1.本实用新型涉及贴片电感生产的技术领域,特别涉及一种贴片电感加工用的批量焊锡机构。
背景技术:
2.现有的贴片电感自动焊锡机对通过是通过夹具批量夹取多个电感,再通过多轴机械手或者龙门机械手将夹取好的电感移送到锡炉上方,再将电感的管脚插入锡炉中进行上锡。这种批量上锡的方式能够大大提高电感上锡的效率,因此被广泛应用在贴片电感自动焊锡机上。
3.但现有的电感夹具是通过机械夹持的方式进行电感的夹取固定,机械结构较为复杂,弹簧的数量多,不利于夹具的整体组装,影响贴片电感批量焊锡的发展,需要对其作优化改进。
技术实现要素:
4.本实用新型的主要目的是提供一种贴片电感加工用的批量焊锡机构,旨在简化批量焊锡机构的结构。
5.为实现上述目的,本实用新型提出的贴片电感加工用的批量焊锡机构,其设置在贴片电感自动焊锡机的多轴机械手或者龙门机械手上,包括基板、治具板以及设置在所述基板和治具板之间的活动座;所述基板上设置有驱动气缸,所述驱动气缸的缸轴穿过所述基板,并插接在所述活动座上,以驱动活动座向所述治具板移动;所述活动座上设置有与所述治具板相对设置的条形磁铁,所述治具板通过两立座连接在所述基板上,其顶面上凹设有供所述条形磁铁插入的凹槽,其底面沿治具板的长度方向凹设有多个与所述凹槽连通插槽,以供贴片电感插接在治具板上。
6.可选地,所述活动座的下端面凹设有卡槽,所述条形磁铁的上端部卡合在所述卡槽,其下端突出于所述卡槽。
7.可选地,所述基板和所述活动座之间设置至少两导向组件,两导向组件设置在所述活动座的两端。
8.可选地,所述导向组件为直线轴承杆,所述直线轴承杆的下端连接在活动座上,其直线轴承插接在所述基板上。
9.根据本实用新型提供的贴片电感加工用的批量焊锡机构,通过基板和治具板之间设置活动座,在基板上设置驱动气缸,驱动气缸的缸轴穿过基板,并插接在活动座上,以驱动活动座向治具板移动;并活动座上设置有与治具板相对设置的条形磁铁,在治具板的顶面上凹设供条形磁铁插入的凹槽,在治具板的底面凹设有多个与凹槽连通插槽,以供贴片电感插接在治具板上。由此,在当需要抓取贴片电感时,通过驱动气缸活动座向治具板移动,使得条形磁铁插入的治具板的凹槽,通过条形磁铁的磁力将插入治具板内的贴片电感吸附在治具板上;当进行卸料时,可通过驱动气缸活动座从治具板的凹槽内抽出,以消除条
形磁铁对贴片电感的吸附作用。
10.与现有技术相比,本实用新型采用磁铁吸附的方式进行贴点电感的固定,结构简单,利于实施,能够为贴片电感批量焊锡的推广应用提供便利。
附图说明
11.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
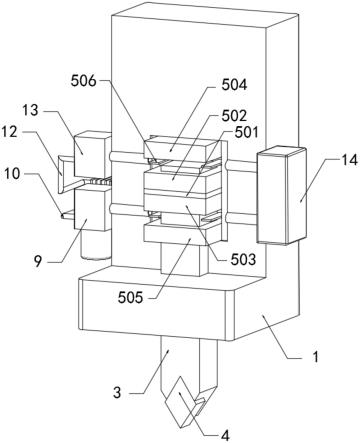
12.图1为本实用新型贴片电感加工用的批量焊锡机构一实施例的分解示意图;
13.图2为本实用新型贴片电感加工用的批量焊锡机构一实施例的剖面示意图;
14.本实用新型目的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
15.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
16.需要说明,本实用新型实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
17.另外,在本实用新型中涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当人认为这种技术方案的结合不存在,也不在本实用新型要求的保护范围之内。
18.如图1-2所示,在本实用新型实施例中,该贴片电感加工用的批量焊锡机构,其固定贴片电感自动焊锡机的多轴机械手或者龙门机械手上,包括治具板100和基板200,治具板100与基板200之间设置有立座300,以使得治具板100和基板200之间具有一定的间隔。基板200上设置的左右两端分别设置第一气缸410和第二气缸420,第一气缸410和第二气缸420的缸轴穿过基板200向治具板100延伸。第一气缸410和第二气缸420的缸轴上连接有活动座500,该活动座500朝向治具板100的一面设有条形磁铁600。
19.治具板100的顶面与活动座500相对设置,并凹设有供条形磁铁600插入的凹槽100a。在治具板100的底面沿治具板100的长度方向设置有多个插槽100b,该插槽100b与凹槽100a连通。
20.焊锡时,由贴片电感自动焊锡机的多轴机械手或者龙门机械手驱动批量焊锡机构移动到排料机构上方,使得插槽100b与排料机构上的贴片电感800一一对齐;再由第一气缸410和第二气缸420驱动活动座500上的条形磁铁600插入治具板100的凹槽100a内,贴片电
感800在条形磁铁600的磁性吸附下被吸附固定在其对应的插槽100b内;而后,再由多轴机械手或者龙门机械手将吸附的贴片电感800移动到锡炉上方,并驱动贴片电感800的管脚插入锡炉内进行上锡;上锡完成后,再由多轴机械手或者龙门机械手将上锡后的管脚移送到烘烤治具板100并插接在烘烤治具板100上,再由第一气缸410和第二气缸420驱动条形磁铁600从治具板100的凹槽100a内抽出,消除条形磁铁600对贴片电感800的吸附,使得贴片电感800能够保持在烘烤治具板100上。
21.与现有技术相比,本实用新型采用磁铁吸附的方式进行贴点电感的固定,结构简单,利于实施,能够为贴片电感批量焊锡的推广应用提供便利。
22.在本实施例中,在活动座500的下端面凹设有卡槽,条形磁铁600的上端部卡合在该卡槽,其下端突出于活动座500。采用卡槽固定条形磁铁600,其结构简单,便于实现。
23.在本实施例中,在活动座500和基板200之间设置第一直线轴承杆710和第二直线轴承杆720,第一直线轴承杆710和第二直线轴承杆720的下端连接在活动座500上,第一直线轴承杆710和第二轴承杆上的直线轴承插接在基板200上。由此通过第一直线轴承杆710和第二直线轴承杆720为活动座500的移动提供导向,使得条形磁铁600能够稳定有效地插入并从治具板100的凹槽100a内抽出。
24.以上所述仅为本实用新型的优选实施例,并非因此限制本实用新型的专利范围,凡是在本实用新型的实用新型构思下,利用本实用新型说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本实用新型的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。