一种长期用于850
℃
级变形涡轮盘的材料及其电子束连续原位凝固制备方法
技术领域
1.本发明涉及一种长期用于850℃级变形涡轮盘的材料及其电子束连续原位凝固制备方法。
背景技术:
2.变形高温合金因具有优异的拉伸、屈服强度,良好的蠕变、持久强度以及较低的裂纹扩展速率,是航空发动机、燃气轮机涡轮盘用关键材料之一。随着航空发动机向大型化、高推重比方向的发展,涡轮前燃气温度逐渐提高,对涡轮盘的服役温度要求越来越高。目前,世界上各个国家都在研制服役温度更高、力学性能更好的涡轮盘用变形高温合金。迄今为止,已经研发出长期使用温度为650℃的变形高温合金,典型牌号为:inconel 718、waspaloy;研发出长期使用温度为700℃的变形高温合金,典型牌号为: u720li、in718 plus、ad730、rene 65;研发出长期使用温度为725℃的变形高温合金,典型牌号为:tmw;研发出长期使用温度为750℃的变形高温合金,典型牌号为:gh4068;研发出长期服役温度为800℃变形高温合金,典型牌号为:эk151、эπ175。然而,查阅大量文献可知,目前服役温度达到850℃的涡轮盘用变形高温合金材料仅有牌号为:βж975。通过前期大量的实验研究以及软件模拟等手段,本发明创新性地设计了一种长期服役温度达到850℃的涡轮盘用变形高温合金成分,拓宽了850℃涡轮盘用变形高温合金成分的可选择性。与其他涡轮盘用变形高温合金相比,本发明设计的合金成分通过时效强化、固溶强化、晶界强化等方式提高合金的高温性能。例如:通过控制(al ti)含量、al/ti比、及ta的含量来控制合金中析出相γ'的含量和稳定性;通过控制w、mo、co等元素含量避免合金中tcp相的析出,通过添加较高c含量以及强碳化物元素hf提高高温下晶界强度。
3.目前,国内外航空发动机、燃气轮机涡轮盘用变形高温合金材料大多采用双联(真空感应熔炼 真空自耗重熔)及三联冶炼工艺(真空感应熔炼 保护气氛电渣重熔 真空自耗重熔),然而,经双联或三联制备的母材依然存在杂质元素含量高、成分偏析严重等问题。相比于上述制备工艺,本发明采用的电子束连续原位凝固是将电子束熔炼技术的能量密度大、真空度高、冷却速度快的优势及3d打印技术的成分均匀、偏析小的优势结合,能更有效的降低合金中杂质元素的含量、减少夹杂物尺寸以及降低成分偏析等。基于此,本发明创新性的提出采用电子束连续原位凝固的手段制备上述变形合金材料。
技术实现要素:
4.根据上述提出的经双联或三联制备的母材依然存在杂质元素含量高、成分偏析严重等技术问题,而提供一种长期用于850℃级变形涡轮盘的材料及其电子束连续原位凝固制备方法。本发明设计的合金成分通过时效强化、固溶强化、晶界强化等方式提高合金的高温性能:通过控制(al ti)含量、al/ti 比、及ta的含量来控制合金中析出相γ'的含量和稳定性,通过控制w、 mo、co等元素含量避免合金中tcp相的析出,通过添加较高c含量以及强
碳化物元素hf提高高温下晶界强度。本发明采用电子连续原位凝固工艺制备的铸锭,杂质元素含量极低、成分偏析很小。
5.本发明采用的技术手段如下:
6.一种长期用于850℃级变形涡轮盘的材料,所述长期用于850℃级变形涡轮盘的材料成分质量配比关系(wt%)为:al:5.0~5.7%;ti:2.2~3.0%;nb: 1.0~2.0%;w:7.0~10.0%;mo:2.0~4.0%;ta:1.0~2.0%;hf:0.2~0.5%;c: 0.08~0.16%;b:0.02~0.04%;co:14.0~16.0%;cr:7.0~11.0%;余量ni。
7.本发明还提供了一种长期用于850℃级变形涡轮盘的材料的电子束连续原位凝固制备方法,包括如下步骤:
8.s1、高温合金原材料的预处理:
9.s11、依据材料中合金元素成分质量配比,采用精度为0.01g的电子天平进行配料;
10.s12、将配好的合金元素原材料放入氧化铝坩埚中,之后将氧化铝坩埚放入烘干箱中进行烘干;
11.s2、真空感应熔炼:
12.s21、将真空感应炉内清理干净,接通冷却水,观察炉内是否漏水,之后将步骤s12中烘干后的氧化铝坩埚放入真空感应炉内,关闭炉门;
13.s22、对真空感应炉炉内进行抽真空后,通过调节熔炼功率进行合金元素的真空感应熔炼;熔炼结束后,打开炉门取出炉料,即母材;
14.s3、母材预处理:
15.s31、将真空感应炉熔炼后的母材通过线切割机器切割成若干厚度为 15mm的块料,之后用砂轮机打磨去除块料表面的氧化皮及污渍;
16.s32、对打磨后的块料进行清洗、烘干;
17.s4、电子束连续原位凝固:
18.s41、打开电子束熔炼炉炉门,将电子束熔炼坩埚打磨干净后,将步骤 s32中部分烘干的母材放入水冷铜坩埚中心位置,关闭炉门;
19.s42、对电子束熔炼炉熔炼室和电子枪室进行抽真空,达到目标真空度后开启电子枪;
20.s43、电子枪开启高压,对母材进行电子束精炼;精炼结束后,降低束流,关闭电子枪,并进行冷却;
21.s44、冷却结束后,放气,打开炉门,取出铸锭;对铸锭进行打磨、清洗、烘干,并将水冷铜坩埚打磨干净,将烘干后的铸锭放入水冷铜坩埚中,之后将步骤s32中部分真空感应炉熔炼后烘干的母材放在打磨干净的铸锭上面,关闭炉门;
22.s45、重复步骤s42、步骤s43和步骤s44过程多次,冷却结束后,放气,打开炉门,取出经多次熔炼制备得到的铸锭,获得长期用于850℃级变形涡轮盘的材料。
23.进一步地,步骤s1中,各合金元素原材料均采用块状、粒状或丝状金属单质。
24.进一步地,步骤s1中,ni纯净度≥99.96%;co纯净度≥99%;cr纯净度≥99.3%;w纯净度≥99.9%;mo纯净度≥99.9%;al纯净度≥99.6%;ti纯净度≥99.5%;ta纯净度≥99.3%;hf纯净度≥99.6%;c为高纯石碳墨,纯净度≥99.9%;b纯净度≥96%。
25.进一步地,步骤s12中,将配好的合金元素原材料依据难易挥发程度依次放入氧化
铝坩埚中,易挥发元素放在氧化铝坩埚底部,难挥发元素放在上面。
26.进一步地,步骤s22的具体步骤如下:
27.s221、打开空压机、真空感应炉设备总电源,对真空感应炉炉内进行抽真空,当真空度达到5
×
10-2
pa,开始熔炼;
28.s222、通过功率调节旋钮逐渐增加功率,并通过观察窗观察氧化铝坩埚内合金元素的熔化情况,当通过观察窗观察到炉料完全熔化时,保持此状态下的功率进行精炼,精炼时间15min;
29.s223、当精炼结束后,缓慢调节功率旋钮直至0;冷却100min后,打开炉门取出炉料。
30.进一步地,步骤s45中,重复步骤s42、步骤s43和步骤s44过程3次,进行四次熔炼,第二次至第四次熔炼中对与母材接触的铸锭上表面及在铸锭上面的母材同时进行熔炼,四次熔炼后得到的铸锭有较好的冶金结合。
31.进一步地,步骤s42的具体步骤如下:打开电子束熔炼设备开关,对电子束熔炼炉熔炼室及电子枪室进行抽真空处理,熔炼室真空度要求小于 5
×
10-2
pa,电子枪室要求小于5
×
10-3
pa;当熔炼室和电子枪室真空度达到要求后开启电子枪。
32.进一步地,步骤s43的具体步骤如下:
33.s431、电子枪开启高压,当高压达到20kv时,缓慢增加束流,直至 700ma,此过程中束斑扫描半径为10
×
10mm;保持束流为700ma进行精炼,精炼时间为15min;
34.s432、精炼结束后,5min内缓慢降低束流,同时缩小束斑半径,并收弧至铸锭右边缘;关闭电子枪,冷却120min。
35.进一步地,步骤s32的具体步骤如下:将打磨完的块料放入含有酒精的烧杯中,之后将烧杯放入超声清洗机中进行清洗,清洗20min后取出,用吹风机吹干表面,之后放入烘干箱中再次烘干;
36.步骤s44中,用砂轮机对铸锭进行打磨去除其表面氧化皮及最后收弧区夹杂物,打磨后进行清洗及烘干工作。
37.较现有技术相比,本发明具有以下优点:
38.1、本发明提供的长期用于850℃级变形涡轮盘的材料及其电子束连续原位凝固制备方法,满足难变形高温合金涡轮盘在航空发动机、燃气轮机等应用需求,所制备的材料合金成分中加入了hf、ta等元素,并说明了hf、ta 加入的范围,通过控制(al ti)含量、al/ti比、及ta的含量来控制合金中析出相γ'的含量和稳定性;通过控制w、mo、co等元素含量避免合金中 tcp相的析出,通过添加较高c含量以及强碳化物元素hf提高高温下晶界强度。采用电子连续原位凝固工艺制备的铸锭,杂质元素含量极低、成分偏析很小。
39.2、本发明提供的长期用于850℃级变形涡轮盘的材料及其电子束连续原位凝固制备方法,拓宽了850℃服役使用的涡轮盘合金材料成分的可选择性,并采用电子束连续原位凝固工艺制备的合金具有杂质元素含量低、成分均匀、高温力学性能好等优点,能够满足高推比先进航空发动机对高性能变形合金涡轮盘材料的需求。
40.综上,应用本发明的技术方案能够解决现有技术中的经双联或三联制备的母材依然存在杂质元素含量高、成分偏析严重等问题。
41.基于上述理由本发明可在高温变形合金材料的制备等领域广泛推广。
附图说明
42.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图做以简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
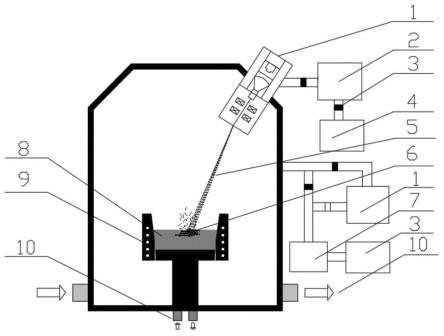
43.图1为本发明电子束精炼过程示意图。
44.图2为本发明电子束连续原位凝固工艺示意图。
45.图中:1、电子枪;2、油扩散泵;3、阀门;4、机械泵;5、电子束;6、聚集到电子束下方的夹杂物;7、罗茨泵;8、合金熔池;9、水冷铜坩埚;10、冷却水。
具体实施方式
46.需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本发明。
47.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本发明及其应用或使用的任何限制。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
48.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本发明的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
49.除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本发明的范围。同时,应当清楚,为了便于描述,附图中所示出的各个部分的尺寸并不是按照实际的比例关系绘制的。对于相关领域普通技术人员己知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为授权说明书的一部分。在这里示出和讨论的所有示例中,任向具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它示例可以具有不同的值。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
50.随着航空发动机向大型化、高推重比方向的发展,涡轮前燃气温度逐渐提高,对涡轮盘的服役温度要求越来越高。目前,世界上各个国家都在研制服役温度更高、力学性能更好的涡轮盘用变形高温合金。迄今为止,各个国家研制的涡轮盘用变形高温合金材料服役温度都在850℃以下,服役温度达到850℃的涡轮盘用变形高温合金材料尚未见报道。因此,研制出服役温度达到850℃的涡轮盘用变形高温合金材料具有重要意义。通过大量的实验研究以及软件模拟等手段,本发明创新性地设计了一种长期服役温度达到 850℃的涡轮盘用变形高温合金成分;并创新性的提出采用电子束连续原位凝固的工艺制备出超纯净、高均质的母材,解决传统制备方式的杂质元素高、成分偏析严重等问题。
51.本发明提供了一种长期用于850℃级的涡轮盘的变形高温合金成分及其熔炼工艺,提出了一种可有效降低元素宏观以及微观偏析、减少杂质含量的制备工艺方法。本发明的一种长期用于850℃级的变形涡轮盘的合金材料,通过控制(al ti)含量、al/ti比、及ta的含量来控制合金中析出相γ'的含量和稳定性;通过控制w、mo、co等元素含量避免合金中tcp相的析出,通过添加较高c含量以及强碳化物元素hf提高高温下晶界强度;根据前期大量实验以及软件模拟结果等,得到材料成分质量配比关系(wt%)如下: al:5.0~5.7%;ti:2.2~3.0%;nb:1.0~2.0%;w:7.0~10.0%;mo:2.0~4.0%; ta:1.0~2.0%;hf:0.2~0.5%;c:0.08~0.16%;b:0.02~0.04%;co: 14.0~16.0%;cr:7.0~11.0%;余量ni。具体地,本发明通过前期大量的实验以及软件模拟等方法设计出了850℃变形涡轮盘用合金成分。如,利用控制 (al ti)含量、al/ti比,通过前期实验结果以及软件模拟等佐证方法最终得到的al元素的范围为:5.0-5.7%、ti元素范围为:2.2-3.0%。以此最终得到各合金元素的成分。
52.一、高温合金原材料的预处理
53.1、原材料均采用块状、粒状或丝状金属单质。其中:ni纯净度≥99.96%;co纯净度≥99%;cr纯净度≥99.3%;w纯净度≥99.9%;mo纯净度≥99.9%;al纯净度≥99.6%;ti纯净度≥99.5%;ta纯净度≥99.3%;hf纯净度≥99.6%;c为高纯石碳墨,纯净度≥99.9%;b纯净度≥96%。
54.2、依据合金成分质量配比关系(wt%),采用精度为0.01g的电子天平进行配料。
55.3、将配好的原料依据难易挥发程度依次放入氧化铝坩埚中(易挥发元素放在坩埚底部,难挥发元素放在上面,即各合金元素原料按难易挥发程度中从易至难依次从下至上放置在氧化铝坩埚中),随后将氧化铝坩埚放入烘干箱中进行烘干。具体地,各元素根据合金难易挥发程度放置可以减少易挥发元素的挥发量。若将易挥发元素放在氧化铝坩埚的最上面和最下面,在同样的熔炼条件下,挥发量则不一样。因此,要减少易挥发元素的挥发损失,将易挥发元素放在坩埚最下面,难挥发元素放在坩埚最上面。
56.二、真空感应熔炼
57.1、将真空感应炉内清理干净,接通冷却水,观察炉内装置是否漏水,随后将烘干箱中的氧化铝坩埚(包括合金元素原料)放入感应熔炼装置内,关闭炉门。
58.2、打开空压机、感应炉设备总电源,对真空感应炉炉内进行抽真空,当真空度达到5
×
10-2
pa,开始熔炼。
59.3、通过功率调节旋钮逐渐增加功率,并通过观察窗观察氧化铝坩埚内合金元素的熔化情况,当通过观察窗观察到炉料完全熔化时,保持此状态下的功率进行精炼,精炼时间15min。
60.4、当精炼结束后,缓慢调节功率旋钮直至0;冷却100min后,打开炉门取出炉料。
61.三、母材预处理
62.1、将真空感应炉熔炼后的母材通过线切割机器切割成厚度为15mm的块料,随后用砂轮机去除表面的氧化皮及污渍。
63.2、将打磨完的块料放入含有酒精的烧杯中,随后将烧杯放入超声清洗机中进行清洗,清洗20min后取出,用吹风机吹干表面,随后放入烘干箱中再次烘干。
64.四、电子束连续原位凝固
65.1、打开电子束炉门,将电子束熔炼坩埚打磨干净后,将部分烘干的母材放入水冷铜坩埚中心位置,关闭炉门。
66.2、打开电子束熔炼设备开关,对电子束熔炼炉熔炼室及电子枪室进行抽真空处理,熔炼室真空度要求小于5
×
10-2
pa,电子枪室要求小于 5
×
10-3
pa;当熔炼室和电子枪室真空度达到要求后开启电子枪。
67.3、电子枪开启高压,当高压达到20kv时,缓慢增加束流,直至 700ma,此过程中束斑扫描半径为10
×
10mm。保持束流为700ma进行精炼,精炼时间为15min。
68.4、精炼结束后,5min内缓慢降低束流,同时缩小束斑半径,并收弧至铸锭右边缘。关闭电子枪,冷却120min。
69.5、冷却结束后,放气,打开炉门,取出铸锭。用砂轮机进行打磨去除铸锭表面氧化皮及最后收弧区夹杂物,打磨后进行清洗及烘干工作,并将水冷铜坩埚打磨干净,将烘干后的铸锭放入水冷铜坩埚中,随后将部分真空感应炉熔炼后烘干的母材放在打磨干净的铸锭上面,关闭炉门。
70.6、重复上述步骤2、3、4、5过程3次,冷却结束后,放气,打开炉门,取出铸锭,此时四次熔炼后的铸锭有很好的冶金结合。最后一次熔炼结束后取出的铸锭仍需用角磨机对铸锭表面进行打磨,去除铸锭表面的氧化皮及上表面最后的收弧区,打磨过后进行清洗、烘干等工作。从第二次熔炼开始,每次对铸锭上面的母材及与母材接触的铸锭上表面同时熔炼。且本实施方式中,该合金成分的铸锭制备方式是四次熔炼需要将母材均分为四部分,首次熔炼四分之一,后面三次熔炼,每次均是在铸锭上面熔炼四分之一的母材。需要注意的是,也可不对母材进行均分,若要达到最终的熔炼效果,则需要根据每次铸锭上面放的母材质量来改变熔炼工艺参数(熔炼时间、熔炼功率等),母材是否均分是可根据熔炼参数来调节。
71.本发明通过前期大量的实验研究以及软件模拟等手段,创新性地设计了一种长期服役温度达到850℃的涡轮盘用变形高温合金成分,拓宽了850℃涡轮盘用变形高温合金成分的可选择性。本发明设计的合金成分通过时效强化、固溶强化、晶界强化等方式提高合金的高温性能。如:通过控制 (al ti)含量、al/ti比、及ta的含量来控制合金中析出相γ'的含量和稳定性;通过控制w、mo、co等元素含量避免合金中tcp相的析出,通过添加较高c含量以及强碳化物元素hf提高高温下晶界强度。
72.本发明采用的电子束连续原位凝固是将电子束熔炼技术的能量密度大、真空度高、冷却速度快的优势及3d打印技术的成分均匀、偏析小的优势结合,能更有效的降低合金中杂质元素的含量、减少夹杂物尺寸以及降低成分偏析等。
73.如图1所示为本发明电子束精炼过程示意图。如图2所示为本发明电子束连续原位凝固工艺示意图。本发明利用图1所示的设备采用电子束连续原位凝固技术对合金进行电子束熔炼,制备得到长期用于850℃级的变形涡轮盘的合金材料。电子枪1固定在电子束熔炼炉的顶部侧角,水冷铜坩埚9放置于电子束熔炼炉底部,并通入冷却水10。母材及形成的铸锭放置于水冷铜坩埚9中并处于电子束5扫描范围内。油扩散泵2与机械泵4相邻,二者之间用阀门3控制连通关系。罗茨泵7与炉体机械泵4相邻,二者连接在一起。水冷铜坩埚7中金属元素原料熔化后形成合金熔池8,并产生聚集到电子束下方的夹杂物6。
74.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依
然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。