1.本实用新型涉及机械制造检测领域,特别涉及一种检具工装。
背景技术:
2.参阅图1所示,为待检测的零部件的一实施例的示意图,具体的,该待检测的零部件为整车一键启动开关产品。因为一键启动开关产品存在轮廓度的变形,所以需要一键启动开关产品轮廓度检测检具。在整车内饰件的尺寸管控中,轮廓度检测占比最高。
3.现有技术中采用的轮廓度检测检具,是将待检测的产品置于定位孔内,然后用定位销定位,用两个千分表进行检测,千分表在导轨上前后滑动进行测量。
4.现有技术的轮廓度检测检具有诸多缺点如下。
5.第一,产品定位销缺少向下的压力,导致整体形状矫正不到位,影响产品的测量结果。
6.第二,外侧压爪、支架设备会干涉到一些测量元素的采集,不能有效完成测量任务。
7.第三,对于外观件,工装与产品表面有接触,会造成产品外观划伤,造成产品报废。
8.第四,工装针对批量检测,不便于产品装配,拿取。
技术实现要素:
9.本实用新型需要解决的技术问题在于,如何能够将待检测的产品有效矫正进行准确测量并考虑检测工装夹具的通用性。
10.为了解决以上技术问题,本实用新型提供一种轮廓度检测检具,其目的在于能够提升检测的效率、全面性、准确性、装置通用性。
11.为了达到上述目的,本实用新型提供了一种轮廓度检测检具,包含:
12.检具模块,所述检具模块具有定位部和测量基准面,定位部用以固定且定位待检测的零部件;
13.通止规,所述通止规用以检测待检测的零部件的轮廓与测量基准面之间的间隙是否在允许的范围内。
14.优选地,待检测的零部件包含:圆台体锥形外表面;待检测的轮廓的轴线与圆台体锥形外表面的轴线共线,待检测的轮廓呈现圆形;
15.定位部包含:圆台形定位孔,圆台形定位孔用以容纳待检测的零部件上的圆台体锥形外表面,圆台形定位孔的内壁和圆台体锥形外表面贴合;
16.测量基准面包含:圆柱形沉孔的沉孔壁和沉孔平台,沉孔壁的直径比待检测的轮廓的直径大,沉孔壁的轴线与圆台形定位孔的轴线共线,沉孔平台为垂直于圆台形定位孔的轴线的平面;
17.通止规的两端分别为通端和止端,通端具有第一直径的第一圆柱形测量头,第一圆柱形测量头的端面垂直于第一圆柱形测量头的轴线,止端具有第二直径的第二圆柱形测
量头,第二圆柱形测量头的端面垂直于第二圆柱形测量头的轴线;
18.在进行测量时,第一圆柱形测量头的端面或者第二圆柱形测量头的端面靠抵沉孔平台,而,第一圆柱形测量头的圆柱形中的同一直径对应的两侧的两条母线分别靠近圆柱形沉孔壁和待检测的轮廓、或者第二圆柱形测量头的圆柱形中的同一直径对应的两侧的两条母线分别靠近圆柱形沉孔壁和待检测的轮廓。
19.优选地,待检测的零部件包含:弹性卡扣;
20.定位部包含:卡钩,当待检测的零部件放置到检具模块中时,弹性卡扣与卡钩卡合连接,用以将待检测的零部件与检具模块固定。
21.优选地,弹性卡扣包含:弹性簧片;
22.在受力时,弹性簧片能够弯曲,在力释放后,弹性簧片能够回复到未受力的状态;
23.在待检测的零部件进入检具模块的压入方向上,弹性卡扣在自然状态下外廓尺寸呈现前端小后端大;相配合地,卡钩处的内孔尺寸呈现前端小后端大,越过卡钩的压入方向的前端的内孔尺寸比卡钩处的最前端的内孔尺寸大;
24.当待检测的零部件放置到检具模块中时,弹性簧片逐步被收紧,越过卡钩后,弹性簧片尺寸又被放大,弹性簧片与卡钩卡合靠抵连接。
25.优选地,在对应弹性簧片处、在压入方向上比卡钩处的最前端更靠前处,设置有弹簧按钮。
26.优选地,弹簧按钮包含:弹簧、滑块、滑槽;弹簧按钮安装在检具模块中;
27.滑块能在滑槽中朝向弹性簧片运动,滑块上固接的限位部与滑槽的滑动方向上的两端相配合限制滑块的运动范围;
28.在未施加按压力的状态下,弹簧呈压缩态或自由充满其导向空间态,弹簧将滑块推离弹性簧片;
29.滑块具有按压部,按压部凸设于检具模块的外立面,当通过对按压部施加按压力的状态下,滑块克服弹簧压缩产生的力,朝向弹性簧片运动,将弹性簧片的直径压小,弹性簧片与卡钩的卡合靠抵连接被松脱,弹性簧片退出卡钩,朝向压入方向的反方向运动,脱离检具模块。
30.优选地,弹性卡扣在其对应的周向处呈现矩形条状,对应地,检具模块包含与矩形条状间隙配合的条状槽,条状槽与卡钩相邻设置。
31.优选地,所述检具模块还具有容纳部;待检测的零部件上具有凸起部,容纳部和凸起部的最大外廓之间具有间隙,容纳部能够容纳相对应的凸起部。
32.优选地,所述轮廓度检测检具,还包含:底座和支柱,底座和检具模块之间通过支柱连接,支柱架空的部分用以容纳待检测的零部件放置到检具模块中后比检具模块凸出的部分。
33.优选地,通止规的通端和止端呈现圆柱形、且打磨光滑;通止规的材质为铝合金;通止规的中间部分呈棱柱形便于握持。
34.与现有技术相比,本实用新型提供了一种轮廓度检测检具,包含:检具模块,所述检具模块具有定位部和测量基准面,定位部用以固定且定位待检测的零部件;通止规,所述通止规用以检测待检测的零部件的轮廓与测量基准面之间的间隙是否在允许的范围内。据此,与现有技术相比,本实用新型所提供的轮廓度检测检具达到的技术效果在于,能够将快
速、准确、全面的对待检测的零部件的待检测轮廓进行轮廓度检测,并且该检具具有一定的通用性。
附图说明
35.图1为待检测的零部件的一实施例的示意图。
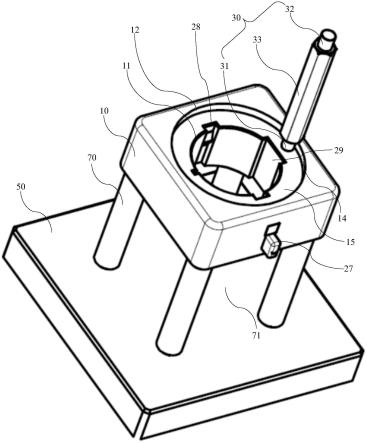
36.图2为本实用新型提供的轮廓度检测检具的一实施例的立体结构示意图。
37.图3为本实用新型提供的轮廓度检测检具的一实施例的结构示意主视图。
38.图4为本实用新型提供的轮廓度检测检具的一实施例的结构示意俯视图。
39.图5为本实用新型提供的轮廓度检测检具的一实施例中的通止规的立体图。
40.图6为本实用新型提供的轮廓度检测检具的一实施例未包含通止规的剖面图。
41.图7为图6的局部放大示意图,主要展示了圆台形定位孔、卡钩、弹簧按钮等部件或部位的结构示意图。
42.图8为本实用新型提供的轮廓度检测检具的一实施例中的卡钩、弹簧按钮等部件的结构示意图。
43.图9为本实用新型提供的轮廓度检测检具的一实施例中的检具模块的本体的结构示意立体图。
44.图10为应用本实用新型提供的轮廓度检测检具的一实施例对待检测的零部件的轮廓进行轮廓度检测的结构示意立体图。
45.图11为将待检测的零部件放置到本实用新型提供的轮廓度检测检具的一实施例中的剖面结构示意图。
46.图12为待检测的零部件未放置到本实用新型提供的轮廓度检测检具的一实施例中时,待检测的零部件、卡钩、弹簧按钮、检具模块的本体、底座、支柱等之间相互关系的立体示意图。
47.附图标记说明。
48.10
ꢀꢀꢀꢀ
检具模块
49.11
ꢀꢀꢀꢀ
定位部
50.12
ꢀꢀꢀꢀ
测量基准面
51.13
ꢀꢀꢀꢀ
圆台形定位孔
52.14
ꢀꢀꢀꢀ
沉孔壁
53.15
ꢀꢀꢀꢀ
沉孔平台
54.16
ꢀꢀꢀꢀ
卡钩
55.17
ꢀꢀꢀꢀ
前端
56.18
ꢀꢀꢀꢀ
后端
57.19
ꢀꢀꢀꢀ
越过卡钩的压入方向的前端的内孔
58.20
ꢀꢀꢀꢀ
弹簧按钮
59.21
ꢀꢀꢀꢀ
弹簧
60.22
ꢀꢀꢀꢀ
滑块
61.23
ꢀꢀꢀꢀ
滑槽
62.24
ꢀꢀꢀꢀ
检具模块的本体
63.25
ꢀꢀꢀꢀ
安装孔
64.26
ꢀꢀꢀꢀ
限位部
65.27
ꢀꢀꢀꢀ
按压部
66.28
ꢀꢀꢀꢀ
条状槽
67.29
ꢀꢀꢀꢀ
容纳部
68.30
ꢀꢀꢀꢀ
通止规
69.31
ꢀꢀꢀꢀ
通端
70.32
ꢀꢀꢀꢀ
止端
71.33
ꢀꢀꢀꢀ
通止规的中间部分
72.50
ꢀꢀꢀꢀ
底座
73.70
ꢀꢀꢀꢀ
支柱
74.71
ꢀꢀꢀꢀ
架空的部分
75.90
ꢀꢀꢀꢀ
待检测的零部件
76.91
ꢀꢀꢀꢀ
轮廓
77.92
ꢀꢀꢀꢀ
圆台体锥形外表面
78.93
ꢀꢀꢀꢀ
弹性卡扣
79.94
ꢀꢀꢀꢀ
凸起部
80.95
ꢀꢀꢀꢀ
凸出的部分
81.96
ꢀꢀꢀꢀ
弹性簧片
82.97
ꢀꢀꢀꢀ
前端
83.98
ꢀꢀꢀꢀ
后端。
具体实施方式
84.以下结合附图对本实用新型的具体实施方式进行详细说明。
85.参阅图1所示,待检测的零部件90的一实施例,具体地是整车一键启动开关产品。待检测的零部件90包含:待检测的轮廓91;定位基准,具体地是圆台体锥形外表面92;固定部分,具体地是弹性卡扣93;空悬部分,具体地是凸起部94、凸出的部分95。
86.参阅图2所示,本实用新型提供的轮廓度检测检具,包含:检具模块10,检具模块10具有定位部11和测量基准面12,定位部11用以固定且定位待检测的零部件90。结合图10所示,通止规30,通止规30用以检测待检测的零部件90的轮廓91与测量基准面12之间的间隙s1(结合参考图11所示)是否在允许的范围内。
87.参阅图1所示,待检测的零部件90包含:圆台体锥形外表面92;待检测的轮廓91的轴线与圆台体锥形外表面92的轴线共线,待检测的轮廓91呈现圆形。
88.结合参阅图2、图6、图7所示,定位部11包含:圆台形定位孔13,圆台形定位孔13用以容纳待检测的零部件上的圆台体锥形外表面92,圆台形定位孔13的内壁和圆台体锥形外表面92贴合。
89.结合参阅图2、图4、图6、图7所示,测量基准面12包含:圆柱形沉孔的沉孔壁14和沉孔平台15,沉孔壁14的直径比待检测的轮廓91的直径大,沉孔壁14的轴线与圆台形定位孔13的轴线共线,沉孔平台15为垂直于圆台形定位孔13的轴线的平面。
90.结合参阅图5所示,通止规30的两端分别为通端31和止端32,通端31具有第一直径的第一圆柱形测量头,第一圆柱形测量头的端面垂直于第一圆柱形测量头的轴线,止端32具有第二直径的第二圆柱形测量头,第二圆柱形测量头的端面垂直于第二圆柱形测量头的轴线。结合图10所示,第一直径和第二直径就是间隙s1所允许的取值范围。
91.参阅图2、图3、图4所示,在进行测量时,第一圆柱形测量头的端面或者第二圆柱形测量头的端面靠抵沉孔平台15,而,第一圆柱形测量头的圆柱形中的同一直径对应的两侧的两条母线分别靠近圆柱形沉孔壁14和待检测的轮廓91、或者第二圆柱形测量头的圆柱形中的同一直径对应的两侧的两条母线分别靠近圆柱形沉孔壁14和待检测的轮廓91。第一圆柱形测量头的高度要比待检测的零部件的上端面、检测模具的上端面到沉孔平台15的距离都要大。图11展示的一实施例,待检测的零部件的上端面与检测模具的上端面基本齐平。
92.参阅图1和图12所示,待检测的零部件90包含:弹性卡扣93。
93.参阅图6、图7、图8、图12所示,定位部11包含:卡钩16。结合参阅图11所示,当待检测的零部件90放置到检具模块10中时,弹性卡扣93与卡钩16卡合连接,用以将待检测的零部件90与检具模块10固定。
94.参阅图1和图12所示,弹性卡扣93包含:弹性簧片96。在受力时,弹性簧片能够弯曲。在力释放后,弹性簧片能够回复到未受力的状态。在受压力时,弹性簧片96能够被压得,两个弹性簧片96都朝向中心轴线运动,其所界定的外廓尺寸变小。
95.在待检测的零部件90进入检具模块10的压入方向d1上,弹性卡扣93在自然状态下外廓尺寸呈现前端97小、后端98大。相配合地,卡钩16处的内孔尺寸呈现前端17小后端18大,越过卡钩的压入方向的前端的内孔19尺寸比卡钩处的最前端18的内孔尺寸大。
96.当待检测的零部件90放置到检具模块10中时,弹性簧片96逐步被收紧,越过卡钩16后,弹性簧片96尺寸又被放大,弹性簧片96与卡钩16卡合靠抵连接。
97.在对应弹性簧片96处、在压入方向d1上比卡钩处的最前端更靠前处,设置有弹簧按钮20。
98.参阅图6、图7、图8所示,弹簧按钮20包含:弹簧21、滑块22、滑槽23。弹簧按钮20安装在检具模块10中。图9展示了检具模块的本体24的结构示意立体图。结合图12,本体24上具有安装弹簧按钮20和卡钩16的安装孔25。
99.滑块22能在滑槽23中朝向弹性簧片96运动,滑块22上固接的限位部26与滑槽23的滑动方向上的两端相配合限制滑块22的运动范围。图中所示的为弹簧将滑块22顶至基本最远离弹性簧片96的端处。
100.在未施加按压力的状态下,弹簧21呈压缩态或自由充满其导向空间态,弹簧21将滑块22推离弹性簧片96。换句话说,弹簧为圆柱形螺旋弹簧,为压簧使用,弹簧的自由长度要大于或等于导向空间的长度;而,在弹簧完全被压缩至最小长度时,要比按压到极限位置的导向空间的长度小。
101.参阅图2、图3、图4、图6、图7所示,滑块22具有按压部27,按压部27凸设于检具模块10的外立面,当通过对按压部27施加按压力的状态下,滑块22克服弹簧21压缩产生的力,朝向弹性簧片96运动,将弹性簧片96的直径压小,弹性簧片96与卡钩16的卡合靠抵连接被松脱,弹性簧片96退出卡钩16,朝向压入方向的反方向运动,脱离检具模块10。
102.参阅图2、图4所示,弹性卡扣93在其对应的周向处呈现矩形条状,对应地,检具模
块10包含与矩形条状间隙配合的条状槽28,条状槽28与卡钩16相邻设置。
103.参阅图2、图4所示,检具模块10还具有容纳部29;待检测的零部件90上具有凸起部94,容纳部29和凸起部94的最大外廓之间具有间隙,容纳部29能够容纳相对应的凸起部94。
104.参阅图2、图3、图11所示,轮廓度检测检具,还包含:底座50和支柱70,底座50和检具模块10之间通过支柱70连接,支柱70架空的部分71用以容纳待检测的零部件放置到检具模块中后比检具模块凸出的部分95。
105.通止规的通端31和止端32呈现圆柱形、且打磨光滑。通止规30的材质为铝合金。通止规的中间部分33呈棱柱形便于握持。图中展示的棱柱形为六棱柱形。
106.以上所述就是本实用新型所提供的轮廓度检测检具的具体实施方式。
107.据此,本实用新型能达到的技术效果在于:实现了对带卡扣产品的有效矫正和轮廓度准确测量。更进一步地,检具带有弹动按钮装置,便于产品装配和拿取,减少产品装配,拿取时间,可适用批量产品轮廓度检测,减少了测量时间和费用。
108.上述具体实施例和附图说明仅为例示性说明本实用新型的技术方案及其技术效果,而非用于限制本实用新型。任何熟于此项技术的本领域技术人员均可在不违背本实用新型的技术原理及精神的情况下,在权利要求保护的范围内对上述实施例进行修改或变化,均属于本实用新型的权利保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
