1.本发明属于激光焊接技术领域,具体涉及一种二维同轴补偿振镜追踪焊缝偏移的系统及纠偏方法。
背景技术:
2.在激光焊接技术领域,一般采用螺旋焊接方式实施焊缝焊接,其通过振镜电机驱动x、y镜片小角度、高速摆动形成的激光焦点光斑与移动的焊接工作台配合而实现螺旋焊接。运用此种焊接方式的焊接头结构复杂、研发成本高,且难以解决频繁改变扫描位置(激光焦点)与焊接位置(焊缝)之间的距离而引发的焊接效果不理想的问题。
3.现有技术中的补偿振镜追踪焊缝偏移的系统存在如下问题:都未能够实现固定焊接头与焊缝之间的相对位置,其通常由电机驱动振镜摆动。因此,急需设计一种二维同轴补偿振镜追踪焊缝偏移的系统及纠偏方法以解决上述技术问题。
技术实现要素:
4.本发明的目的在于提供一种二维同轴补偿振镜追踪焊缝偏移的系统及纠偏方法,旨在提供一种避免频繁移动焊接头与焊缝的相对位置以实现纠偏的二维同轴补偿振镜追踪焊缝偏移的系统及纠偏方法。
5.本发明是这样实现的,提供一种二维同轴补偿振镜追踪焊缝偏移的系统,所述补偿偏移的系统包括信息处理模块,用于设定预设运动轨迹,还用于将采集的振镜与焊缝偏移的实际图像转化为显示图像数据信息,并将显示图像数据信息通过参考预设运动轨迹以运算出焊缝宽度值信息和焊缝查找效果图信息;还包括人机交互模块,用于显示焊缝宽度值和焊缝查找效果图;和主控调度模块,用于根据焊缝宽度值信息控制振镜偏移以补偿偏移量。
6.优选的,所述信息处理模块包括ccd工业相机和算法运算元件,所述ccd工业相机用于采集振镜和焊缝偏移的实际图像信息;并将实际图像信息通过算法运算元件转化为像素图像信息和像素图像数据信息;以及将像素图像信息和像素图像数据信息运算为焊缝宽度信息和焊缝查找效果图信息。
7.优选的,所述实际图像信息包括有限个焊缝点信息,所述信息处理模块用于将有限个焊缝点信息运行为焊缝特征信息和焊缝特征数据信息;并将焊缝特征数据信息和焊缝特征数据信息运算为焊缝宽度值信息和焊缝查找效果图信息。
8.优选的,所述信息处理模块至少通过建立二维坐标轴以运算出焊缝宽度值信息。
9.优选的,所述信息处理模块至少通过边缘检测以运行出焊缝查找效果图信息。
10.优选的,所述算法运算元件将焊缝宽度信息和焊缝查找效果图信息信号传递到人机交互模块。
11.优选的,所述算法运算元件将焊缝宽度信息信号传递到主控调度模块。
12.优选的,所述主控调度模块包括振镜微调元件,所述主控调度模块根据焊缝宽度
信息控制振镜微调元件改变振镜相对于预设运动轨迹的偏差值。
13.所述振镜用于聚焦激光光束以形成激光焦点,所述振镜微调元件调控激光焦点相对于预设运动轨迹的偏差值以补偿焊缝与振镜的偏移量。
14.优选的,所述预设运动轨迹为激光头在焊接工件过程中的运动轨迹;
15.所述振镜用于聚焦激光光束以形成激光焦点,所述振镜微调元件调控激光焦点相对于预设运动轨迹的偏差值以补偿焊缝与振镜的偏移量。
16.优选的,信息处理模块运行出便于计算焊缝与振镜偏移量的二维坐标轴信息。
17.信息处理模块将实际焊缝特征信息运算为焊缝假想直线信息,并将预设运动轨迹信息运算为与x轴或y轴平行的轨迹假想直线信息,以及用焊缝假想直线信息和轨迹假想直线信息辅助二维坐标轴信息以运算出焊缝与振镜的偏移量。
18.在焊接头沿预设运动轨迹工作过程中,信息处理模块连续采集实际图像以运算为像素坐标数值信息,并在二维坐标轴内标定出激光焦点,以及沿激光焦点向x轴或y轴作垂线以得与该激光焦点对应的焊缝点,记为a(x0,y0)和b(x1,y1)。
19.信息处理模块将焊缝点的像素y轴坐标值y1或x轴坐标值x1与激光焦点的像素y轴坐标值y0或x轴坐标值x0作减法计算出δy或δx,得到焊缝与振镜的偏移量。
20.有益效果:本发明中的ccd工业相机与焊接头同轴设置,其避免了ccd工业相机占用额外的空间,且在一定程度上降低了研发成本;本发明还通过改变激光焦点相对于焊接头中心线上下偏差以纠偏振镜跟踪焊缝的偏移,其避免了频繁移动焊接头与焊缝之间的相对位置,从而解决了扫描位置与焊接位置之间距离的频繁变动引起的焊接效果不理想的问题。
附图说明
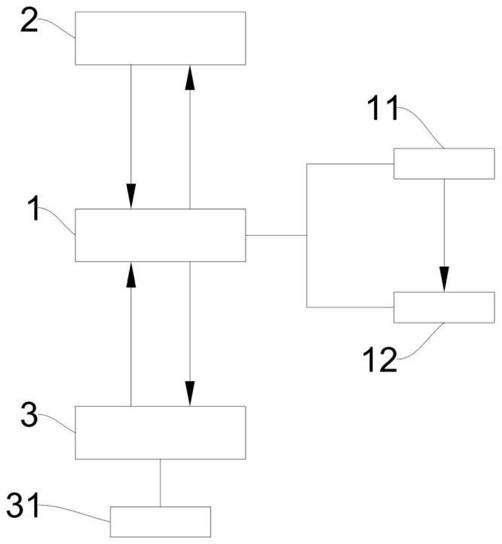
21.图1是本发明中各模块之间的关系示意图;
22.图2是本发明中ccd工业相机与激光光源和被焊工件之间的位置关系示意图;
23.图3是本发明中补偿偏移系统的纠偏步骤示意图;
24.图4是本发明中用于至少显现出焊缝查找效果图和焊缝宽度值的图像显示界面示意图。
25.附图标记:1-信息处理模块;11-ccd工业相机;12-算法运算元件;2-人机交互模块;3-主控调度模块;31-振镜微调元件;4-被焊工件;5-激光光源。
具体实施方式
26.为了使本发明要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。需要说明的是,尽管本文中以特定顺序描述了本发明中有关方法的步骤,但是这并非要求或者暗示必须按照该特定顺序来执行这些操作,或是必须执行全部所示的操作才能实现期望的结果,相反,本文中所描述的步骤可以改变执行顺序。附加地或备选地,可以省略某些步骤,将多个步骤合并为一个步骤执行,和/或将一个步骤分解为多个步骤执行。
27.实施例
28.本发明的目的在于通过偏移系统调整振镜相对于预设运动轨迹的偏差量以保证激光焦点始终处于焊缝上,从而实现振镜跟踪焊缝的纠偏。
29.参见图1所示,本实施例中,所述偏移系统包括信息处理模块1、人机交互模块2和主控调度模块3,所述信息处理模块1用于将实际图像信息运行为实际图像信息和像素图像数据信息,再通过所述信息处理模块1将像素图像数据信息运算为振镜与焊缝的偏移值信息。然后再通过所述信息处理模块1提出去焊缝特征信息,从而运算出焊缝宽度信息和焊缝查找效果图信息,并将实际图像数据值信息、焊缝宽度值信息和焊缝查找效果图信息通过信息信号传递到人机交互模块2,目的是为了通过人机交互模块显示出实际图像数据值、焊缝宽度值和焊缝查找效果图。所述信息处理模块1还用于将振镜与焊缝的偏移值信息通过信息信号传递到主控调控模块3,所述主控调控模块3用于控制振镜移动振镜与焊缝的偏移值,目的是为了在焊接头运动轨迹保持不变的前提下,通过控制振镜移动以实现纠偏。
30.本实施例中,所述信息处理模块1包括ccd工业相机11和算法运算元件12,所述ccd工业相机11安装在激光焊接头pfo上,目的是为了保证ccd工业相机11与激光焊接头pfo同轴设置,从而避免ccd工业相机11占用其他额外空间。
31.参见图1所示,本实施例中,完成所述ccd工业相机11安装后,通过人机交互模块2实施各部分参数配置。所述人机交互模块2用于根据被焊工件上焊缝的形状、大小和位置配置ccd工业相机11参数、焊接头上的激光参数与振镜参数和算法运算元件12的算法参数,以保证在焊缝落入ccd工业相机11的视野范围内,目的是为采集实际图像做前期准备。所述ccd工业相机11参数至少包括增益参数和曝光时间参数,调整增益参数和曝光时间参数的目的在于获取优质的实际图像。所述焊接头上的激光参数包括激光焦点位置参数、形状参数、速度参数和宽度参数,调整激光焦点位置参数、形状参数、速度参数和宽度参数的目的在于将激光焦点标定,进而便于通过改变振镜相对于预设轨迹的偏差值来对其实施纠偏。所述激光参数包括功率参数,调整其的目的在于满足焊接工件的工艺要求。
32.本实施例中,完成参数配置后,所述ccd工业相机11用于实时采集焊缝与振镜的实际图像,并将实际图像信息通过信息信号传递到算法运算元件12。其中所述实际图像的数量为多张,由于所述ccd工业相机11是在机械臂驱动焊接头焊接工件的过程中实施实际图像采集,且所述ccd工业相机11的位置保持固定不动,加之所述振镜用于聚焦激光光束以形成激光焦点,为了便于计算和观察振镜与焊缝之间的偏移量,所述振镜可以替换为激光焦点。综上所述,每张所述实际图像中均包括一个激光焦点,且多个所述激光焦点的位置各不相同。
33.参见图2所示,本实施例中,由于所述实际图像难以可视化的显现出振镜与焊缝的偏移量,为了便于观察,需要通过所述信息处理模块1将图像信息运算为实际图像数据信息,并通过所述人机交互模块2显示出来。参见图3所示,所述算法运算元件12通过实际图像信息运行出实际图形数据信息,所述实际图像信息是现实中通过ccd工业相机11拍摄的焊缝和激光焦点的图像信息,所述实际图形数据信息包括焊缝和激光焦点的图像数据信息。
34.本实施例中,所述算法运算元件12还用于通过图像数据信息运算出焊缝与振镜的偏移值信息并通过焊缝与振镜的偏移值信息提取出焊缝特征信息,以及通过焊缝特征信息运算出焊缝宽度值信息和焊缝查找效果图信息,所述算法运算元件12用于将实际图形数据信息、焊缝宽度值信息和焊缝查找效果图信息通过信息信号传递到人机交互模块2,目的是
为了便于人机交互模块2显现出实际图形数据值、焊缝宽度值和焊缝查找效果图。
35.本实施例中,在通过所述算法运算元件12将实际图像信息运算为实际图形数据信息、焊缝宽度值信息和焊缝查找效果图信息的过程中,需要将所述实际图像数据信息运算为显示图像数据信息,所述显示图像数据信息包括激光焦点的像素数据信息,所述激光焦点的像素数据信息用于辅助运算出激光焦点与焊缝之间的偏移量。
36.本实施例中,为了便于运算出激光焦点与焊缝之间的偏移量,假设有一个二维坐标轴,并在所述二维坐标轴上设定有用于表示焊接头沿焊缝延伸方向运动的预设运动轨迹,显而易见,所述预设运动轨迹与焊接头的中心线垂直,目的是为了避免在焊接工件过程中频繁调整焊接头与焊缝之间的位置关系以确保焊接焦点始终处于焊缝上。且可以看出,在二维坐标轴内具有与多个激光焦点一一对应的焊缝点,此焊缝点为激光焦点关于x轴或者y轴的垂线与焊缝相交线段的中点,遂可以将激光焦点与焊缝的偏移量用激光焦点与焊缝点的距离代替。由于激光焦点可以具有上下偏差,也就是激光焦点与焊接头关于预设运动轨迹的投影点之间的距离,遂可以通过改变激光焦点的偏差值以缩小激光焦点与焊缝点的距离,从而补偿振镜与焊缝的偏移量,进而在不移动焊接头与焊缝相对位置的前提下实施纠偏。
37.本实施例中,在运算激光焦点与焊缝点的距离过程中,在二维坐标轴中标定有激光焦点o,记为o(xo,yo)点,并判断焊接头的运动方向与x坐标轴平行或者垂直,当焊接头的运动方向与x坐标轴平行时,从o点作垂直于x坐标轴的垂线以找出焊缝点a,记为a(xa,ya)点,其中所述xo与xa相同,通过ya与yo做减法运算得出δy,所述δy即为激光焦点与焊缝点的距离,也就是振镜与焊缝的偏移量;当焊接头的运动方向与y坐标轴平行时,从o点作垂直于y坐标轴的垂线以找出焊缝点a,记为a(xa,ya)点,其中所述yo与ya相同,通过xa与xo做减法运算得出δx,所述δx即为激光焦点与焊缝点的距离,也就是振镜与焊缝的偏移量。所述算法运算模块12将振镜与焊缝的偏移量信息通过信息信号传递到主控调度模块3,目的是为了通过振镜与焊缝的偏移量辅助偏移系统实施纠偏。
38.参见图3和图4所示,本实施例中,所述算法运算模块12还用于将振镜与焊缝的偏移量信息提取出焊缝特征信息,所述算法运算模块12还用于通过焊缝特征信息运算出焊缝宽度信息和焊缝查找效果图信息,所述运算模块12还用于将实际图像数据信息、焊缝宽度信息和焊缝查找效果图信息通过信息信号传递到人机交互模块2。
39.本实施例中,参见图4所示,所述人机交互模块2包括图像显示界面,所述图像显示界面用于显示实际图像数据值、焊缝宽度值和焊缝查找效果图。在所述焊缝查找效果图中,所述焊缝特征为一根样条曲线,所述样条曲线由多个焊缝点拟合形成,其近似于一条直线。所述焊缝特征用于通过边缘检测来提取焊缝的轮廓信息,所述边缘检测可以提亮焊缝特征轮廓两边缘以外部分,遂在图像显示界面焊缝特征呈现为一条黑色直线,之后再将焊缝特征用绿色矩形框框选出来,即焊缝查找效果图图中所示。
40.本实施例中,通过振镜与焊缝的偏差量信息辅助主控调度模块3实施纠偏,所述主控调度模块3包括振镜微调元件31,所述主控调度模块3通过控制振镜微调元件31改变激光焦点相对于焊接头中心线的上下偏差值来补偿激光焦点相对于焊缝的偏移量,从而确保激光焦点始终处于焊缝上,也就是纠偏振镜与焊缝的偏移。所述激光焦点相对于焊接头的该变量为从振镜与焊缝的偏差量信息中获悉的偏差量。通过该方法实施纠偏,能够避免在焊
接工件过程中通过频繁移动激光焊接头来保证激光焦点与焊缝始终共线,在一定程度上提高了工件焊接效率。
41.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
