1.本发明涉及一种液体泵,该液体泵具有电机、由电机驱动的泵组件,以及其中布置有电机和泵组件的壳体。
背景技术:
2.液体泵被提供用于机动车辆的传动系中。例如,可以由液体泵提供冷却油流,可以用该冷却油流对变速器或离合器中的各种部件进行冷却或润滑。还可以提供的是,液体泵用于提供液压油流,该液压油流在致动器中被转换成致动力和致动行程。例如,离合器可以用所提供的液压油流进行切换。该泵还可以用于输送其他液体,例如用于电池冷却的冷却液、变速器油、润滑油、冷却油、发动机油、变压器油、绝缘油等。
3.这种液体泵以各种形式是已知的。它们可以呈单独的单元的形式,这些单独的单元然后经由管线连接到要供应的部件,或者它们也可以直接安装在另一个例如变速器壳体的部件,上。
4.在这种液体泵的常规结构中,壳体是多件形式的,其中在大多数情况下,一个壳体件用于泵组件,而一个壳体件用于电机。
5.已知设计的缺点是在泵的操作期间产生的力无法被最佳地吸收并且存在着长公差链。
技术实现要素:
6.本发明的目的是提供一种液体泵,其中产生的力被最佳地吸收并且其特点在于短公差链。
7.为了实现此目的,在前文所提到的类型的液体泵中提供的是,壳体呈具有基部和侧壁的一体式注塑成型罐的形式,其中泵组件抵靠在该基部上,并且电机被布置在该壳体的远离该基部的开口侧上。本发明基于如下基本构思:通过使用以一体式注塑成型的壳体来完全地消除将不同的壳体部件彼此安装的任何步骤,该壳体接纳该液体泵的部件。一方面,由于所有部件都从该壳体的一侧安装并且抵靠在该壳体的相应结构上,从而得到具有短公差链之非常简易的安装。因此,不必考虑在将不同的壳体件相互安装时可能出现的任何公差。另一方面,在该液体泵的操作期间所产生的力在该壳体内被均匀地吸收和传递。
8.优选地,该液体泵的进入开口和/或排出开口被布置在该壳体的基部中。在最简单的情况下,开口可以呈穿过该壳体的基部的通道的形式,使得当该液体泵以其基部被安装抵靠在另一部件上时直接获得与另一个部件的连接。通过将该进入开口和该排出开口不同地布置在该基部中,但另外以标准化方式生产该壳体,可以以低费用实现特定类型的连接接口。
9.密封结构,特别是密封槽或圆柱形表面优选地与该壳体的基部中的开口相关联。密封环可以被接纳在该密封槽中以便实现轴向密封,也就是说,对其中所产生的接触力在轴向方向上施加密封。还可以使用圆柱形表面,另一个部件的连接件接合到该圆柱形表面
中,或者该圆柱形表面本身构成连接件的外表面,其中,密封件抵靠在该圆柱形表面上,在这种情况下,在径向方向上施加密封力。
10.根据本发明的一个实施例,提供的是,该泵组件具有抵靠在该基部上的泵壳体。因此,该基部的内表面用作安装该液体泵时的参考平面,并且泵转子在该泵壳体内的轴向游隙仅基于该泵壳体和该转子的尺寸来确定,而不受该壳体的影响。
11.该泵壳体优选地在该液体泵的壳体中是对中的,使得在径向方向上也不产生公差链。
12.根据一个实施例,该泵壳体被固定地连接、特别是焊接或螺纹联接到该壳体。以此方式,在该液体泵的操作期间所产生的轴向力直接地消散于该壳体之中。
13.根据本发明的优选实施例,提供了分隔罐,该分隔罐在该电机的定子与转子之间延伸并且将液压侧,比如该液体泵的液压油侧,与干燥侧,比如电子器件侧,分离。该分隔罐确保液压油无法从该液体泵泄漏到该电子器件侧。
14.根据本发明的优选实施例,提供的是,该分隔罐具有连接到该壳体的法兰。因此,该分隔罐呈与该壳体分离的部件的形式,使得该分隔罐可以被配置为具有特别小的壁厚。该分隔罐可以特别地呈由塑料构成的薄壁注塑成型件的形式。
15.特别有利的是,该壁厚是在从0.2mm到0.4mm的范围内,特别是在0.3mm的数量级内。这在高效率方面是有利的,因为该分隔罐的壁厚增加了在该定子与该转子之间的气隙。该分隔罐的壁厚越小,该气隙可以越小。
16.该法兰被固定地连接、特别是焊接、粘结、螺栓联接或铆接到该壳体,从而确保了可靠的密封。此外,在操作期间所产生的力被直接吸收。
17.由此,该法兰抵靠在该泵壳体上,使得它同时用于将该泵壳体施加到该基部上。
18.根据该壳体的一种可替代的形式,该分隔罐由与该壳体以一体式形成的管座和被密封地连接到该管座的端面的分离盖形成。此形式也可以在该管座的区域中以非常高的精度和小的壁厚来注塑成型。
19.在壳体的远离该基部的开口侧上布置有印刷电路板,该印刷电路板与该定子一起通过灌封料封装在该壳体中。该灌封料从外部支撑该分隔罐,使得在操作期间产生的液压力可以易于地被吸收。另外,该灌封料具有良好的导热特性,使得所产生的热损失易于消散。
20.螺纹开口可以被集成到该壳体的基部中,以便将该液体泵安装在另一个部件上,并且直接在该壳体的基部的区域中产生有关可靠密封所期望的接触力。
21.根据在特定情况下的空间条件,螺纹开口也可以设置在该壳体中的不同位置处,也就是说,例如,在轴向方向上与该基部间隔开一半壳体,或者也可以设置在该壳体的开口侧上。
22.该液体泵的泵组件可以取决于特定要求(特别是所期望的输送压力和所期望的输送体积)适当地设计。对于用于在机动车辆的传动系中致动离合器的液体泵,齿轮泵、特别是旋转齿轮泵是特别合适的。
23.由该液体泵提供的压力可以是0.8巴(bar)的数量级以用于润滑剂供应,高达45巴(bar)以用于离合器的致动。
附图说明
24.下面将基于附图所展示的各种实施例对本发明进行描述。在这些附图中:
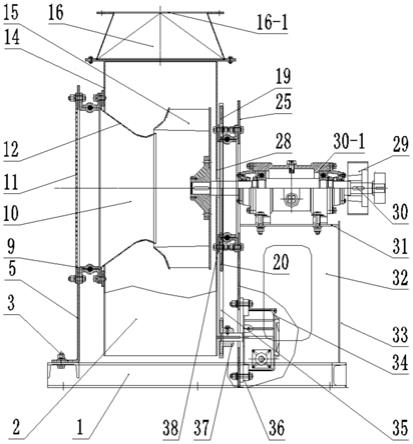
25.图1示出了根据本发明的第一实施例的液体泵的平面视图;
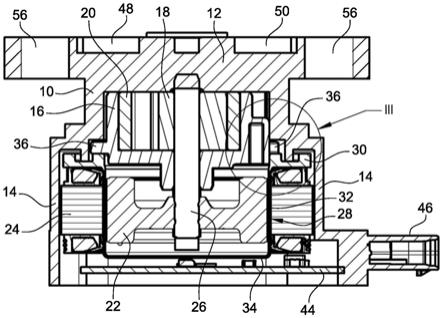
26.图2示出了沿图1中平面ii-ii的截面;
27.图3以放大的比例示出了图2中的细节iii;
28.图4示出了从图1中液体泵的下方观察的透视图;
29.图5示出了从图1中液体泵的下方观察的视图;
30.图6示出了沿图5中vi-vi平面的截面视图;
31.图7以放大的比例示出了图6中的细节vii;
32.图8示出了图1中液体泵的透视平面视图;
33.图9示出了从本发明的第二实施例的下方观察的透视图;
34.图10示出了根据第三实施例的液体泵的截面;
35.图11示出了根据第四实施例的液体泵的截面;
36.图12示出了根据第五实施例的液体泵的截面;
37.图13示出了根据第六实施例的液体泵的截面;
38.图14示出了根据第七实施例的液体泵的截面的一部分;
39.图15示出了根据第八实施例的液体泵的截面的一部分;
40.图16示出了根据第九实施例的液体泵的截面的一部分;
41.图17示出了根据第十实施例的液体泵的截面的一部分。
具体实施方式
42.图1至图8示出了液体泵的第一实施例。它用于为机动车辆的传动系提供液压油流。此流可以用于对传动系的部件进行润滑或冷却。液压油流也可以被提供以在致动器中转换成致动行程,例如以便使得离合器切换。
43.液体泵具有壳体10,该壳体是以一体式形成的并且具有罐形状,也就是说,具有基部12和侧壁14。壳体10是由塑料构成的注塑成型件。
44.如果需要更高的强度,则壳体10也可以由其他材料制成。一个示例是由铝合金构成的壳体,其至少在一些部分被机加工。
45.壳体10中布置有泵组件和电机。
46.泵组件具有泵壳体16和被接纳在泵壳体中的泵转子18。在此处示出的液体泵的实施例中,进一步存在外环20,该外环被可旋转地接纳在泵壳体16中。
47.在此处,液体泵是旋转齿轮泵类型的泵。原则上,其他类型的泵也是可能的。
48.电机具有转子22和定子24。定子24抵靠侧壁14静止地布置在壳体10中。转子22以旋转固定的方式连接到轴26,该轴可旋转地安装在泵壳体16的开口中。泵转子18以旋转固定的方式连接到轴26的位于泵壳体16内部的端部。
49.泵壳体16的尺寸使得泵转子18可以以必要的轴向游隙接纳在泵壳体中。
50.泵壳体16通过径向突出的对中凸耳17(特别参见图3)在壳体10的内部对中,对中凸耳抵靠于壳体10的内壁。为了避免可能由于注塑成型时的收缩问题导致的材料在那里堆积,对中凸耳是中空的。以此方式,还确保了在径向方向上的一定弹性,以辅助于对中。
51.设置有分隔罐28,其将泵的液压油侧与电子器件侧分隔开。在此处,分隔罐28具有法兰30、圆柱形截面的侧壁32、以及端壁34。
52.分隔罐28是由塑料构成的注塑成型件,其至少在侧壁32的在转子22与定子24之间延伸的区域中的壁厚具有0.3mm的数量级。
53.壳体10、泵壳体16和分隔罐28特别可以使用热塑性塑料和/或热固性塑料。特别合适的材料为ppa或pps。
54.泵组件和电机从壳体10的开口侧安装到该壳体的内部。泵壳体16由此抵靠在基部12的内侧上,并且分隔罐28的法兰30压在与泵壳体16以一体式形成的周向接触凸环36上。法兰30本身被焊接到壳体10,即焊接到在轴向方向上突出的焊接凸环38(具体参见图3)。
55.为了将泵壳体16在轴向方向上压靠在壳体10的基部12上,以将泵壳体16固定在壳体10中,并且同时确保在液压油侧与电子器件侧之间的可靠密封,分隔罐28的法兰30被焊接到壳体10的焊接凸环38上。为此,例如可以使用超声波焊接方法。
56.如图3中所示出的,法兰30具有槽40,焊接凸环38被定位在该槽中。部件相对于彼此在轴向方向上的尺寸使得法兰30经由接触凸环36将泵壳体16压靠在泵壳体10的基部12上,并且,在接触凸环36抵靠在壳体10的接触肩部42(图3中可见)上之前,使得法兰被可靠地焊接到焊接凸环38。
57.在安装液体泵时,将在其上安装有泵转子18和电机的转子22的泵壳体16插入到壳体10的内部。然后,使得分隔罐28的法兰30压靠在焊接凸环38上并在那里焊接。在此操作期间,焊接凸环38在轴向方向上被压缩,直到泵壳体16经由抵靠在分隔罐28的法兰30上的接触凸环36而以泵壳体的端面牢固地压靠在壳体10的基部12上。由此形成的焊接排出物可以毫无困难地被接纳在法兰30的槽40中。
58.在焊接状态下,由于在焊接凸环38与法兰30之间的焊接连接,泵的液压侧与电子器件侧可靠地分隔开,而无需在壳体上进一步密封。
59.在将法兰30焊接到焊接凸环38上时,原则上可以使用可以将两种可焊接的塑料连接在一起的任何合适的焊接方法。示例性的方法是激光焊接方法、超声波焊接方法、以及摩擦焊接方法。
60.一旦已经将分隔罐28焊接到壳体10上,就可以插入定子24,并且在定子上安装有印刷电路板44,电机的定子24的线圈从该印刷电路板开始电接触。
61.在图2中,还示出了用于与液体泵电接触的电连接器插头的插入通道46。
62.在已经安装印刷电路板之后,用灌封料来填充壳体在其中布置有定子24和印刷电路板44的区域。这一方面用作分隔罐28的机械支撑,另一方面用作消散定子24的热损失的材料。
63.在壳体10的基部12中还布置有进入开口48和排出开口50,它们在泵单元所在的区域中在壳体10的内部开口。例如,如在图6中所示出的,进入开口48和排出开口50在轴向方向上延伸穿过壳体10的基部12。
64.在图1至图8的实施例中,每个开口具有相关联的密封环52,密封环被布置在密封槽54中。
65.为了附接液体泵,多个螺纹开口56一体式地集成到壳体中。在所示出的示例性实施例中,这些螺纹开口被集成到基部12中,使得液体泵可以例如被直接地螺纹联接到变速
器壳体上。密封件52由此在轴向方向上抵靠变速器壳体进行密封,并且液体泵直接从变速器壳体中抽吸,而不需要单独的储存容器和相应的管线。
66.以此方式,用最少数量的密封件、即正好两个密封件,确保了防止液压油之不期望泄漏的可靠密封和高安全性。
67.图9示出了本发明的第二实施例。对于从第一实施例已知的部件使用相同的附图标记,并且在这方面参考上面的说明。
68.第二实施例与第一实施例之间的不同在于,在第二实施例中,使用单个密封件52来代替两个单独的密封件52,该单个密封件具有将进入开口48与排出开口50分隔开的分隔板53。
69.图10示出了液体泵的第三实施例。对于从前两个实施例已知的部件使用相同的附图标记,并且在这方面参考上面的说明。
70.第三实施例与前述实施例的不同在于,在第三实施例中,为进入开口48提供被布置在密封槽54中的轴向作用密封件,而为排出开口50提供圆柱形密封表面58从而形成径向密封。
71.图11示出了液体泵的第四实施例。对于从前述实施例中已知的部件使用相同的附图标记,并且在这方面参考上面的说明。
72.第四实施例与第三实施例之间的不同在于,在第四实施例中,进入开口48使用径向密封而不是轴向密封。为此,在与基部12以一体式形成的连接件60上形成有阶梯式圆柱形外表面59。
73.图12示出了液体泵的第五实施例。对于从前述实施例中已知的部件使用相同的附图标记,并且在这方面参考上面的说明。
74.第一实施例与第五实施例的不同在于,在第五实施例中,螺纹开口56并未被布置在基部12的水平处,而是在轴向方向上朝向壳体10的开口侧略微地向后设置。在所示出的示例性实施例中,螺纹开口56位于壳体10的大约一半高度处。
75.图13示出了液体泵的第六实施例。对于从前述实施例中已知的部件使用相同的附图标记,并且在这方面参考上面的说明。
76.第六实施例与第五实施例和第一实施例的不同在于,螺纹开口56现在被布置在壳体10的开口端的高度处。在进入开口48和排出开口50的区域中的密封仍然发生在轴向方向上,因为壳体10在轴向方向上从螺纹开口56的平面在朝向基部12的方向上被压靠在对向表面上。壳体10可以以筒的方式被插入到例如适当配置的接纳开口中并且可以被固定地螺纹连接在那里。
77.图14示出了液体泵的第七实施例。对于从前述实施例中已知的部件使用相同的附图标记,并且在这方面参考上面的说明。
78.第七实施例与前述实施例的不同在于,在第七实施例中,分隔罐28的法兰30被粘结至壳体10,更具体地粘结至接触肩部42。以此方式,泵壳体16在轴向方向上被固定在壳体10中。
79.图15示出了液体泵的第八实施例。对于从前述实施例中已知的部件使用相同的附图标记,并且在这方面参考上面的说明。
80.第八实施例与前述实施例的不同在于,在第八实施例中,分隔罐28的法兰30通过
螺纹联接(见螺纹61)而被密封地连接到壳体10。密封件可以由此被插入在与接触肩部42接触的区域中。
81.图16示出了液体泵的第九实施例。对于从前述实施例中已知的部件使用相同的附图标记,并且在这方面参考上面的说明。
82.第九实施例与前述实施例的不同在于,在第九实施例中,分隔罐28的法兰30被铆接或铆合到壳体10。通过示例的方式,在此处示出了塑料铆钉62,该铆钉通过热铆合变形,使得泵壳体16的法兰30被施加到壳体10的基部12的内侧。在此处也可以在法兰30与接触肩部42之间提供密封件,以便确保液密连接。
83.图17示出了液体泵的第十实施例。对于从前述实施例中已知的部件使用相同的附图标记,并且在这方面参考上面的说明。
84.第十实施例与前述实施例的不同在于,在第十实施例中,分隔罐28并非完全与壳体10分开地生产并且然后在安装期间被连接到该壳体,而是分隔罐的侧壁32呈与壳体10一体式形成的管座的形式。然后将分隔罐28的基部34安放在此管座的端面上,其中,基部34在此处呈分离盖的形式。它被密封地连接(例如焊接)到管座32的端面。
85.将具有泵的部件18、20和电机的转子22的泵壳体16插入到壳体10的内部,然后将分离盖34焊接至管座32。为了在轴向方向上固定这些部件,泵壳体16在基部12附近连接到壳体10。为此,可以使用示意性指示的轴向和/或径向作用的连接件70。例如,可以将泵壳体16螺纹联接到壳体10上。也可以将泵壳体16焊接在壳体10内部。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。