其涉及一种电池模组激光焊接处理线。
背景技术:
2.在新能源的汽车中,离不开动力电池的使用,通过动力电池提供的电能去满足汽车的动力需求,以逐渐地替换靠汽油或柴油等去提供动力的方式。
3.其中,在动力电池的生产过程中,会涉及众多的工艺,例如电池模组之底部贴底胶工艺,贴完底胶的电池模组进行焊前测试工艺,将测试后的电池模组中的相邻电池之间的串并焊接工艺,将焊接后的电池模组进行焊后测试工艺,以及测试后的电池模组进行下料工艺。
4.但是,在上述的工艺中,它们的连贯性差,自动化程度低,因而影响到生产效率。
5.因此,亟需一种自动化程度高以确保生产效率的电池模组激光焊接处理线来克服上述的缺陷。
技术实现要素:
6.本发明的目的在于提供一种自动化程度高以确保生产效率的电池模组激光焊接处理线。
7.为实现上述目的,本发明的电池模组激光焊接处理线包括多个用于承载电池模组的托盘、用于输送所述托盘且使输送到位后的所述托盘回流循环的托盘输送回流线及沿所述托盘输送回流线输送所述托盘的方向在所述托盘输送回流线上依次布置的贴底胶机、焊前拍照测试机、激光焊接机、焊后拍照测试机及多轴下料机器人。所述托盘输送回流线沿水平方向延伸,所述贴底胶机对所述托盘输送回流线所输送来的托盘中的电池模组依次进行抱起、翻转预设角度、贴胶和放回的作动,所述焊前拍照测试机对所述托盘输送回流线所输送来的托盘中的电池模组进行拍照和测试处理,所述激光焊接机对所述电池模组中的搭接于相邻电池之间的极柱处的连接片与该极柱焊接,所述焊后拍照测试机对所述托盘输送回流线所输送来的托盘中的电池模组进行拍照和测试处理,所述多轴下料机器人将所述托盘输送回流线所输送来的托盘中的电池模组进行下料。
8.较佳地,所述托盘输送回流线包含上层水平输送线、位于所述上层水平输送线正下方的下层水平回流线及两个对接于所述上层水平输送线与所述下层水平回流线之间的托盘升降机构,一个所述托盘升降机构用于将所述上层水平输送线所输送来的已被所述多轴下料机器人抓取电池模组的空的托盘往所述下层水平回流线处转移,另一个所述托盘升降机构用于将所述下层水平回流线所输送来的空的托盘往所述上层水平输送线处转移。
9.较佳地,所述托盘升降机构包括机构框架、承托升降架、升降驱动器、动轮、定轮、第一轴、第二轴及首尾敞开的牵引件,所述承托升降架用于承载所述托盘,所述升降驱动器用于驱使所述承托升降架连同托盘一起升降,所述升降驱动器装配于所述机构框架,所述升降驱动器的输出端做直线的伸缩运动,所述第一轴位于所述升降驱动器的下方,所述第
一轴还与所述升降驱动器的输出端装配连接,所述动轮可转动地套装于所述第一轴,所述第二轴呈平行地位于所述第一轴的上方,所述第二轴还可转动地装配于所述机构框架,所述定轮套装于所述第二轴,所述牵引件的首端与所述机构框架固定连接,所述牵引件远离所述首端的位置绕过所述动轮和定轮后再与所述承托升降架固定连接。
10.较佳地,所述激光焊接机包括机架、托盘输送线、夹具、焊接机器人、顶升机构及激光焊接头,所述托盘输送线装配于所述机架,所述托盘输送线位于所述托盘输送回流线的侧旁并与所述托盘输送回流线垂直对接,所述托盘输送线用于将所述托盘输送回流线所输送来的托盘连同电池模组一起输离所述托盘输送回流线,所述顶升机构装配于所述机架并位于所述托盘输送线的正下方,所述夹具装配于所述机架并位于所述托盘输送线的正上方,所述夹具还沿所述机架的上下方向与所述顶升机构相对齐,所述顶升机构将所述托盘输送线所输送来的托盘连同该托盘所承载的电池模组一起向上顶起而使所述夹具与所述电池模组中的连接片相抵压,所述焊接机器人位于所述机架的旁边,所述激光焊接头装配于所述焊接机器人的末关节,所述激光焊接头在所述焊接机器人的配合下将所述极柱与由所述夹具所抵压的连接片焊接,所述托盘输送线还将所述托盘连同焊接后的电池模组一起输回所述托盘输送回流线上。
11.较佳地,所述夹具包含夹具载板及多个沿所述机架的上下方向穿置于所述夹具载板中且呈阵列布置的保护气体导流嘴,所述保护气体导流嘴包含各呈上大下小的内锥套和外锥套,所述夹具载板与所述机架装配连接,所述外锥套装配于所述夹具载板,所述内锥套从上方并向下套装于所述外锥套中,所述外锥套向下凸出所述内锥套,所述内锥套与所述外锥套之间的间隙由上至下呈递减布置,所述内锥套与所述外锥套之间的间隙还呈上端封闭而下端敞开的布置,所述外锥套开设有与所述间隙之上端相连通的输入通道,所述顶升机构将所述托盘输送线所输送来的托盘连同该托盘所承载的电池模组一起向上顶起而使所述外锥套的下端部与所述连接片抵接。
12.较佳地,所述内锥套之下端的外侧壁开设有一外倒角结构,所述外锥套之内侧壁对应的位置上设有匹配的内倒角结构,所述内锥套邻近外倒角结构的位置与所述外锥套邻近内倒角结构的位置之间的间隙小于所述外倒角结构与所述内倒角结构之间的间隙,所述内锥套之上端的外侧壁向外延伸出一承托凸环台,所述外锥套之上端开设有匹配所述承托凸环台的环形腔,所述承托凸环台匹配地嵌入所述环形腔中。
13.较佳地,所述保护气体导流嘴还包含位于所述内锥套之侧旁的螺纹连接件、位于所述内锥套之侧旁的连接限位件及弹性件,所述螺纹连接件沿所述夹具载板的上下方向呈螺纹连接地穿置于所述外锥套并从上方抵压所述承托凸环台,所述连接限位件沿所述夹具载板的上下方向穿置于所述外锥套与所述夹具载板,所述外锥套可沿所述夹具载板的上下方向于所述连接限位件上做限位的滑移,所述弹性件位于所述外锥套的上方并套装于所述连接限位件,所述弹性件恒具有驱使所述外锥套连同所述内锥套一起滑移至使所述外锥套与所述夹具载板相抵接位置的趋势。
14.较佳地,所述贴底胶机包括对卷状的胶片复合膜放卷的胶片放卷机构、用于使所述胶片放卷机构所放卷的胶片复合膜中的胶片与废料相分离的剥胶机构、用于收卷所述废料的废料收卷机构、用于吸走所述剥胶机构所剥离的胶片的吸贴胶机构及用于抱夹电池模组并使抱夹的电池模组于一贴胶位置和一初始位置之间翻转的抱夹翻转机构,所述抱夹翻
转机构沿y轴方向与所述吸贴胶机构并排布置,所述剥胶机构位于所述吸贴胶机构对应的下方,所述胶片放卷机构和废料收卷机构沿x轴方向位于所述剥胶机构的侧旁,所述吸贴胶机构还将所吸取的胶片先呈相对切换至所述贴胶位置的电池模组之贴胶平面倾斜地移至与所述贴胶平面接触再翻转贴合于该贴胶平面处。
15.较佳地,所述剥胶机构包含承托架、剥刀板、废料导引辊、切断装置、压胶装置及驱使所述压胶装置沿x轴方向于所述承托架上做往复滑移的滑移驱动器,所述剥刀板从所述承托架的上方水平地安装于所述承托架,所述废料导引辊从所述承托架的下方安装于所述承托架,所述废料导引辊还位于所述剥刀板的正下方,所述切断装置安装于所述承托架并沿x轴方向位于所述剥刀板的旁边,所述压胶装置位于所述剥刀板的正上方,所述压胶装置与所述滑移驱动器装配连接,所述滑移驱动器安装于所述承托架并位于所述剥刀板的旁边。
16.较佳地,所述贴胶机构包含移载架体、用于驱使所述移载架体移动的动力装置及位于所述移载架体对应下方的吸贴装置,所述吸贴装置包含吸贴板、枢接轴及弹性件,所述吸贴板借助所述枢接轴枢接于所述移载架体,所述枢接轴的轴向沿y轴方向布置,所述弹性件装配于所述移载架体和吸贴板的上侧,所述吸贴板的下侧具有一与所吸取的胶片接触的吸贴平面,所述弹性件使所述吸贴平面相对过所述枢接轴之轴心线的水平面倾斜。
17.与现有技术相比,借助多个用于承载电池模组的托盘、用于输送托盘且使输送到位后的托盘回流循环的托盘输送回流线及沿托盘输送回流线输送托盘的方向在托盘输送回流线上依次布置的贴底胶机、焊前拍照测试机、激光焊接机、焊后拍照测试机及多轴下料机器人的配合,由托盘输送回流线实现托盘连同所承载的电池模组一起向前输送,还将空的托盘进行回流输送,以达到托盘的循环利用目的;而在托盘连同电池模组一起向前输送的过程中,由贴底胶机对电池模组依次进行抱起、翻转预设角度、贴胶和放回的作动,实现贴完底胶的电池模组连同托盘一起放回到托盘输送回流线上,确保托盘和电池模组被托盘输送回流线继续向前输送;由焊前拍照测试机对电池模组进行拍照和测试处理,由激光焊接机对电池模组中的搭接于相邻电池之间的极柱处的连接片与该极柱焊接,由焊后拍照测试机对托盘输送回流线所输送来的托盘中的电池模组进行拍照和测试处理,由多轴下料机器人将托盘输送回流线所输送来的托盘中的电池模组进行下料;以提高自动化水平和生产效率。
附图说明
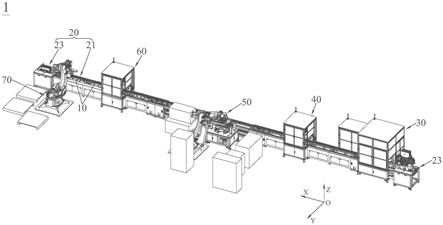
18.图1是本发明的电池模组激光焊接处理线的平面结构示意图。
19.图2是本发明的电池模组激光焊接处理线中的托盘输送回流线的平面结构示意图。
20.图3是图2所示的托盘输送回流线中的托盘升降机构的立体结构示意图。
21.图4是图3所示的托盘升降机构在隐藏大部分机构框架且由前往后观看的平面结构示意图。
22.图5是本发明的电池模组激光焊接处理线中的贴底胶机的立体结构示意图。
23.图6是图5所示的贴底胶机中的吸贴胶机构的立体结构示意图。
24.图7是图6所示的吸贴胶机构中的吸贴装置的立体分解结构示意图。
25.图8是图7所示的吸贴装置在所吸取的胶片之左端与电池模组之贴胶平面接触时的状态示意图。
26.图9是图7所示的吸贴装置将胶片完全贴于电池模组之贴胶平面的状态示意图。
27.图10是图5所示的贴底胶机中的剥离机构的立体结构示意图。
28.图11是图5所示的贴底胶机中的抱夹翻转机构的立体结构示意图。
29.图12是图11所示的抱夹翻转机构在隐藏机构框架和升降驱动器后的立体分解结构示意图。
30.图13是卷状的胶片复合模的结构示意图。
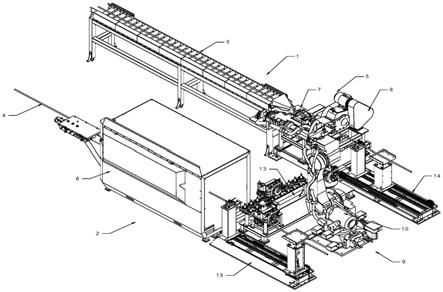
31.图14是本发明的电池模组激光焊接处理线中的激光焊接机的立体结构示意图。
32.图15是图14所示的激光焊接机中的机架及其上的托盘输送线、顶升机构和夹具的立体结构示意图。
33.图16是图14所示的激光焊接机中的顶升机构、托盘输送线、托盘和电池模组的立体分解结构示意图。
34.图17是图14所示的激光焊接机中的夹具的立体结构示意图。
35.图18是图17所示的夹具之保护气体导流嘴的立体结构示意图。
36.图19是图18所示的保护气体导流嘴被过其中心线的左右平面剖切后的内部结构示意图。
37.图20是图19所示的保护气体导流嘴与顶升板共同夹持连接片且显示出保护气体流动状态的状态示意图。
具体实施方式
38.为了详细说明本发明的技术内容、构造特征,以下结合实施方式并配合附图作进一步说明。
39.请参阅图1、图16及图20,本发明的电池模组激光焊接处理线1包括多个用于承载电池模组200的托盘10、用于输送托盘10且使输送到位后的托盘10回流循环的托盘输送回流线20及沿托盘输送回流线20输送托盘10的方向(即x轴的正向所指)在托盘输送回流线20上依次布置的贴底胶机30、焊前拍照测试机40、激光焊接机50、焊后拍照测试机60及多轴下料机器人70。托盘输送回流线20沿水平方向延伸,为贴底胶机30、焊前拍照测试机40、激光焊接机50、焊后拍照测试机60及多轴下料机器人70沿托盘输送回流线20输送托盘10的方向在托盘输送回流线20上依次布置提供充足的位置。贴底胶机30对托盘输送回流线20所输送来的托盘10中的电池模组200依次进行抱起、翻转预设角度(例如但不限于此的90度)、贴胶和放回的作动,焊前拍照测试机40对托盘输送回流线20所输送来的托盘10中的电池模组200进行拍照和测试处理,为电池模组200的焊接位置建立坐标及测试电池模组200中每个电池210与外壳之间的绝缘性;激光焊接机50对电池模组200中的搭接于相邻电池210之间的极柱211处的连接片220与该极柱211焊接;焊后拍照测试机60对托盘输送回流线20所输送来的托盘10中的电池模组200进行拍照和测试处理,具体是测试电池模组200中串并后的电池210与外壳之间的绝缘性;多轴下料机器人70将托盘输送回流线20所输送来的托盘10中的电池模组200进行下料,即,多轴下料机器人70将由托盘输送回流线20输送至最左侧处的托盘10中的电池模组200进行下料,以腾出空的托盘10,为托盘输送回流线20再沿x轴的
反向将空的托盘10回流至最右侧处提供条件,达到托盘10循环再用的目的;而空的托盘10回流至最右侧处时,此时可由机械手或人工将待处理的电池模组200放置于空的托盘10上,由该托盘10在托盘输送回流线20的输送下带动电池模组200一起转移的目的。更具体地,如下
40.如图2所示,托盘输送回流线20包含上层水平输送线21、位于上层水平输送线21正下方的下层水平回流线22及两个对接于上层水平输送线21与下层水平回流线22之间的托盘升降机构23,一个托盘升降机构23(即图1或图2中的最左侧者)用于将上层水平输送线21所输送来的已被多轴下料机器人70抓取电池模组200的空的托盘10往下层水平回流线22处转移,另一个托盘升降机构23(即图1或图2中的最右侧者)用于将下层水平回流线22所输送来的空的托盘10往上层水平输送线21处转移,以实现托盘10循环再用的目的。具体地,在图3和图4中,托盘升降机构23包括机构框架231、承托升降架232、升降驱动器233、动轮234、定轮235、第一轴236、第二轴237及首尾敞开的牵引件238;承托升降架232用于承载托盘10,升降驱动器233用于驱使承托升降架232连同托盘10一起升降,升降驱动器233装配于机构框架231,升降驱动器233的输出端做直线的伸缩运动;第一轴236位于升降驱动器233的下方,第一轴236还与升降驱动器233的输出端装配连接;动轮234可转动地套装于第一轴236,第二轴237呈平行地位于第一轴236的上方,第二轴237还可转动地装配于机构框架231,定轮235套装于第二轴237;牵引件238的首端与机构框架231固定连接,牵引件238远离首端的位置绕过动轮234和定轮235后再与承托升降架232固定连接;故,借助动轮234、定轮235和牵引件238的配合,故在升降驱动器233的输出端做伸出滑移的过程中,使得承托升降架232的升起的行程是动轮234向下滑移的行程的两倍,同理,承托升降架232下降的行程是动轮234向上滑移的行程两倍,故使得托盘用升降机构23的托盘10转移速度高且省力。举例而言,牵引件238为链条,当然,根据实际需要而选择为皮带,对应地,动轮234和定轮235为链轮或带轮。
41.请参阅图5,贴底胶机30包括对卷状的胶片复合膜240放卷的胶片放卷机构31、用于使胶片放卷机构31所放卷的胶片复合膜240中的胶片241与废料242相分离的剥胶机构32、用于收卷废料242的废料收卷机构33、用于吸走剥胶机构32所剥离的胶片241的吸贴胶机构34及用于抱夹电池模组200并使抱夹的电池模组200于一贴胶位置和一初始位置之间翻转的抱夹翻转机构35。抱夹翻转机构35沿y轴方向与吸贴胶机构34并排布置,较优的是,在图5中,抱夹翻转机构35位于吸贴胶机构34的正后方,但不以图5所示为限。剥胶机构32位于吸贴胶机构34对应的下方,以便于吸贴胶机构34从上方吸取剥胶机构32上的胶片241。胶片放卷机构31和废料收卷机构33沿x轴方向位于剥胶机构32的侧旁,例如但不限于图5所示的右侧;吸贴胶机构34还将所吸取的胶片241先呈相对切换至贴胶位置的电池模组200之贴胶平面230倾斜地移至与贴胶平面230接触再翻转贴合于该贴胶平面230处。故借助“对卷状的胶片复合膜240放卷的胶片放卷机构31、用于使胶片放卷机构31所放卷的胶片复合膜240中的胶片241与废料242相分离的剥胶机构32、用于收卷废料242的废料收卷机构33、用于吸走剥胶机构32所剥离的胶片241的吸贴胶机构34及用于抱夹电池模组200并使抱夹的电池模组200于一贴胶位置和一初始位置之间翻转的抱夹翻转机构35”的配合,使得贴底胶机30自动地将胶片241贴合于电池模组200的贴胶平面230处,减少人的参与,达到提高电池模组200的贴胶平面230贴胶的效率。同时,借助吸贴胶机构34将所吸取的胶片241先呈相对切换
至贴胶位置的电池模组200之贴胶平面230倾斜地移至与贴胶平面230接触再翻转贴合于该贴胶平面230处,使得所吸取的胶片241以倾斜方式逐渐地贴合于电池模组200的贴胶平面230上,即胶片241先由一端与贴胶平面230接触贴合再过渡到余下部位与贴胶平面230接触,因而使得胶片241在贴合过程中将气体往外排而达到排气功能,有效地防止因平贴而造成气泡问题。而关于贴底胶机30更具体的结构,见下面描述。
42.如图10所示,剥胶机构32包含承载架321、剥刀板322、废料导引辊323、切断装置324、压胶装置325及驱使压胶装置325沿x轴方向于承载架321上做往复滑移的滑移驱动器326。剥刀板322从承载架321的上方水平地安装于承载架321,以借助剥刀板322而便于胶片放卷机构31所放卷的胶片复合膜240沿x轴的反向做水平输送;废料导引辊323从承载架321的下方安装于承载架321,废料导引辊323还位于剥刀板322的正下方,以便于废料242从剥刀板322之左末端回折再绕过废料导引辊323;切断装置324安装于承载架321并沿x轴方向位于剥刀板322的旁边,例如是位于图10所示的剥刀板322的左侧旁边,以便于切断装置324从剥刀板322的左侧旁边对吸贴胶机构34所吸取的胶片241进行切断,以使得切断后的胶片241满足预定的长度需要;压胶装置325位于剥刀板322的正上方,压胶装置325与滑移驱动器326装配连接,滑移驱动器326安装于承载架321并位于剥刀板322的旁边,以确保胶片241被吸贴胶机构34吸取的可靠性的同时,还防止胶片241乱窜。举例而言,滑移驱动器326可为气缸或液压缸,故不以此为限。
43.如图11至图12所示,抱夹翻转机构35包括承载架体351、第一滑座352、第二滑座353、第一夹爪354、第二夹爪355、翻转驱动器356、第一直线伸缩驱动器357、第二直线伸缩驱动器358、机构框架3591和升降驱动器3592。承载架体351位于机构框架3591内,升降驱动器3592安装于机构架体3591的顶部,升降驱动器3592的输出端3592a与承载架体351装配连接,由升降驱动器3592驱使承载架体351上下升降,以满足运动的要求;较优的是,升降驱动器3592的输出端3592a朝下布置,以简化输出端3592a与承载架体351之间的装配连接,但不以此为限。第一滑座352和第二滑座353各沿x轴方向呈彼此对齐地滑设于承载架体351,第一夹爪354可转动地装配于第一滑座352面对第二滑座353的一侧处,以使得第一夹爪354除跟随第一滑座352滑移外,还用于压紧电池模组200的作用;第二夹爪355可转动地装配于第二滑座353面对第一滑座352的一侧处,以使得第二夹爪355除跟随第二滑座353滑移外,还用于压紧电池模组200的作用;第二夹爪355还x轴方向与第一夹爪354对齐,以满足第一夹爪354和第二夹爪355共同抱夹电池模组200的需要;第一直线伸缩驱动器357和第二直线伸缩驱动器358各安装于承载架体351,由承载架体351为第一直线伸缩驱动器357和第二直线伸缩驱动器358提供支撑的作用及装配的场所,第一直线伸缩驱动器357和第二直线伸缩驱动器358两者的伸缩端各沿x轴方向做伸缩滑移;第一直线伸缩驱动器357的功率小于第二直线伸缩驱动器358的功率,第一直线伸缩驱动器357的伸缩端的伸缩行程大于第二直线伸缩驱动器358的伸缩端的伸缩行程,第一直线伸缩驱动器357的伸缩端与第一滑座352装配连接,以满足第一滑座352沿x轴方向滑移的动力需要,第二直线伸缩驱动器358的伸缩端与第二滑座353装配连接,以满足第二滑座353沿x轴方向滑移的动力需要;而翻转驱动器356驱使由第一夹爪354和第二夹爪355共同抱夹后的电池模组200向前上方翻转90度而处于贴胶位置,使得此时的电池模组200的贴胶平面230与向后上方翻转90度的胶片241相正对,确保胶片241贴合于贴胶平面230上的可靠性。较优的是,翻转驱动器356位于第二滑座353背
对第一滑座352的一侧处,即,翻转驱动器356位于第二滑座353的左侧处,与位于第二滑座353之右侧处的第二夹爪355相隔开,以确保翻转驱动器356和第二夹爪355于第二滑座353上布置的合理性和紧凑性。举例而言,翻转驱动器356为减速电机,以提供更大的翻转动力,当然,根据实际需要,翻转驱动器356也可为电机,故不以此为限。
44.其中,在抱夹翻转机构35中,借助第一直线伸缩驱动器357和第二直线伸缩驱动器358的配合,以使得第一夹爪354和第二夹爪355从电池模组200的左右两侧对托盘输送回流线20所输送来的托盘10中的电池模组200进行抱夹,故抱夹快捷;重要的是,借助行程短且功率大的第二直线伸缩驱动器358和行程长且功率小的第一直线伸缩驱动器357的配合,使得第二夹爪355所受到的滑移力大于第一夹爪354所受到的滑移力,故在电池模组200的抱夹过程中,使得第二夹爪355作为基准而第一夹爪354作为压紧功能,从而使得抱夹翻转机构35兼容不同规格的电池模组200的抱夹。
45.如图6至图9所示,吸贴胶机构34包括移载架体341、用于驱使移载架体341移动的动力装置342及位于移载架体341对应下方的用于吸放胶片241的吸贴装置343。吸贴装置343包含吸贴板3431、枢接轴3432及弹性件3433;吸贴板3431借助枢接轴3432枢接于移载架体341,枢接轴3432沿y轴方向布置,以使得吸贴板31绕枢接轴32可做小角度的上下枢摆,例如在0至10度范围内枢摆;弹性件3433装配于移载架体341和吸贴板3431的上侧,吸贴板3431的下侧具有一与所吸取的胶片241接触的吸贴平面3434,弹性件3433使吸贴平面3434相对过枢接轴3432之轴心线c的水平面p倾斜,状态见图8所示;例如,在图8中,吸贴平面311呈左下右上的倾斜布置,吸贴平面3434与水平面p之间的夹角大于0且小于10度,但不以此为限。而关于吸贴胶机构34的具体结构,见下面描述:
46.如图7所示,弹性件3433为四个,分为左侧的两个和右侧的两个,左侧的两个的弹力大于右侧的两个弹力,以借助左侧两个与右侧两个的弹力之差,从而使得吸贴平面3434在四个弹性件3433的配合下呈倾斜布置;当然,也可以采用左侧的两个之长度与右侧的两个之长度相异而使得吸贴平面3434往长度小的一方倾斜;枢接轴3432沿左侧两个和右侧两个的弹性件3433之间;这样布置有效地确保吸贴平面3434在常态下与水平面p保持倾斜状态。举例而言,弹性件3433为压缩弹簧,以简化弹性件3433分别与移载架体341与吸贴板3431之间的装配关系,但不以此为限。
47.如图6所示,吸贴胶机构341还包括装配于移载架体341的翻转驱动器344,翻转驱动器344驱使吸贴装置343于一水平位置和一竖立位置之间翻转,当吸贴装置343处于水平位置时,此时的吸贴板3431呈平躺状态,当吸贴装置343处于竖立位置时,此时的吸贴板3431呈竖立状态,具体是,翻转驱动器344驱使吸贴装置343向后上方翻转90度而处于竖立位置,此时,翻转驱动器344再驱使吸贴装置343向前上方翻转90度而处于水平位置,但不以此为限。
48.如图6所示,动力装置342包含x轴移载模组3421、y轴移载模组3422及z轴移载模组3423。x轴移载模组3422装配于y轴移载模组3421的输出端,z轴移载模组3423安装于x轴移载模组3422的输出端,移载架体341装配于z轴移载模组3423的输出端,这样设计使得动力装置342能驱使移载架体341连同移载架体341上的吸贴装置343一起做xyz三轴方向的平移,以满足“吸贴装置343从剥胶机构32处抓取胶片241,使抓取的胶片241向后上方翻转90度,再使翻转90度的胶片241贴于处于贴胶位置的电池模组200之贴胶平面230上运动”的需
要。举例而言,x轴移载模组3421、y轴移载模组3422及z轴移载模组3423各可由电机、丝杆、丝母及用于形成输出端的平移座构成,也可以由电机、带传动及用于形成输出端的平移座构成,这些都是本领域所熟知的,故在此不再赘述。
49.结合图5至图9,对贴底胶机的工作原理进行说明:当托盘输送回流线20所输送的电池模组200来到抱夹翻转机构35的正下方时,此时抱夹翻转机构35将托盘输送回流线20上的电池模组200抱起并向前上方翻转90度,使得电池模组200的贴胶平面230由原来的水平布置切换成竖直布置而处于贴胶位置;而在电池模组200被抱起且翻转的过程中,吸贴胶机构34还从剥胶机构32处吸走胶片241,并使该胶片241向后上方翻转90度,从而使得翻转90度后的胶片241与贴胶平面230面面相对;当胶片241与贴胶平面230面面相对时,此时的吸贴胶机构34使胶片241贴于贴胶平面230上;当贴胶平面230完成贴胶后,此时由抱夹翻转机构35使电池模组200向下翻转90度而切换至初始位置,从而便于抱夹翻转机构35将电池模组200再次放回到托盘输送回流线20上,由托盘输送回流线20继续将已贴胶的电池模组200向前输送,同时,托盘输送回流线20还使新的待贴胶的电池模组200输送至抱夹翻转机构35的正下方;而吸贴胶机构34往抓取胶片241的方向复位,为下一次贴胶做准备。
50.如图14及图15所示,激光焊接机50包括机架51、托盘输送线52、夹具53、焊接机器人54、顶升机构55及激光焊接头56。托盘输送线52装配于机架51,较优的是,托盘输送线52是安装于机架51中部的水平载板511处,为夹具53于机架51上的安装提供充足的位置,但不以此为限;托盘输送线52位于托盘输送回流线20的侧旁并与托盘输送回流线52垂直对接,托盘输送线52用于将托盘输送回流线20所输送来的托盘10连同电池模组200一起输离托盘输送回流线20,较优的是,托盘输送线52是沿y轴方向输送托盘10,但不以此为限;顶升机构55装配于机架51并位于托盘输送线52的正下方,以满足顶升机构55向上将托盘输送线52所输送来的托盘10连同该托盘10所承载的电池模组200一同顶起,较优的是,顶升机构55是安装于机架51的水平载板511处,但不以此为限;夹具53装配于机架51并位于托盘输送线52的正上方,夹具53还沿机架51的上下方向与顶升机构55相对齐,顶升机构55将托盘输送线52所输送来的托盘10连同该托盘10所承载的电池模组200一起向上顶起,从而使得夹具53与电池模组200中的连接片220相抵压,状态见图20所示;焊接机器人54位于机架51的旁边,例如但不限于图14所示的机架51的后侧旁边,激光焊接头56装配于焊接机器人54的末关节541,激光焊接头56在焊接机器人54的配合下将极柱211与由夹具53所抵压的连接片220焊接,托盘输送线52还将托盘10连同焊接后的电池模组200一起输回托盘输送回流线20上。具体地,在图14中,激光焊接机50还包括ccd拍照装置57,ccd拍照装置57装配于焊接机器人54的末关节541并位于激光焊接头56的侧旁,以借助ccd拍照装置57的使用,可以在焊接前先对连接片220与极柱211之间的位置关系进行采集,为焊接提供数据,因而确保激光焊接头56在焊接机器人54的驱使下对连接片220与极柱211之间焊接的可靠性。
51.其中,在激光焊接机50中,由于托盘输送线52装配于机架51并水平输送托盘10及托盘10所承托的电池模组200,顶升机构55装配于机架51并位于托盘输送线52的正下方,夹具53装配于机架51并位于托盘输送线52的正上方,夹具53还沿机架51的上下方向与顶升机构55相对齐;当托盘输送回流线20所输送的托盘10被托盘输送线52转移至与顶升机构55相对齐的位置时,此时,由顶升机构55将托盘输送线52所输送来的托盘10连同该托盘10所承载的电池模组200一起向上顶起,从而使得夹具53与电池模组200中的连接片220相抵压,
即,连接片220被夹具53与顶升机构55所夹持,使得连接片220与电池210的极柱211被外锥套532b的下端部所包围,状态见图20所示;紧接着,由激光焊接头56在焊接机器人54的配合下将极柱211与由夹具53所抵压的连接片220自动焊接;当焊接完成后,由顶升机构55将托盘10放置于托盘输送线52上,由托盘输送线52将托盘10及承载焊接好的电池模组200一起输回托盘输送回流线20,故大大提高焊接效率。另,关于激光焊接机50的更具体结构,见下面描述:
52.如图14所示,焊接机器人54为六轴机器人,以使得焊接机器人54可做六轴的运动,从而使得焊接机器人54更灵活可靠地带动激光焊接头56做六轴运动,因而使得激光焊接头56更好地将连接片220与极柱211两者的焊接位置焊接在一起;当然,根据实际需要,焊接机器人54还可以为三轴机器人、四轴机器人或五轴机器人,以降低焊接机器人54的使用成本。
53.如图17至图19所示,夹具53包括夹具载板531及十六个沿机架51的上下方向穿置于夹具载板531中且呈阵列布置的保护气体导流嘴532,例如,在图17中,所有保护气体导流嘴532排成两行,使得每行各包含有八个保护气体导流嘴532,但不以此为限。保护气体导流嘴532包含各呈上大下小的内锥套532a和外锥套532b;外锥套532b装配于夹具载板531,由夹具载板531为外锥套532b提供支撑的作用及装配的场所;内锥套532a从上方并向下套装于外锥套532b中,由外锥套532b对内锥套532a提供支撑的作用及装配的场所,使得内锥套532a与外锥套532b固定在一起;外锥套532b向下凸出内锥套532a;内锥套532a与外锥套532b之间的间隙532c由上至下呈递减布置,即,间隙532c的上端大而间隙532c的下端小,较优的是,间隙532c由上至下呈逐渐地递减布置,以使间隙532c由上至下逐渐缩小;内锥套532a与外锥套532b之间的间隙532c还呈上端封闭而下端敞开的布置,以防止保护气体从间隙532c的上端流走,外锥套532b开设有与间隙532c之上端相连通的输入通道5321,用于与外界的保护气体供应装置对接,以确保外界的保护气体供应装置将保护气体从输入通道5321流入间隙532c的上端处;故借助保护气体导流嘴532的设置,当电池模组200被夹具53和顶升机构55所夹紧后,由外锥套532b的下端部压紧连接片220,并使得连接片220与极柱211两者的焊接位置被外锥套532b的下端部所包围,状态见图20所示;再借助内锥套532a与外锥套532b之间的间隙532c呈上大下小的布置,使得由外锥套532b的输入通道5321流入间隙532c内的保护气体先充满间隙532c的上方再往间隙532c的下方流动,延长保护气体的流动时间,一方面可减少保护气体的使用量,另一方面有效地防止连接片220与极柱211两者的焊接部位被氧化,从而提升了焊接质量。可理解的是,根据实际需要,保护气体导流嘴532的数量还可以为其它,故不以附图所示为限。
54.如图14所示,激光焊接机50还包括除尘机58,除尘机58位于焊接机器人54的旁边,例如但不限于图14所示的后侧旁边;夹具载板531的前侧和后侧各安装有与除尘机58相连通的抽尘吸头533,所有保护气体导流嘴532位于夹具载板531之前侧的抽尘吸头533与夹具载板531之后侧的抽尘吸头533之间,抽尘吸头533的吸风口53311位于内锥套532a的斜上方;以借助抽尘吸头533和除尘机58的配合,用于将焊接过程中产生的废气物吸走,以确保焊接的可靠性。具体地,在图15中,夹具载板531之前侧的抽尘吸头533和夹具载板531之后侧的抽尘吸头533各为两个,除尘机58连有主管体581,主管体581分支出左分管582和右分管583,夹具载板531之后侧的左角落安装有左中间阀591,夹具载板531之后侧的右角落安装有右中间阀592,夹具载板531之前侧的左角落安装有左尾阀593,夹具载板531之前侧的
右角落安装有右尾阀594,左分管582的末端与左中间阀591的输入端装配连接,左中间阀591的输出端分别与左中间管595和后方的左尾管596装配连接,后方的左尾管596与后方左侧的抽尘吸头533装配连接,左中间管595的前端与左尾阀593的输入端装配连接,左尾阀593的输出端与前方的左尾管596的一端装配连接,前方的左尾管596的另一端与前方左侧的抽尘吸头533装配连接,右分管583的末端与右中间阀592的输入端装配连接,右中间阀592的输出端分别与右中间管597和后方的右尾管598装配连接,后方的右尾管598与后方右侧的抽尘吸头533装配连接,右中间管597的前端与右尾阀594的输入端装配连接,右尾阀594的输出端与前方的右尾管598的一端装配连接,前方的右尾管598的另一端与前方右侧的抽尘吸头533装配连接,这样设计一方面达到布置合理和紧凑的目的,另一方面可以借助左中间阀591、右中间阀592、左尾阀593和右尾阀594的配合以实现每个抽尘吸头533单独工作,或者,实现多个或所有抽尘吸头533同时工作,故使得抽尘吸头533工作的灵活性更好。更具体地,在图17中,吸风口5331为矩形口,吸风口5331的长度方向沿夹具载板531的长度方向布置,这样可以减少抽尘吸头533数量的使用量,但不以此为限。
55.如图19和图20所示,内锥套532a之下端的外侧壁开设有一外倒角结构5322,外锥套532b之内侧壁对应的位置上设有匹配的内倒角结构5323,较优的是,内锥套532a邻近外倒角结构5322的位置与外锥套532b邻近内倒角结构5323的位置之间的间隙(见图19中放大图中的d1所指)小于外倒角结构5322与内倒角结构5323之间的间隙(见图19中放大图中的d1所指),这样设计的好处是:一方面改变保护气体的流动方向,另一方面使得进入间隙532c上端的保护气体由尺寸相对大的间隙532c之上端流向尺寸相对小的间隙532c之下端,再由尺寸相小的间隙532c之下端流向尺寸处于中间的间隙532c之尾端,有效地延长保护气体的流动时间而提高保护气体的利用效率。具体地,在图18至图20中,内锥套532a之上端的外侧壁向外延伸出一承托凸环台5324,外锥套532b之上端开设有匹配承托凸环台5324的环形腔5325,承托凸环台5324匹配地嵌入环形腔5325中,以使得内锥套532a借助承托凸环台5324和环形腔5325的配合而装配于外锥套532b中,并由承托凸环台5324封闭间隙532c之上端;较优的是,承托凸环台5324与外锥套532b两者在上方彼此平齐,以便于下面描述到的螺纹连接件532d将内锥套532a固定于外锥套532b处,从而便于内锥套532a与外锥套532b之间的装拆操作。更具体地,在图18至图20,保护气体导流嘴532还包含位于内锥套532a之侧旁的螺纹连接件532d,螺纹连接件532d沿夹具载板531的上下方向呈螺纹连接地穿置于外锥套532b,即,螺纹连接件532d穿置于外锥套532b并与外锥套532b螺纹连接,以通过旋拧螺纹连接件532d而达到将螺纹连接件532d装配于外锥套532b或从外锥套532b拆下;螺纹连接件532d还从上方抵压承托凸环台5324,从而使承托凸环台5324被夹于螺纹连接件532d与外锥套532b之间,进而达到使内锥套532a固定于外锥套532b处的目的。举例而言,螺纹连接件532d为螺钉,螺钉分别布置于内锥套532a的四周,以提高内锥套532a与外锥套532b之间的固定可靠性,但不以此为限。
56.如图18至图20所示,为使得外锥套532b的下端部与连接片220之间的接触具有缓冲的弹性,保护气体导流嘴532还包含各位于内锥套532a之侧旁的连接限位件532e及弹性件532f。连接限位件532e沿夹具载板531的上下方向穿置于外锥套532b与夹具载板531,以使得连接限位件532e与夹具载板531相对静止,外锥套532b可沿夹具载板531的上下方向于连接限位件532e上做限位的滑移;弹性件532f位于外锥套532b的上方并套装于连接限位件
532e,弹性件532f恒具有驱使外锥套532b连同内锥套532a一起滑移至使外锥套532b与夹具载板531相抵接位置的趋势,状态见图19所示。具体地,连接限位件532e件分别布置于内锥套532a的四周,每个连接限位件532e对应一个弹性件532f,以确保外锥套532b四个角落所受到的弹力一致,从而使得外锥套532b相对夹具载板531之间的缓冲伸缩更可靠。举例而言,弹性件532f为压缩弹簧,限位连接件532e为螺钉,螺钉的螺纹端与夹具载板531螺纹连接,但不以此为限;另,托盘输送线52为带输送线,但不以此为限。
57.与现有技术相比,借助多个用于承载电池模组200的托盘10、用于输送托盘10且使输送到位后的托盘10回流循环的托盘输送回流线20及沿托盘输送回流线20输送托盘10的方向在托盘输送回流线20上依次布置的贴底胶机30、焊前拍照测试机40、激光焊接机50、焊后拍照测试机60及多轴下料机器人70的配合,由托盘输送回流线20实现托盘10连同所承载的电池模组200一起向前输送,还将空的托盘10进行回流输送,以达到托盘10的循环利用目的;而在托盘10连同电池模组200一起向前输送的过程中,由贴底胶机30对电池模组200依次进行抱起、翻转预设角度、贴胶和放回的作动,实现贴完底胶的电池模组200连同托盘10一起放回到托盘输送回流线20,确保托盘10和电池模组200被托盘输送回流线20继续向前输送;由焊前拍照测试机40对电池模组200进行拍照和测试处理,由激光焊接机50对电池模组200中的搭接于相邻电池210之间的极柱211处的连接片220与该极柱211焊接,由焊后拍照测试机60对托盘输送回流线20所输送来的托盘10中的电池模组200进行拍照和测试处理,由多轴下料机器人70将托盘输送回流线20所输送来的托盘10中的电池模组200进行下料;以提高自动化水平和生产效率。
58.以上所揭露的仅为本发明的较佳实例而已,不能以此来限定本发明之权利范围,因此依本发明权利要求所作的等同变化,均属于本发明所涵盖的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。