1.本技术涉及电池技术领域,具体而言,涉及一种电池单体、电池及用电设备。
背景技术:
2.在追求节能减排的大环境下,电池广泛应用于手机、电脑、电动汽车等用电设备,为用电设备提供电能,电池的使用寿命和安全性对用电设备的使用性能极为重要。
技术实现要素:
3.本技术旨在提供一种电池单体、电池及用电设备,以提高电池的使用寿命和安全性。
4.本技术的实施例是这样实现的:
5.第一方面,本技术实施例提供一种电池单体,其包括:外壳,包括壁部;电极端子,所述电极端子设置于所述壁部,所述电极端子具有沿其轴向贯穿的注液孔,所述注液孔包括第一孔段和第二孔段,所述第二孔段比所述第一孔段更靠近所述电池单体的内部,所述第二孔段的孔径小于所述第一孔段的孔径;以及密封件,所述密封件用于密封所述注液孔,所述密封件包括本体和限位凸部,所述本体与所述第一孔段密封配合,所述本体包括沿所述轴向相对的第一表面和第二表面,所述第一表面朝向所述电池单体内部,所述第二表面背离所述电池单体内部,所述限位凸部形成于所述第一表面并与所述第二孔段配合。
6.本技术的技术方案中,本体和限位凸部连接为一体以构成密封件,在第二孔段的内壁的阻挡下,限位凸部不容易移位或发生倾斜,从而使得本体也不容易倾斜和移位,保证本体与第一孔段密封配合,从而提高注液孔的密封性,缓解电池单体漏液的问题,实现提高电池单体的使用寿命和安全性。
7.在本技术的一种实施例中,所述本体还包括连接所述第一表面和所述第二表面的外周面,所述外周面与所述第一孔段的孔壁焊接。
8.在上述技术方案中,密封件和电极端子采用焊接的方式连接,加工速度快,能够提高生产效率。
9.在本技术的一种实施例中,所述第二表面包括中心区域和边缘区域,所述中心区域用于与汇流部件连接,所述第二表面上设置有第一凹槽,所述第一凹槽环绕所述中心区域的外周设置,所述边缘区域环绕所述第一凹槽的外周设置。
10.在上述技术方案中,密封件不仅用于密封注液孔,还用于实现电极端子和汇流部件的电连接,通过在第二表面的中心区域和边缘区域之间设置第一凹槽,边缘区域连接本体的第一外周面,第一凹槽将中心区域和边缘区域隔离开,第一凹槽用于释放第一外周面和第一孔段的内壁的焊接应力,以免中心区域变形,能够保证中心区域平整,平整的中心区域和汇流部件焊接时不容易出现虚焊现象,能够保证电极端子和汇流部件过流稳定。
11.另一方面,通过将第二表面的中心区域配置为用于连接汇流部件,可减小电极端子原本用于连接汇流部件的部位(即电极端子的背离电池单体的一面)的面积,使得注液孔
的孔径能够被设置得较大,从而有效提高注液效率。
12.在本技术的一种实施例中,所述限位凸部沿所述轴向在所述第二表面上的投影位于所述中心区域内。
13.在上述技术方案中,通过将限位凸起的位置设置为与中心区域的位置对应,加强了中心区域的结构强度,进一步起到防止中心区域变形的作用。
14.在本技术的一种实施例中,所述边缘区域相对于所述中心区域沿所述轴向朝向所述电池单体内部凹陷。
15.在上述技术方案中,通过将本体的边缘区域设置为相对相邻的中心区域凹陷,防止焊缝沿轴向高出中心区域,起到保护焊缝的作用,还避免凸起的焊缝干涉汇流部件,以免影响汇流部件和中心区域连接。
16.在本技术的一种实施例中,所述电极端子包括第一端面,所述第一端面垂直于所述轴向且背离所述电池单体内部,所述中心区域与所述第一端面齐平。
17.在上述技术方案中,密封件不额外占用电池单体以外的空间,且密封件的中心区域也不低于第一端面,有利于中心区域与汇流部件的表面相贴合,保证中心区域和汇流部件连接稳定可靠,提高过流能力。
18.在本技术的一种实施例中,所述外周面为沿所述轴向且朝着靠近所述电池单体内部的方向直径逐渐减小的第一圆锥面,所述第一孔段的孔壁为与所述第一圆锥面相匹配的第二圆锥面。
19.在上述技术方案中,通过将本体的外周面和第一孔段的孔壁均设置为圆锥面,圆锥面具有引导密封件进入注液孔的作用,便于装配;在激光焊接时,第二圆锥面还能够遮挡和反射沿轴向传播的激光,以缓解激光通过密封件和注液孔之间的间隙进入电池单体内部的问题,避免烧伤电池单体内部的功能部件。
20.在本技术的一种实施例中,所述第二表面的中心设置有第二凹槽。
21.在上述技术方案中,第二凹槽可作为焊接设备的支撑位置或标记位置,焊接设备以第二凹槽为支点或圆心使其焊头沿边缘区域的外环转动一圈,即可完成本体和电极端子的焊接,焊接方便。
22.在本技术的一种实施例中,所述第二凹槽为半球形。
23.在上述技术方案中,第二凹槽的内壁为球面,当第二凹槽作为焊接设备的支撑位置时,有利于焊接设备在第二凹槽内转动,保证焊接操作顺畅,进一步方便焊接。
24.在本技术的一种实施例中,所述注液孔还包括第三孔段,所述第三孔段比所述第二孔段更靠近所述电池单体的内部,所述第三孔段的孔径小于所述第二孔段的孔径,所述限位凸部覆盖所述第三孔段。
25.在上述技术方案中,通过设置第三孔段,当电解液从第三孔段溢出时,第二孔段可容纳溢出的电解液,电解液不容易溢出至第一孔段,有效缓解电解液腐蚀焊缝,提高密封效果。
26.在本技术的一种实施例中,所述限位凸部包括第三表面,所述第三表面为所述限位凸部沿所述轴向面向所述电池单体内部的一面;所述第二孔段的孔壁和所述第三孔段的孔壁之间形成过渡连接面,所述过渡连接面与所述第三表面相对并具有间隙。
27.在上述技术方案中,通过在第三表面和过渡连接面之间设置间隙,容许限位凸部
在轴向上的长度与第二孔段的长度具有一定的制造公差,防止过定位,以保证本体的外周面和第一孔段的孔壁贴合,并保证本体的第一表面能够与台阶面贴合,从而提高本体和电极端子之间的密封性。
28.在本技术的一种实施例中,所述电池单体还包括电极组件,所述电极组件面向所述壁部的一端形成有第一极耳;所述过渡连接面包括相连的主体区和焊接区,所述焊接区用于与所述第一极耳焊接,所述主体区连接所述第二孔段的孔壁,所述焊接区连接所述第三孔段的孔壁,所述主体区与所述第三表面之间具有第一间隙,所述焊接区与所述第三表面之间具有第二间隙,所述第二间隙大于所述第一间隙。
29.在上述技术方案中,焊接区相对于主体区沿轴向朝向电池单体内部凹陷,使得焊接区进一步远离限位凸起的第三表面,以使焊接区形成的焊缝避让限位凸起,以免影响密封件定位精度,保证密封件的密封性能。
30.第二方面,本技术实施例提供一种电池,电池包括前述的电池单体。
31.本技术实施例提供的电池,其电池单体的密封性较好,不容易漏液,电池的使用寿命和安全性较高。
32.第三方面,本技术实施例提供一种用电设备,用电设备包括前述的电池。
33.本技术提供的用电设备的电池的使用寿命和安全性较高,用电设备耐久性好,使用安全。
附图说明
34.为了更清楚地说明本技术实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本技术的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
35.图1为本技术一实施例提供的车辆的示意图;
36.图2为本技术一实施例提供的电池的分解图;
37.图3为本技术一实施例提供的电池单体的外部结构示意图;
38.图4为本技术一实施例提供的电池单体的俯视图;
39.图5为本技术一实施例提供的电池单体的内部结构示意图;
40.图6为图5的局部放大图;
41.图7为本技术一实施例提供电极端子和密封件的分解图;
42.图8为本技术一实施例提供的电池单体的分解图;
43.图9为本技术一实施例提供的电池单体的制造方法的流程示意图;
44.图10为本技术一实施例提供的电池单体的制造设备的示意性框图。
45.图标:1000-车辆;100-电池;200-马达;300-控制器;101-箱体;1011-第一箱体部;1012-第二箱体部;102-电池单体;1-外壳;11-底壁;12-侧壁;13-端盖;2-电极端子;21-第一端面;22-第二端面;23-注液孔;231-第一孔段;232-第二孔段;233-第三孔段;234-台阶面;235-过渡连接面;2351-主体区;2352-焊接区;2361-第一间隙;2362-第二间隙;3-密封件;31-本体;311-第一表面;312-第二表面;3121-中心区域;3122-边缘区域;3123-第一凹槽;3124-第二凹槽;313-第一外周面;32-限位凸部;321-第三表面;322-第二外周面;4-电
极组件;41-第一极耳;42-第二极耳;5-第一转接件;6-第二转接件;7-制造设备;71-第一提供装置;72-第二提供装置;73-第三提供装置;74-组装装置;p-轴向;r-径向。
具体实施方式
46.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
47.除非另有定义,本技术所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同;本技术中在申请的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本技术;本技术的说明书和权利要求书及上述附图说明中的术语“包括”和“具有”以及它们的任何变形,意图在于覆盖不排他的包含。本技术的说明书和权利要求书或上述附图中的术语“第一”、“第二”等是用于区别不同对象,而不是用于描述特定顺序或主次关系。
48.在本技术中提及“实施例”意味着,结合实施例描述的特定特征、结构或特性可以包含在本技术的至少一个实施例中。在说明书中的各个位置出现该短语并不一定均是指相同的实施例,也不是与其它实施例互斥的独立的或备选的实施例。
49.在本技术的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“附接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
50.本技术中术语“和/或”,仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:存在a,同时存在a和b,存在b这三种情况。另外,本技术中字符“/”,一般表示前后关联对象是一种“或”的关系。
51.在本技术的实施例中,相同的附图标记表示相同的部件,并且为了简洁,在不同实施例中,省略对相同部件的详细说明。应理解,附图示出的本技术实施例中的各种部件的厚度、长宽等尺寸,以及集成装置的整体厚度、长宽等尺寸仅为示例性说明,而不应对本技术构成任何限定。
52.本技术中出现的“多个”指的是两个以上(包括两个)。
53.本技术中,电池单体可以包括锂离子二次电池单体、锂离子一次电池单体、锂硫电池单体、钠锂离子电池单体、钠离子电池单体或镁离子电池单体等,本技术实施例对此并不限定。
54.本技术的实施例所提到的电池是指包括一个或多个电池单体以提供更高的电压和容量的单一的物理模块。例如,本技术中所提到的电池可以包括电池模块或电池包等。电池一般包括用于封装一个或多个电池单体的箱体。箱体可以避免液体或其他异物影响电池单体的充电或放电。
55.电池单体包括电极组件和电解质,电极组件包括正极极片、负极极片和隔离件。电池单体主要依靠金属离子在正极极片和负极极片之间移动来工作。正极极片包括正极集流体和正极活性物质层,正极活性物质层涂覆于正极集流体的表面;正极集流体包括正极集
流部和正极极耳,正极集流部涂覆有正极活性物质层,正极极耳未涂覆正极活性物质层。以锂离子电池为例,正极集流体的材料可以为铝,正极活性物质层包括正极活性物质,正极活性物质可以为钴酸锂、磷酸铁锂、三元锂或锰酸锂等。负极极片包括负极集流体和负极活性物质层,负极活性物质层涂覆于负极集流体的表面;负极集流体包括负极集流部和负极极耳,负极集流部涂覆有负极活性物质层,负极极耳未涂覆负极活性物质层。负极集流体的材料可以为铜,负极活性物质层包括负极活性物质,负极活性物质可以为碳或硅等。隔离件的材质可以为pp(polypropylene,聚丙烯)或pe(polyethylene,聚乙烯)等。
56.电池单体还包括用于容纳电极组件的外壳,及电极端子,电极端子安装于外壳,电极端子用于电连接到电极组件,以实现电极组件的充放电。
57.电池单体还设有注液孔,注液孔连通电池单体的内部和外部,用于从外部向内部注入电解液。当电极组件、电极端子和壳体组装后,通过注液孔向外壳内注入电解液,待首次充放电后(即化成后),使用密封件封闭注液孔。
58.注液孔常设置在外壳上,注液完成后通过拉铆的方式将密封件(如密封钉)设置于外壳以密封注液孔。拉铆时外壳容易受到应力而变形,导致注液孔处密封性降低而漏液。为避免外壳变形,也有在注液孔内设置片状结构的密封件的密封方式,然而片状结构的密封件容易倾斜而翘起或偏移,导致注液孔处密封性降低而漏液。而电池单体漏液将严重降低电池的使用寿命和安全性。
59.为解决电池单体漏液的问题,提高电池单体的使用寿命和安全性,本技术提供一种方案:将注液孔设置于电极端子,注液孔沿电极端子的轴向p贯穿,密封件连接于电极端子以密封注液孔,电极端子的轴向方向厚度较大、强度较高,不容易变形,不容易影响密封性;同时,注液孔被配置为包括第一孔段和第二孔段,第二孔段比第一孔段更靠近电池单体的内部,第二孔段的孔径小于第一孔段的孔径,密封件被配置为包括本体和限位凸部,其中本体与第一孔段密封配合,限位凸部形成于本体朝向电池单体内部的一面,通过限位凸部和第二孔段配合,以防止本体倾斜,保证本体的外周面和第二孔段的孔壁贴合,从而提高注液孔处的密封性,缓解电池单体漏液的问题,实现提高电池单体的使用寿命和安全性。
60.本技术实施例描述的技术方案适用于电池以及使用电池的用电设备。
61.用电设备可以是车辆、手机、便携式设备、笔记本电脑、轮船、航天器、电动玩具和电动工具等等。车辆可以是燃油汽车、燃气汽车或新能源汽车,新能源汽车可以是纯电动汽车、混合动力汽车或增程式汽车等;航天器包括飞机、火箭、航天飞机和宇宙飞船等等;电动玩具包括固定式或移动式的电动玩具,例如,游戏机、电动汽车玩具、电动轮船玩具和电动飞机玩具等等;电动工具包括金属切削电动工具、研磨电动工具、装配电动工具和铁道用电动工具,例如,电钻、电动砂轮机、电动扳手、电动螺丝刀、电锤、冲击电钻、混凝土振动器和电刨等等。本技术实施例对上述用电设备不做特殊限制。
62.以下实施例为了方便说明,以用电设备为车辆1000为例进行说明。
63.车辆1000可以为燃油汽车、燃气汽车或新能源汽车,新能源汽车可以是纯电动汽车、混合动力汽车或增程式汽车等。如图1所示,车辆1000的内部可以设置电池100、控制器300以及马达200,控制器300用来控制电池100为马达200的供电。例如,在车辆1000的底部或车头或车尾可以设置电池100。电池100可以用于车辆1000的供电,例如,电池100可以作为车辆1000的操作电源,用于车辆1000的电路系统,例如,用于车辆1000的启动、导航和运
行时的工作用电需求。在本技术的另一实施例中,电池100不仅仅可以作为车辆1000的操作电源,还可以作为车辆1000的驱动电源,替代或部分地替代燃油或天然气为车辆1000提供驱动动力。
64.为了满足不同的使用电力需求,如图2所示,电池100可以包括多个电池单体102,其中,多个电池单体102之间串联或并联或混联,混联是指串联和并联的混合。电池100也可以称为电池100包。可选地,多个电池单体102可以先串联、并联或混联组成电池模块,多个电池模块再串联或并联或混联组成电池100。也就是说,多个电池单体102可以直接组成电池100,也可以先组成电池模块,电池模块再组成电池100。
65.电池100还可以包括箱体101(或称罩体),箱体101内部为中空结构,多个电池单体102容纳于箱体101内。箱体101可以包括两个用于容纳的部分(可参照图2),这里分别称为第一箱体部1011和第二箱体部1012,第一箱体部1011和第二箱体部1012扣合在一起。第一箱体部1011和第二箱体部1012的形状可以根据多个电池单体102组合的形状而定,第一箱体部1011和第二箱体部1012可以均具有一个开口。例如,第一箱体部1011和第二箱体部1012均可以为中空长方体且各自只有一个面为开口面,第一箱体部1011的开口和第二箱体部1012的开口相对设置,并且第一箱体部1011和第二箱体部1012相互扣合形成具有封闭腔室的箱体101。第一箱体部1011和第二箱体部1012中,也可以一者为具有开口的长方体,另一者为盖板结构以封闭长方体的开口。多个电池单体102相互并联或串联或混联组合后置于第一箱体部1011和第二箱体部1012扣合后形成的箱体101内。
66.下面针对任意一个电池单体102进行详细描述,如图3、图4和图5所示,电池单体102包括外壳1、电极端子2和密封件3,外壳1包括壁部,电极端子2设置于壁部,如图6和图7所示,电极端子2具有沿其轴向p贯穿的注液孔23,注液孔23包括第一孔段231和第二孔段232,第二孔段232比第一孔段231更靠近电池单体102的内部,第二孔段232的孔径小于第一孔段231的孔径;密封件3用于密封注液孔23,密封件3包括本体31和限位凸部32,本体31与第一孔段231密封配合,本体31包括沿轴向p相对的第一表面311和第二表面312,第一表面311朝向电池单体102内部,第二表面312背离电池单体102内部,限位凸部32形成于第一表面311并与第二孔段232配合。
67.外壳1的内部形成用于容纳电极组件4的空间。外壳1的形状可根据电极组件4的具体形状来确定。比如,若电极组件4为圆柱体结构,则外壳1可选用为圆柱体壳体;若电极组件4为长方体结构,则外壳1可选用长方体壳体。示例性地,电极组件4和外壳1均为圆柱体。
68.外壳1包括壳体和端盖13,壳体包括侧壁12和底壁11,侧壁12围设在底壁11的周围,侧壁12的一端与底壁11连接,侧壁12的另一端围成与底壁11相对的开口,端盖13覆盖开口以形成封闭的空间,该封闭的空间即为用于容纳电极组件4的空间。其中,壁部为底壁11或端盖13。本技术说明书附图中示出了壁部为底壁11的实施例,在其他实施例中,壁部也可以为端盖13。
69.在一些实施例中,壁部上设置电极引出孔,电极端子2穿设于电极引出孔,并通过弹性密封件3填充电极端子2的外周面和通孔的内壁之间的间隙,以实现密封。可选地,弹性密封件3采用绝缘的弹性高分子材料制成,以实现壁部和电极端子2绝缘。在另一些实施例中,也可以加厚壁部的局部区域以形成电极端子2。
70.电极端子2的轴向p垂直于壁部,电极端子2在其轴向p上具有第一端和第二端,第
一端具有第一端面21,第二端具有第二端面22,第一端面21和第二端面22沿轴向p相对,其中,第一端伸出外壳1,以使得第一端面21背离电池单体102的内部,第二端位于外壳1内,以使得第二端面22朝向电池单体102的内部。
71.注液孔23从电极端子2的第一端延伸至第二端,并分别贯穿第一端面21和第二端面22,以实现电池单体102的内部和外部连通。注液孔23为阶梯型孔,其中包括第一孔段231和第二孔段232,第一孔段231的孔径相对较大,第二孔段232的孔径相对较小,第一孔段231的孔壁和第二孔段232的孔壁通过台阶面234相连,台阶面234背离电池单体102的内部。
72.密封件3包括本体31和限位凸部32,本体31用于连接电极端子2以密封注液孔23,限位凸部32用于防止本体31翘起或移位。
73.本体31的外表面包括第一表面311、第二表面312和第一外周面313,第一表面311和第二表面312沿轴向p相对,第一表面311朝向电池单体102内部,第二表面312背离电池单体102内部,换言之,第二表面312为本体31暴露在电池单体102外部的一面,第一外周面313连接围绕本体31自身的中心轴线并连接第一表面311和第二表面312。本体31的中心轴线沿轴向p延伸。本体31的第一外周面313与第一孔段231的孔壁贴合并连接,以实现密封。
[0074]“限位凸部32形成于第一表面311”是指限位凸部32从第一表面311沿轴向p朝向电池单体102内部凸起。限位凸部32包括第二外周面322和第三表面321,第三表面321背离本体31的第一表面311并朝向电池单体102内部,第二外周面322连接第三表面321和本体31的第一表面311。
[0075]
限位凸部32延伸至第二孔段232,以实现与第二孔段232配合,限位凸部32与第二孔段232可以是过盈配合或间隙配合。也就是说,限位凸部32的第二外周面322和第二孔段232的孔壁之间可以完全贴合,也可以具有间隙。
[0076]
当限位凸部32的第二外周面322和第二孔段232的孔壁完全贴合时,限位凸部32也具有一定的密封作用,以免电解液进入第二孔段232,提高密封性,进一步缓解电解液漏液的问题。
[0077]
当限位凸部32的第二外周面322与第二孔段232的孔壁之间具有间隙时,起到便于限位凸部32进入第二孔段232的作用,容许第二孔段232的孔径和限位凸部32的直径具有一定的制造公差,还容许限位凸部32的进入第二孔段232的方向可以相对轴向p略微倾斜,即使略微倾斜也不容易卡住,能够在重力作用下回到与第二孔段232同轴的状态。
[0078]
本技术实施例中,本体31和限位凸部32连接为一体以构成密封件3,在第二孔段232的内壁的阻挡下,限位凸部32和本体31不能够沿径向r移出注液孔23(即不容易移位),限位凸部32也不容易发生倾斜,从而使得本体31也不容易倾斜,有效防止本体31翘起,保证本体31的外周面和第一孔段231的孔壁贴合,从而提高注液孔23的密封性,缓解电池单体102漏液的问题,实现提高电池单体102的使用寿命和安全性。
[0079]
需要说明的是,本技术所说的轴向p是指电极端子2的中心轴线的延伸方向,本技术所说的径向r是指垂直于电极端子2的中心轴线的方向。本实施例中,注液孔23同轴开设于电极端子2,也即注液孔23位于电极端子2的轴心,在其他实施例中,注液孔23也可以不在电极端子2的轴心,仅是注液孔23的延伸方向平行于电极端子2的轴向p。
[0080]
本实施例中,本体31和限位凸部32为同轴设置,且密封件3和电极端子2、注液孔23均同轴。
[0081]
本体31和电极端子2的连接方式有多种,例如粘接、焊接等。示例性地,在本体31的第一外周面313和第一孔段231的孔壁之间设置导电胶粘结。
[0082]
根据本技术的一些实施例,本体31的第一外周面313和第一孔段231的孔壁焊接。
[0083]
焊接方式有多种,例如穿透焊、热熔焊、对缝焊等。示例性地,将密封件3设置于注液孔23内,使本体31的第一外周面313与第一孔段231的孔壁贴合,并在贴合界面对缝焊接。
[0084]
焊接的方式具有加工速度快的特点,能够提高生产效率。
[0085]
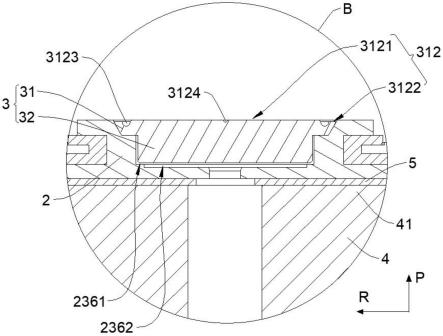
根据本技术的一些实施例,第二表面312包括中心区域3121和边缘区域3122,中心区域3121用于与汇流部件连接,第二表面312上设置有第一凹槽3123,第一凹槽3123环绕中心区域3121的外周设置,边缘区域3122环绕第一凹槽3123的外周设置。
[0086]
汇流部件是电池100的用于实现多个电池单体102之间的电连接(例如并联或串联或混联)的部件。具体地,汇流部件可通过连接电池单体102的电极端子2实现电池单体102之间的电连接。
[0087]
在上述方案中,密封件3不仅作为密封注液孔23的部件,还用于实现电极端子2和汇流部件的电连接,通过在第二表面312的中心区域3121和边缘区域3122之间设置第一凹槽3123,边缘区域3122连接本体31的第一外周面313,第一凹槽3123将中心区域3121和边缘区域3122隔离开,第一凹槽3123用于释放第一外周面313和第一孔段231的内壁的焊接应力,以免中心区域3121变形,保证中心区域3121平整,中心区域3121和汇流部件焊接时不容易出现虚焊现象,进而保证中心区域3121和汇流部件连接稳定可靠,过流能力好。
[0088]
另一方面,通过将第二表面312的中心区域3121配置为用于连接汇流部件,可减小电极端子2的第一端面21的面积,因此可将注液孔23的孔径设置得较大,从而有效提高注液效率。
[0089]
根据本技术的一些实施例,限位凸部32沿轴向p在第二表面312上的投影位于中心区域3121内。
[0090]
限位凸起的位置与中心区域3121的位置对应,加强了中心区域3121的结构强度,进一步起到防止中心区域3121变形的作用。
[0091]
根据本技术的一些实施例,边缘区域3122相对于中心区域3121沿轴向p朝向电池单体102内部凹陷。
[0092]
通过将本体31的边缘区域3122设置为相对相邻的中心区域3121凹陷,该凹陷能够容纳本体31和电极端子2之间的焊缝,防止焊缝沿轴向p高出中心区域3121,起到保护焊缝的作用,还避免凸起的焊缝干涉汇流部件,以免影响汇流部件和中心区域3121连接。
[0093]
根据本技术的一些实施例,电极端子2的第一端面21垂直于轴向p且背离电池单体102内部,中心区域3121与第一端面21齐平。
[0094]
通过将中心区域3121设置为第一端面21齐平,中心区域3121不沿轴向p高出第一端面21,不额外占用电池单体102以外的空间,且中心区域3121也不低于第一端面21,有利于中心区域3121与汇流部件的表面相贴合,保证中心区域3121和汇流部件连接稳定可靠,提高过流能力。
[0095]
根据本技术的一些实施例,本体31的第一外周面313为沿轴向p且朝着靠近电池单体102内部的方向直径逐渐减小的第一圆锥面,第一孔段231的孔壁为与第一圆锥面相匹配的第二圆锥面。
[0096]
如图7所示,本体31的形状为圆台,圆台的中心轴线沿轴向p延伸,第一表面311的面积小于第二表面312的面积,第一外周面313为第一圆锥面是指第一外周面313为喇叭状的曲面,第一外周面313的较小端连接第一表面311,第二外周面322的较大端连接第二表面312。在轴向p上,第一外周面313的较小端相对靠近电池单体102内部,第一外周面313的较大端相对靠近电池单体102的外部。
[0097]
第一孔段231为第二圆锥面是指第一孔段231的孔壁为喇叭状的曲面,第一孔段231为喇叭状的孔,第一孔段231的较大端相对靠近电池单体102外部,第一孔段231的较小端相对靠近电池单体102内部且连接第二孔段232。
[0098]
通过将本体31的外周面和第一孔段231的孔壁均设置为圆锥面,圆锥面具有引导密封件3进入注液孔23的作用,便于装配;在激光焊接时,第二圆锥面还能够遮挡和反射沿轴向p传播的激光,以缓解激光通过密封件3和注液孔23之间的间隙进入电池单体102内部的问题,避免烧伤电池单体102内部的功能部件。
[0099]
第一圆锥面和第二圆锥面相匹配是指,第一圆锥面和第二圆锥面相贴合,由于第一圆锥面和第二圆锥面相贴合使得其间隙较小,能够进一步阻止激光在第一圆锥面和第二圆锥面之间反射并传递,从而进一步缓解激光通过密封件3和注液孔23之间的间隙进入电池单体102内部的问题。
[0100]
在另一些实施例中,本体31的形状也可以是棱台,第一表面311和第二表面312为棱台的相对的两个底面,第一表面311为棱台的较小的底面,第二表面312为棱台的较大的底面,本体31的第一外周面313为棱台的侧面;第一孔段231的内部空间为棱台状,且第一孔段231的侧壁12与第一外周面313匹配。
[0101]
根据本技术的一些实施例,结合图4、图5、图6所示,第二表面312的中心设置有第二凹槽3124。
[0102]
中心区域3121为圆形,边缘区域3122和第一凹槽3123均为环形,中心区域3121、第一凹槽3123和边缘区域3122同心设置,第二凹槽3124设置在中心区域3121,且在中心区域3121的圆心位置。
[0103]
第二凹槽3124可作为焊接设备的支撑位置或标记位置,焊接设备以第二凹槽3124为支点或圆心使其焊头沿边缘区域3122的外环转动一圈,即可完成本体31和电极端子2的焊接。通过设置第二凹槽3124,起到便于焊接的作用。
[0104]
根据本技术的一些实施例,第二凹槽3124为半球形。
[0105]
如图7所示,第二凹槽3124为半球形,第二凹槽3124的内壁为球面,当第二凹槽3124作为焊接设备的支撑位置时,有利于焊接设备在第二凹槽3124内转动。
[0106]
根据本技术的一些实施例,如图7所示,注液孔23还包括第三孔段233,第三孔段233比第二孔段232更靠近电池单体102的内部,第三孔段233的孔径小于第二孔段232的孔径,限位凸部32覆盖第三孔段233。
[0107]
第一孔段231、第二孔段232、第三孔段233依次连接,且三者的直径依次减小,第一孔段231的孔壁和第二孔段232的孔壁通过一个过渡面(即台阶面234)相连,第二孔段232的孔壁和第三孔段233的孔壁通过另一个过渡面(即过渡连接面235)相连,第一孔段231背离第二孔段232的一端延伸至第一端面21,第三孔段233背离第二孔段232的一端延伸至第二端面22。
[0108]
通过设置第三孔段233,当电解液从第三孔段233溢出时,第二孔段232可容纳溢出的电解液,电解液不容易溢出至第一孔段231,有效缓解电解液腐蚀焊缝,提高密封效果。
[0109]
根据本技术的一些实施例,第三表面321与过渡连接面235相对并具有间隙。
[0110]
第三表面321面向电池单体102内部的方向,过渡连接面235面向电池单体102外部的方向,第三表面321与过渡连接面235之间具有间隙是指第三表面321和过渡连接面235不接触,并在轴向p上具有一定的间隔距离。
[0111]
通过在第三表面321和过渡连接面235之间设置间隙,容许限位凸部32在轴向p上的长度与第二孔段232的长度具有一定的制造公差,防止过定位,以保证本体31的外周面和第一孔段231的孔壁贴合,并保证本体31的第一表面311能够与台阶面234贴合,从而提高本体31和电极端子2之间的密封性。
[0112]
根据本技术的一些实施例,电池单体102还包括电极组件4,电极组件4面向壁部的一端形成有第一极耳41;过渡连接面235包括相连的主体区2351和焊接区2352,焊接区2352用于与第一极耳41焊接,主体区2351连接第二孔段232的孔壁,焊接区2352连接第三孔段233的孔壁,主体区2351与第三表面321之间具有第一间隙2361,焊接区2352与第三表面321之间具有第二间隙2362,第二间隙2362大于第一间隙2361。
[0113]
电极组件4包括第一极片、第二极片和隔离件,隔离件用于将第一极片和第二极片隔开。第一极片和第二极片的极性相反,换言之,第一极片和第二极片中的一者为正极极片,第一极片和第二极片中的另一者为负极极片。第一极片、第二极片、隔离件为现有技术,本技术说明书附图中虽未示出,本领域技术人员应理解其具体结构。第一极耳41和第二极耳42可以从电极组件4的同一侧伸出,也可以分别从相反的两侧延伸出。示例性地,如图5和图8所示,第一极耳41和第二极耳42分别位于电极组件4的两端,电极组件4具有第一极耳41的一端面向壁部,电极组件4具有第二极耳42的一端背离壁部。也即,在本实施例中,电极组件4具有第一极耳41的一端面向底壁11,电极组件4具有第二极耳42的一端面向端盖13。第一极耳41与电极端子2电连接,第二极耳42与端盖13电连接。电连接的方式可以是接触导电、导电胶连接、直接焊接或间接焊接。
[0114]
以第一极耳41与电极端子2的间接焊接为例,如图8所示,电池单体102还包括第一转接件5,第一转接件5焊接于第一极耳41,电极组件4装入外壳1后,第一转接件5与电极端子2的第二端面22接触,并将焊接设备的焊头作用于焊接区2352,以将电极端子2和第一转接件5焊接,实现第一极耳41和电极端子2的电连接。
[0115]
由于第二间隙2362大于第一间隙2361,焊接区2352相对于主体区2351沿轴向p朝向电池单体102内部凹陷,使得焊接区2352进一步远离限位凸起的第三表面321,以使焊接区2352形成的焊缝避让限位凸起,以免影响密封件3定位精度,保证密封件3的密封性能。
[0116]
在一些实施例中,电池单体102还包括第二转接件6,第二转接件6焊接于第二极耳42,电极组件4装入外壳1后,第二转接件6与端盖13接触导电或焊接。
[0117]
第二方面,如图2所示,本技术实施例提供一种电池100,电池100包括至少一个以上各方案中所述的电池单体102。本技术实施例提供的电池100,其电池单体102的密封性较好,不容易漏液,电池100的使用寿命和安全性较高。
[0118]
第三方面,本技术实施例提供一种用电设备,用电设备可以是但不限于是图1所示的车辆1000,用电设备包括上述的电池100。用电设备的电池100的使用寿命和安全性较高,
用电设备耐久性好,使用安全。
[0119]
第四方面,本技术实施例提供一种电池单体102的制造方法,如图9所示,制造方法包括:
[0120]
s1,提供外壳1,外壳1包括壁部;
[0121]
s2,提供电极端子2,电极端子2具有沿其轴向p贯穿的注液孔23,注液孔23包括第一孔段231和第二孔段232,第二孔段232的孔径小于第一孔段231的孔径;
[0122]
s3,提供密封件3,密封件3包括本体31和限位凸部32,本体31包括相对的第一表面311和第二表面312,限位凸部32形成于第一表面311;
[0123]
s4,将电极端子2设置于壁部,使第二孔段232比第一孔段231更靠近电池单体102的内部,用密封件3密封注液孔23,以使本体31与第一孔段231密封配合,并使限位凸部32与第二孔段232配合。
[0124]
需要说明的是,通过上述电池单体102的制造方法制造出的电池单体102的相关结构,可参见上述各实施例提供的电池单体102。
[0125]
在基于上述的电池单体102的制造方法组装电池单体102时,不必按照上述步骤依次进行,也就是说,可以按照实施例中提及的顺序执行步骤,也可以不同于实施例中提及的顺序执行步骤,或者若干步骤同时执行。例如,步骤s1、s2、s3的执行不分先后,也可以同时进行。
[0126]
第五方面,本技术实施例提供一种电池单体102的制造设备7,如图10所示,制造设备7包括第一提供装置71、第二提供装置72、第三提供装置73和组装装置74。
[0127]
第一提供装置71,用于提供外壳1,外壳1包括壁部。
[0128]
第二提供装置72,用于提供电极端子2,电极端子2具有沿其轴向p贯穿的注液孔23,注液孔23包括第一孔段231和第二孔段232,第二孔段232的孔径小于第一孔段231的孔径。
[0129]
第三提供装置73,用于提供密封件3,密封件3包括本体31和限位凸部32,本体31包括相对的第一表面311和第二表面312,限位凸部32形成于第一表面311。
[0130]
组装装置74,用于将电极端子2设置于壁部,以使第二孔段232比第一孔段231更靠近电池单体102的内部,并用于用密封件3密封注液孔23,以使本体31与第一孔段231密封配合,并使限位凸部32与第二孔段232配合。
[0131]
通过上述制造设备7制造出的电池单体102的相关结构,可参见上述各实施例提供的电池单体102。
[0132]
需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。
[0133]
根据本技术的一些实施例,请参照图3-图8所示,本技术实施例提供一种圆柱形的电池单体102,电池单体102包括外壳1、电极组件4、电极端子2和密封件3。外壳1包括壳体和端盖13,壳体包括侧壁12和底壁11,侧壁12围设在底壁11的周围,侧壁12的一端与底壁11连接,侧壁12的另一端围成与底壁11相对的开口,端盖13覆盖开口以形成容纳空间。电极组件4设置在外壳1的容纳空间内,电极组件4沿轴向p的两端分别形成有第一极耳41和第二极耳42,电极组件4具有第一极耳41的一端面向底壁11,电极组件4具有第二极耳42的一端面向端盖13。电极端子2绝缘安装于底壁11,即,电极端子2和底壁11之间设有绝缘材料制成的密
封圈。电极端子2和第一极耳41电连接,端盖13和第二极耳42电连接,以实现电池单体的电能输出和输入。电极端子2具有沿其轴向p贯穿的注液孔23,注液孔23用于向电池单体102内部(也即外壳1的容纳空间)注液。注液孔23包括第一孔段231和第二孔段232,第二孔段232比第一孔段231更靠近电池单体102的内部,第二孔段232的孔径小于第一孔段231的孔径。密封件3用于密封注液孔23,密封件3包括本体31和限位凸部32,本体31与第一孔段231密封配合,本体31包括沿轴向p相对的第一表面311和第二表面312,第一表面311朝向电池单体102内部,第二表面312背离电池单体102内部,限位凸部32形成于第一表面311并与第二孔段232配合。本技术实施例提供的电池单体102,其注液孔23设置在电极端子2上,外壳1上不需要额外开孔,有效提高外壳1的结构强度,外壳1不容易变形;电极端子2的厚度大于外壳1,在封闭注液孔23时电极端子2也不容易变形;同时,在第二孔段232的内壁的阻挡下,限位凸部32和本体31不容易移位或倾斜,有效防止本体31翘起,保证本体31的外周面和第二孔段232的孔壁贴合;从而,从多方面提高注液孔23的密封性,缓解电池单体102漏液的问题,实现提高电池单体102的使用寿命和安全性。
[0134]
以上所述仅为本技术的优选实施例而已,并不用于限制本技术,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。