1.本实用新型涉及汽车油轨生产制造领域,尤其涉及一种八缸油轨喷油器座凸焊工装。
背景技术:
2.汽车油轨包含焊接而成的喷油器座和燃油分配管,顾名思义就是汽车的喷油系统,它是用来存储燃油,同时抑制由于高压泵供油和喷油器喷油产生的压力波动,确保系统压力稳定,在整车结构中占据着重要的位置。油轨上的喷油器座起到喷射燃油的作用,故它和燃油分配管的凸焊连接工艺在整个油轨制造过程中也是一道关键工序。
3.传统的四缸油轨喷油器座凸焊基本都是一副工装进行凸焊,工艺和参数也经过多年的生产验证已经趋于成熟化。针对一种八缸油轨的凸焊,目前的生产工艺参数满足不了凸焊质量,且对于零件本身喷油器座的相对位置也难以保证,针对目前的行业状况,一次凸焊八个喷油器座还是存在困难的。
技术实现要素:
4.本实用新型的目的在于提供一种八缸油轨喷油器座凸焊工装,主要解决上述现有技术存在的问题,本实用新型工作过程简单、使用方便、结构简单、工作效率高,工艺可行性好、经济效益显著。
5.为了实现上述目的,本实用新型所采用的技术方案是提供一种八缸油轨喷油器座凸焊工装,其特征在于,包含由上电极和上模座构成的上模和由下电极和下模座构成的下模;所述上模座和所述下模座通过导柱组件连接;所述上电极以镶入或螺丝方式固定在所述上模座上;在所述上电极的中部设置四块分体电极;所述分体电极与第一气缸连接,被所述第一气缸驱动前后运动;所述第一气缸通过螺丝锁在连接于所述上模座的气缸固定板上;所述下电极以镶入或螺丝方式固定在所述下模座上。
6.进一步地,所述分体电极和所述上电极相互滑配,所述上电极对所述分体电极的前后运动起导向作用。
7.进一步地,在所述下电极上,还设置有用于确定喷油器座位置和方向的喷油器定位机构;所述喷油器座定位机构绝缘连接于所述下电极。
8.进一步地,所述喷油器座定位机构由用于标定位置的喷油器座定位销和用于确定方向的喷油器座方向防错板构成;所述喷油器定位销的外径镶嵌胶木绝缘套,通过敲入方式与下电极紧配;所述喷油器座方向防错板通过螺丝固定在所述下电极上,位于所述喷油器座定位销的两侧;在所述喷油器座方向防错板和所述下电极之间设置绝缘片。
9.进一步地,在所述下电极上,还设置有用于确定分配管位置和方向的分配管定位机构;所述分配管定位机构绝缘连接于所述下电极。
10.进一步地,所述分配管定位机构由用于标定位置的分配管定位块和用于确定方向的分配管方向防错块构成;所述分配管定位块的下端通过螺丝固定在所述下电极的两侧,
上端安装有球头柱塞;在所述分配管定位块和所述下电极之间设置绝缘片;所述分配管方向防错块通过螺丝固定在下电极一端,在所述分配管方向防错块和所述下电极之间设置绝缘片。
11.进一步地,在所述下电极的内部还设有产品脱料机构。
12.进一步地,所述产品脱料机构包括活动顶杆、打杆、连接杆、活动摆块、气缸连接头、第二气缸和连接杆支座。所述活动顶杆和所述下电极间隙配合。所述打杆的一端插在所述活动顶杆的内槽中,另一端通过螺丝和连接杆固定。所述连接杆穿过所述连接杆支座,以间隙配合固定;所述连接杆支座通过镶嵌和螺丝固定方式固定在所述下模座上;活动摆块一端的内孔穿过所述连接杆并和所述连接杆滑配,另一端通过铰链销连接到所述气缸连接头上;所述气缸连接头通过螺纹与第二气缸连接;当所述第二气缸动作时,带动活动摆块、连接杆和打杆,最后驱动所述活动顶杆从所述喷油器座定位机构中顶出,完成产品的脱料。
13.进一步地,在所述上模座和所述下模座之间,设有用于控制所述上模座下行距离的行程控制杆;所述行程控制杆通过螺纹与所述上模座和所述下模座锁紧固定。
14.鉴于上述技术特征,本实用新型具有如下有益效果:本实用新型通过在上电极附加由气缸推动的分体电极的方式实现了八缸油轨一次性凸焊的技术难题,节约了开发成本。其工作过程简单、使用方便、结构简单、工作效率高、工艺可行性好、经济效益显著。
附图说明
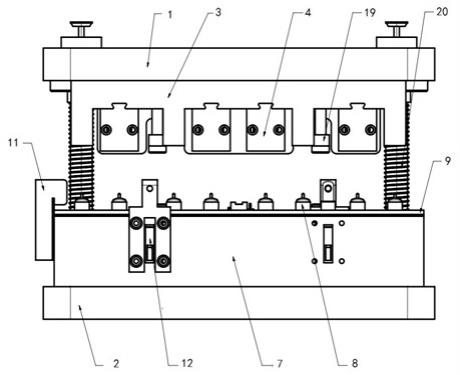
15.图1是本实用新型八缸油轨喷油器座凸焊工装一个较佳实施例的主视图;
16.图2是图1的侧视图;
17.图3是本实用新型八缸油轨喷油器座凸焊工装一个较佳实施例中上电极的结构示意图;
18.图4是本实用新型利用八缸油轨喷油器座凸焊工装的进行凸焊方法的一个较佳实施例的流程图。
19.图中:1-上模座,2-下模座,3-上电极,4-分体电极 5-第一气缸,6-气缸固定板,7-下电极,8-喷油器座定位销,9-喷油器座方向防错板,10-分配管定位块,11-分配管方向防错块,12-活动顶杆,13-打杆,14-连接杆,15-活动摆块,16-气缸连接头,17-第二气缸,18-连接杆支座,19-行程控制杆,20-导柱组件。
具体实施方式
20.下面结合具体实施方式,进一步阐述本实用新型。应理解,这些实施例仅用于说明本实用新型而不用于限制本实用新型的范围。此外应理解,在阅读了本实用新型讲授的内容之后,本领域技术人员可以对本实用新型作各种改动或修改,这些等价形式同样落于本技术所附权利要求书所限定的范围。
21.请参阅图1、图2和图3,本实用新型公开了一种八缸油轨喷油器座凸焊工装。如图所示:它的一个较佳实施例,由上模和下模构成。上电极3和上模座1构成上模,下电极7和下模座2构成下模。上电极3以镶入或螺丝方式固定在上模座1上,下电极7以镶入或螺丝方式固定在下模座2上。上模座1和下模座2之间依靠导柱组件20导向。上模座1在凸焊机带动下,沿着导柱组件20下行,其凸焊行程受到行程控制杆19的控制。行程控制杆19通过螺纹和上
模座1和下模座2锁紧固定。
22.在上模座1上的上电极3是一个整体,在整块上电极3中间设有四块分体电极4。分体电极4和上电极3相互滑配。四块分体电极4均与1号气缸5相连接,被第一气缸5的驱动,在上电极3的导向下前后运动。第一气缸5通过螺丝锁在气缸固定板6上,气缸固定板6连接于上模座1上。
23.在下模座2上的下电极7上,设置有喷油器座定位机构和分配管定位机构,用于在焊接前确保被焊接的各个零件处于正确的位置和方向。喷油器座定位机构和分配管定位机构均与下电极7电绝缘。
24.喷油器座定位机构用于确定焊接前喷油器座的位置和方向,由用于标定位置的喷油器座定位销8和用于确定方向的喷油器座方向防错板9构成。喷油器座定位销8通过敲入方式和下电极7紧配。在喷油器定位销8外径镶嵌胶木绝缘套,形成与与下电极7的电绝缘。喷油器座方向防错板9通过螺丝和下电极7固定,两者之间安装绝缘片。喷油器座方向防错板9位于喷油器座定位销8的两侧。
25.分配管定位机构用于确定焊接前分配管的位置和方向,由用于标定位置的分配管定位块10和用于确定方向的分配管方向防错块11构成。分配管定位块10的下端通过螺丝固定在下电极7的两侧,上端安装有球头柱塞,用于保证分配管定位一致性。在分配管定位块10和下电极7之间设置绝缘片。分配管方向防错块11通过螺丝固定在下电极7一端,在分配管方向防错块11和下电极7之间设置绝缘片。
26.在下电极7的内部设有产品脱料机构,活动顶杆12、打杆13、连接杆14、活动摆块15、气缸连接头16、第二气缸17和连接杆支座18。活动顶杆12和下电极7间隙配合,打杆13直接插在活动顶杆12内槽中,打杆13通过螺丝和连接杆14锁紧,连接杆14穿过连接杆支座两者间隙配合固定,同时连接杆支座18通过镶嵌、螺丝固定的方式和下模座2固定,活动摆块18内孔穿过连接杆14并和连接杆14滑配,另一端通过铰链销和气缸连接头16连接。气缸连接头16通过螺纹和第二气缸17连接。当第二气缸17动作时,带动活动摆块15、连接杆14和打杆13,最后驱动活动顶杆12从喷油器座定位机构中顶出,完成产品的脱料。
27.请参阅图4,本实用新型的一个较佳实施例,还包含一种使用如上所述的八缸油轨喷油器座凸焊工装进行凸焊的方法,包含步骤:
28.步骤s101、利用喷油器座定位机构,将八个喷油器座以正确的方向放置到下电极上的正确位置。
29.具体包含:将八个喷油器座放到喷油器座定位销上(确定位置),此时喷油器座方向防错块控制了喷油器座放置方向(确定方向)。
30.步骤s102、利用分配管定位机构,将分配管以正确的方向放置到下电极上相对喷油器座的正确位置。
31.具体包含:将分配管放在喷油器座圆弧面上,和喷油器座圆弧面上的凸点贴合。分配管通过分配管定位块(确定位置)和分配管方向防错块(确定方向)定位,从而保证分配管定位一致性。
32.步骤s103、按下双手开关,凸焊机带动上模块向下运动,利用上电极对分配管上的四个喷油器座进行凸焊;当行程到下死点后,设备上行。
33.具体包含:按下设备的双手开关,凸焊机带动上电极向下运动,此时上模座上的整
块上电极开始分配管上的四个喷油器座进行凸焊。当行程到下死点后,设备上行,完成焊接。
34.步骤s104、上行完成,按下气缸手动阀,控制第一气缸驱动四块分体电极前行。
35.具体包含:上行完成,按下气缸手动阀,此时第一气缸推动四块分体电极向前到固定位置,准备利用分体电极进行凸焊。
36.步骤s105、按下双手开关,凸焊机带动上模块向下运动,利用分体电极对分配管上的另外四个喷油器座进行凸焊;当行程到下死点后,设备上行。
37.具体包含:继续按下设备双手开关,此时上模座带动上电极下行,利用前行的四个分体电极对未焊接的四个喷油器座进行凸焊。到下死点后,设备上行,完成焊接。
38.步骤s106、将已经焊接为一体的分配管与喷油器座分别从分配管定位机构中和喷油器座定位机构中脱出,完成脱料。
39.具体包含:手动按下模气缸手动阀,第二气缸开始工作,推动顶杆将焊接好的油轨(由分配管和8个喷油器座焊接而成)从喷油器座定位销和分配管定位块中脱出。
40.在整个凸焊过程中,由于分体电极高度比整体上电极高度高,当使用分体电极进行第二组喷油器座凸焊时,已经焊好的第一组的四个喷油器座是不受任何影响的。通过以上的方式完成八缸油轨的喷油器座凸焊,焊接质量好,操作方便,经济效益好。
41.以上所述仅为本实用新型的优选实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
