1.本实用新型涉及新能源汽车电池罩盖技术领域,具体涉及一种电池罩盖的云母片压合系统。
背景技术:
2.近年来,随着新能源汽车的大力发展,致使新能源汽车电池总成不断在安全、能效领域进行技术突破。电池总成在汽车正常行驶过程中,会有一定量的电能转换成内能,致使电池总成的温度升高,对汽车上其他不耐高温的零件造成潜在威胁。在极端故障情况下,电池总成燃烧,此时能否有效阻断燃烧,为驾驶员和乘客在第一时间逃生争取机会显得尤为重要。这就要求构成电池总成关键部件之一的电池罩盖具有十分优越的隔热阻燃性能。
3.传统的电池罩盖通过片状模塑料热压成型,不具备隔热阻燃性能。通过将具有优越隔热阻燃性能的云母与传统的电池罩盖涂胶压合成一体,来提高电池罩盖的阻燃隔热性能,可使电池罩盖在安全性方面得到巨大提升,提高了车辆的使用寿命,保证了驾驶员和乘客的安全。
技术实现要素:
4.为了将云母片与传统的电池罩盖涂胶压合成一体,本实用新型提出了一种电池罩盖云母片压合系统。
5.本实用新型的具体技术方案如下:
6.一种电池罩盖云母片压合系统,包括下模具和上模具,下模具包括基座a,在基座a的相对两侧设置有多个直线轴承轴套,在两侧的直线轴承轴套间设置有两排云母片支撑块,在云母片支撑块上设置有负压吸盘;
7.两排云母片支撑块的其中一端设置有四个l形电池罩盖定位机构和两个电池罩盖夹紧机构,另一端设置有三个l形电池罩盖定位机构和一个电池罩盖夹紧机构;
8.上模具包括基座b,在基座b上与直线轴承轴套相对应的位置设置有可插入直线轴承轴套的直线轴承,在基座b上与云母片支撑块相对应的位置设置有与云母片支撑块数量相同的两排压合块;
9.基座a和基座b的四周边沿对应设置有数量相同的合模高度限位柱。
10.进一步地,两排云母片支撑块间设置有可拆卸的模具镶块。
11.进一步地,直线轴承轴套的外侧固定连接有长条状的锁模块,锁模块通过设置于端部的锁孔与设置于直线轴承底座上的螺孔相连接。
12.进一步地,云母片支撑块的x轴方向的两侧设置有x轴定位机构,y轴方向的一侧设置有y轴定位机构;
13.x轴定位机构包括位于云母片支撑块的x轴方向两侧的x轴挡片和驱动x轴挡片上下运动的x轴气缸;
14.y轴定位机构包括位于云母片支撑块的y轴方向一侧的y轴挡片和设置于云母片支
撑块下方的驱动y轴挡片的在y轴方向运动的第一y轴气缸,在第一y轴气缸的下方设置有驱动第一y轴气缸在z轴方向运动的第二y轴气缸;
15.x轴挡片和y轴挡片运动至最低位置时,位于云母片支撑块上表面的高度小于云母片的厚度。
16.进一步地,负压吸盘嵌入云母片支撑块的上表面。
17.进一步地,电池罩盖夹紧机构为与l形电池罩盖定位机构相配合实现夹紧功能的90度侧姿气缸。
18.进一步地,直线轴承轴套为四个,对称设置于基座a的相对两侧。
19.进一步地,设置于基座a上的合模高度限位柱为八个,在基座a的每个边沿设置两个。
20.进一步地,与y轴挡片相对一侧的云母片支撑块边沿设置有凸沿,凸沿位于云母片支撑块上表面的高度小于云母片的厚度。
21.本实用新型的有益效果是:
22.1、通过设置于基座a两侧的多个直线轴承轴套与基座b上的直线轴承相配合来确保合模过程中上下模具的相对位置,使合模过程更加精确;
23.2、通过在两排云母片支撑块间设置可拆卸的模具镶块,可以根据不同产品进行模具镶块的更换,使模具可以应用于不同产品;
24.3、通过设置x轴定位机构和y轴定位机构,使得云母片在云母片支撑块上更好地定位。
附图说明
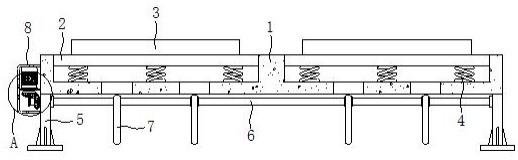
25.图1为电池罩盖云母片压合系统下模具示意图;
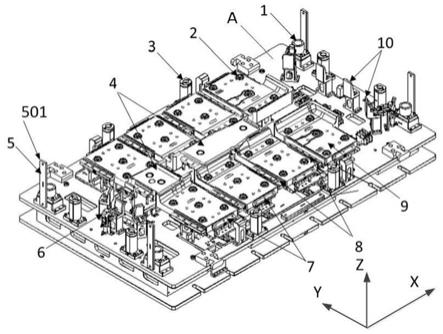
26.图2为电池罩盖云母片压合系统上模具示意图;
27.图3为x轴定位机构与云母片支撑块之间的结构关系示意图;
28.图4为y轴定位机构与云母片支撑块之间的结构关系示意图;
29.图5为电池罩盖定位机构与电池罩盖夹紧机构处于夹持状态时关系示意图;
30.图6为电池罩盖定位机构与电池罩盖夹紧机构处于释放状态时关系示意图。
31.其中:1、直线轴承轴套;2、负压吸盘;3、合模高度限位柱;4、模具镶块;5、锁模块;501、锁孔;6、电池罩盖夹紧机构;7、y轴向定位机构;701、y轴挡片;702、第一y轴气缸;703、第二y轴气缸;8、x轴定位机构;801、x轴挡片;802、x轴气缸;9、云母片支撑块;901、凸沿;10、电池罩盖定位机构;11、直线轴承;1101、直线轴承底座;1101a、螺孔;12、压合块。
具体实施方式
32.下面结合附图对本发明的技术方案进行具体描述。在本技术的描述中,需要理解的是,术语“上”、“下”、“左”、“右”、“前”、“后”等指示的方位或者位置关系为基于附图所示的方位或者位置关系。
33.在本发明的技术方案中,除非另有明确说明,术语“安装”、“设置”、“连接”、“固定”等术语应当做广义理解,可以根据其所处的具体技术方案被理解为固定连接或可拆卸连接等,本领域的普通技术人员可根据技术方案中所涉及的具体情况理解上述术语的具体含
义。
34.图1和图2所示的一种电池罩盖云母片压合系统,包括下模具和上模具,其中下模具包括用来安装各部件的基座a,在基座a的相对两侧,即图1中x轴方向的相对两侧分别设置有2个直线轴承轴套1,在两侧的直线轴承轴套1间设置有两排用来承载云母片的云母片支撑块9,此处的云母片支撑块9的形状可根据所承载云母片的形状进行设计,其数量和排列方式需要根据与之压合的电池罩盖的具体结构进行安排。
35.在云母片支撑块9上设置有用来吸附云母片的嵌入在云母片支撑块9上表面中的负压吸盘2。为了达到云母片较好的吸附效果,在云母片支撑块9的上表面设置了5个负压吸盘,其中4个负压吸盘设置于云母片支撑块9的四个顶角位置,另一个负压吸盘设置于云母片支撑块的中间位置,实现了云母片四个顶点和中间的五点吸附,使云母片可以紧贴模具。
36.在两排云母片支撑块9的其中一端,即图1中x轴的正向一侧设置有4个电池罩盖定位机构10和与最两端电池罩盖定位机构10相配合的2个电池罩盖夹紧机构6。在两排云母片支撑块9的另一端设置有3个电池罩盖定位机构和与中间位置的电池罩盖定位机构相配合的1个电池罩盖夹紧机构6。其中电池罩盖定位机构10为l形的固定于基座a上的挡块,其分布方式要根据与之接触的需要定位的电池罩盖的具体形状进行布置。电池罩盖夹紧机构6为90度侧姿气缸,l形的电池罩盖定位机构10与电池罩盖夹紧机构6相配合完成图5和图6所示的对电池罩盖的相应操作,当l形的电池罩盖定位机构10与电池罩盖夹紧机构6处于图5所示状态时,可以实现对电池罩盖的夹紧操作,当l形的电池罩盖定位机构10与电池罩盖夹紧机构6处于图6所示状态时,可以实现对电池罩盖的释放。此处所说的电池罩盖夹紧机构6采用的是现有技术中常用的90度侧姿气缸,对于90度侧姿气缸可选用90度齿轮翻转侧姿组气缸。
37.在使用时,将电池罩盖置于下模具中,电池罩盖夹紧机构6动作至图5所示状态,此时电池罩盖即可被电池罩盖夹紧机构6和电池罩盖定位机构10夹紧固定于下模具中。
38.上模具包括基座b,在基座b上与直线轴承轴套1相对应的位置设置有可插入直线轴承轴套1的直线轴承11,在基座b上与云母片支撑块9相对应的位置设置有与云母片支撑块9数量相同的两排压合块12,例如图1所示,在下模具的基座a上设置有8个云母片支撑块9,此8个云母片支撑块9分为两排,每排4个,因此在基座b上与云母片支撑块9相对应的位置各设置一个压合块12,也呈两排设置,每排4个压合块。基座a和基座b的四周边沿对应设置有数量相同的合模高度限位柱3,在云母片和电池罩盖置于下模具后,扣合上模具进行上模具和下模具的合模操作,直线轴承11插入直线轴承轴套1中以实现上下模具之间的定位,此时位于上模具和下模具的合模高度限位柱3相接触,使上模具和下模具之间保持一定的距离,为上模具和下模具间的电池罩盖留下充足的空间。为了使上模具和下模具在合模后各个方向均处于相同间距且二者间较为稳定,设置于基座a和基座b上的合模高度限位柱均为八个,且均分于每个基座的边沿,即在基座a和基座b的每个边沿均设置两个。
39.在上、下模具合模后,需要将上模具和下模具二者锁定,因此在下模具的直线轴承轴套1的外侧固定连接了长条状的锁模块5,在锁模块5的上端设置有锁孔501,在上模具的直线轴承11的底座1101的外侧设置有螺孔1101a。当上模具和下模具合模后,锁孔501可与螺孔1101a相对,此时通过螺栓即可实现上模具和下模具的间的锁定。
40.在具体使用时,由于云母片在物料存放架是多层叠放,每一层云母片相对于搬运
机器人的抓取夹具位置都会存一定的误差,因此若要对搬运机器人放置在下模具上的云母片进行精确定位,则需通过在下模具中设置辅助云母片定位的机构,此处可如图1、图3、图4所示的方式进行,在云母片支撑块9的x轴方向的两侧设置x轴定位机构8,y轴方向的一侧设置y轴定位机构7。其中,x轴定位机构8包括位于云母片支撑块9的x轴方向两侧的x轴挡片801和用来分别驱动两侧x轴挡片上下运动的两个x轴气缸802。y轴定位机构7包括位于云母片支撑块9的y轴方向一侧的y轴挡片701和设置于云母片支撑块9下方的用于驱动y轴挡片沿y轴正反方向动作的第一y轴气缸702,在第一y轴气缸702的下方设置有第二y轴气缸703,由第二y轴气缸703带动第一y轴气缸702和y轴挡片701上下运动。因此,参考图4,y轴挡片701实际上可进行上下和左右的两种运动。
41.为了不妨碍云母片支撑块9中的云母片与电池罩盖的粘贴,云母片x轴挡片801和y轴挡片701在运动至最低端时,其位于云母片支撑块9上表面的高度要小于云母片的厚度。另外,在与y轴挡片701相对一侧的y轴边沿设置有凸沿901,且凸沿901位于云母片支撑块9上表面的高度小于云母片的厚度,可以更好地将云母片支撑块9上的云母片进行定位。
42.为了实现一种压合系统可生产多款产品,且产品的切换过程简便,两排所述云母片支撑块9间设置有可拆卸的模具镶块4,该模具镶块4可以根据不同的产品需求进行位置的调整和更换。在将模具镶块4与基座a连接时,可以在基座a上设置一系列的销孔,然后在板状的模具镶块4的下方固定连接销轴,通过销轴和销孔将模具镶块4定位于基座a后,在通过螺栓完成二者的连接。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。