技术特征:
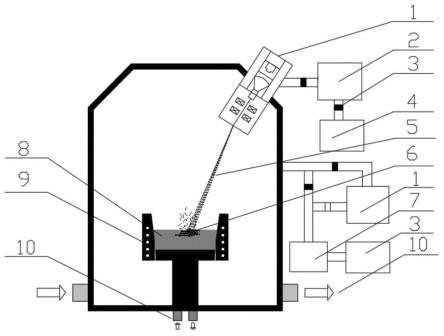
1.一种长期用于850℃级变形涡轮盘的材料,其特征在于,所述长期用于850℃级变形涡轮盘的材料成分质量配比关系(wt%)为:ti:2.2~3.0%;nb:1.0~2.0%;al:5.0~5.7%;mo:2.0~4.0%;w:7.0~10.0%;ta:1.0~2.0%;hf:0.2~0.5%;c:0.08~0.16%;b:0.02~0.04%;co:14.0~16.0%;cr:7.0~11.0%;余量ni。2.一种如权利要求1所述的长期用于850℃级变形涡轮盘的材料的电子束连续原位凝固制备方法,其特征在于,包括如下步骤:s1、高温合金原材料的预处理:s11、依据材料中合金元素成分质量配比,采用精度为0.01g的电子天平进行配料;s12、将配好的合金元素原材料放入氧化铝坩埚中,之后将氧化铝坩埚放入烘干箱中进行烘干;s2、真空感应熔炼:s21、将真空感应炉内清理干净,接通冷却水,观察炉内是否漏水,之后将步骤s12中烘干后的氧化铝坩埚放入真空感应炉内,关闭炉门;s22、对真空感应炉炉内进行抽真空后,通过调节熔炼功率进行合金元素的真空感应熔炼;熔炼结束后,打开炉门取出炉料,即母材;s3、母材预处理:s31、将真空感应炉熔炼后的母材通过线切割机器切割成若干厚度为15mm的块料,之后用砂轮机打磨去除块料表面的氧化皮及污渍;s32、对打磨后的块料进行清洗、烘干;s4、电子束连续原位凝固:s41、打开电子束熔炼炉炉门,将电子束熔炼坩埚打磨干净后,将步骤s32中部分烘干的母材放入水冷铜坩埚中心位置,关闭炉门;s42、对电子束熔炼炉熔炼室和电子枪室进行抽真空,达到目标真空度后开启电子枪;s43、电子枪开启高压,对母材进行电子束精炼;精炼结束后,降低束流,关闭电子枪,并进行冷却;s44、冷却结束后,放气,打开炉门,取出铸锭;对铸锭进行打磨、清洗、烘干,并将水冷铜坩埚打磨干净,将烘干后的铸锭放入水冷铜坩埚中,之后将步骤s32中部分真空感应炉熔炼后烘干的母材放在打磨干净的铸锭上面,关闭炉门;s45、重复步骤s42、步骤s43和步骤s44过程多次,冷却结束后,放气,打开炉门,取出经多次熔炼制备得到的铸锭,获得长期用于850℃级变形涡轮盘的材料。3.根据权利要求2所述的长期用于850℃级变形涡轮盘的材料的电子束连续原位凝固制备方法,其特征在于,步骤s1中,各合金元素原材料均采用块状、粒状或丝状金属单质。4.根据权利要求2或3所述的长期用于850℃级变形涡轮盘的材料的电子束连续原位凝固制备方法,其特征在于,步骤s1中,ni纯净度≥99.96%;co纯净度≥99%;cr纯净度≥99.3%;w纯净度≥99.9%;mo纯净度≥99.9%;al纯净度≥99.6%;ti纯净度≥99.5%;ta纯净度≥99.3%;hf纯净度≥99.6%;c为高纯石碳墨,纯净度≥99.9%;b纯净度≥96%。5.根据权利要求2所述的长期用于850℃级变形涡轮盘的材料的电子束连续原位凝固制备方法,其特征在于,步骤s12中,将配好的合金元素原材料依据难易挥发程度依次放入氧化铝坩埚中,易挥发元素放在氧化铝坩埚底部,难挥发元素放在上面。
6.根据权利要求2所述的长期用于850℃级变形涡轮盘的材料的电子束连续原位凝固制备方法,其特征在于,步骤s22的具体步骤如下:s221、打开空压机、真空感应炉设备总电源,对真空感应炉炉内进行抽真空,当真空度达到5
×
10-2
pa,开始熔炼;s222、通过功率调节旋钮逐渐增加功率,并通过观察窗观察氧化铝坩埚内合金元素的熔化情况,当通过观察窗观察到炉料完全熔化时,保持此状态下的功率进行精炼,精炼时间15min;s223、当精炼结束后,缓慢调节功率旋钮直至0;冷却100min后,打开炉门取出炉料。7.根据权利要求2所述的长期用于850℃级变形涡轮盘的材料的电子束连续原位凝固制备方法,其特征在于,步骤s45中,重复步骤s42、步骤s43和步骤s44过程3次,进行四次熔炼,第二次至第四次熔炼中对与母材接触的铸锭上表面及在铸锭上面的母材同时进行熔炼,四次熔炼后得到的铸锭有较好的冶金结合。8.根据权利要求2或7所述的长期用于850℃级变形涡轮盘的材料的电子束连续原位凝固制备方法,其特征在于,步骤s42的具体步骤如下:打开电子束熔炼设备开关,对电子束熔炼炉熔炼室及电子枪室进行抽真空处理,熔炼室真空度要求小于5
×
10-2
pa,电子枪室要求小于5
×
10-3
pa;当熔炼室和电子枪室真空度达到要求后开启电子枪。9.根据权利要求2或7所述的长期用于850℃级变形涡轮盘的材料的电子束连续原位凝固制备方法,其特征在于,步骤s43的具体步骤如下:s431、电子枪开启高压,当高压达到20kv时,缓慢增加束流,直至700ma,此过程中束斑扫描半径为10
×
10mm;保持束流为700ma进行精炼,精炼时间为15min;s432、精炼结束后,5min内缓慢降低束流,同时缩小束斑半径,并收弧至铸锭右边缘;关闭电子枪,冷却120min。10.根据权利要求2或7所述的长期用于850℃级变形涡轮盘的材料的电子束连续原位凝固制备方法,其特征在于,步骤s32的具体步骤如下:将打磨完的块料放入含有酒精的烧杯中,之后将烧杯放入超声清洗机中进行清洗,清洗20min后取出,用吹风机吹干表面,之后放入烘干箱中再次烘干;步骤s44中,用砂轮机对铸锭进行打磨去除其表面氧化皮及最后收弧区夹杂物,打磨后进行清洗及烘干工作。
技术总结
本发明提供一种长期用于850℃级变形涡轮盘的材料,其材料成分质量配比关系(wt%)为:Al:5.0~5.7%;Ti:2.2~3.0%;Nb:1.0~2.0%;W:7.0~10.0%;Mo:2.0~4.0%;Ta:1.0~2.0%;Hf:0.2~0.5%;C:0.08~0.16%;B:0.02~0.04%;Co:14.0~16.0%;Cr:7.0~11.0%;余量Ni。本发明还公开其制备方法,步骤为:S1、高温合金原材料的预处理;S2、真空感应熔炼;S3、母材预处理;S4、电子束连续原位凝固,获得长期用于850℃级变形涡轮盘的材料。本发明拓宽了850℃服役使用的涡轮盘合金材料成分的可选择性,采用电子束连续原位凝固工艺制备的合金具有杂质元素含量低、成分均匀、高温力学性能好等优点,能够满足高推比先进航空发动机对高性能变形合金涡轮盘材料的需求。机对高性能变形合金涡轮盘材料的需求。机对高性能变形合金涡轮盘材料的需求。
技术研发人员:谭毅 王以霖 王轶农 游小刚 李鹏廷 崔弘阳
受保护的技术使用者:大连理工大学
技术研发日:2022.02.22
技术公布日:2022/7/1
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。